(54) СПОСОБ ДИФФУЗИОННОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU948586A1 |
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU975288A1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807264C1 |
| Способ получения жаростойкого покрытия на поверхностях медной пластины | 2023 |
|
RU2807251C1 |
| Способ получения жаростойкого покрытия на поверхности пластины из жаропрочной стали | 2023 |
|
RU2807253C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807248C1 |
| Способ получения жаростойкого покрытия на поверхностях пластины из жаропрочной стали | 2023 |
|
RU2807255C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ СИТАЛЛА С МЕТАЛЛАМИ | 2014 |
|
RU2555735C1 |
| Способ получения жаростойкого покрытия на поверхностях титановой пластины | 2023 |
|
RU2807245C1 |
1
Изобретение относится к сварке давлением, в частности к диффузионной сварке деталей из разнородных материалов, например элементов шта.мпов, стальная рабочая поверхность которых армируется твердым сплавом, и может быть использовано в инструментальной промышленности.
Известен способ диффузионной сва ки деталей из разнородньгх. материалов через промежуточные прокладки 1.
Недостатком способа является мала стойкость сварного соединения в условиях термоциклирования.
Целью изобретения является повышение стойкости сйарного соединения. в условиях термоциклирования.
Цель достигается тем, что между прокладками устанавливают демпфирующий элемент в виде плоской концентрической спирали, форма витков которой соответствует конфигурации свариваемых поверхностей, причем толщина спирали равна 0,5tO,9 толщины промежуточной прокладки.
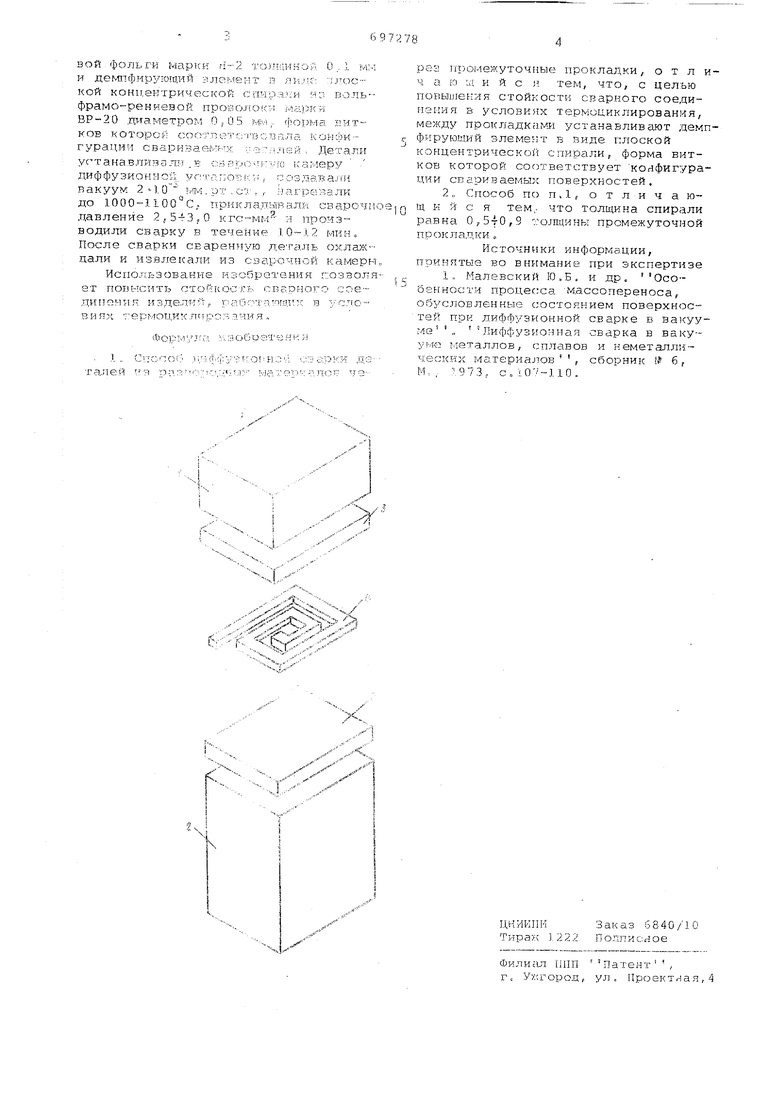
На чертеже показана схема осуществления способа.
Способ осуществляют следую1дим обраяом.
Между соеданяемыми деталями 1 и 2 размещают промежуточные прокладки 3, между которыми устанавливают дяемпфируюш.ий элемент 4 в виде плоской концентрической спирали, форма витков которой соответствует конфигурации свариваемых поверхностей толщиной -0,5-fO,9 толщины промежуточной прокладки. Собранный увел устанавливают в сварочн то камеру диффузионной установки, созда;от вакуум и нагревают. При температуре сварки детали сдавлиют и производят изотермическую выдержку. После сварки сваренную деталь охлаждают и извлекают из камеры
При сварке демпфирующий элемент запрессовывается в промежуточные прокладки, поэтому в процессе эксплуатации сваренного изделия в условиях термоциклирования происходит компенсация возникающих при этом напряжений, что приводит к повышению стойкости соединения.
Пример. Изготавливали пуансон, состоящий из рабочей части, выполненной из твердого сплава марки ВК-20, и стальной основы из стали бХбЗМФС.
Между соединяемыми поверхностями размещали две прокладки из никелеЗОЙ фольги марки -1-2 и демпфирующий элемент i ой коН1гентрическок спи;.
Э.:;И ЯЗ фрамо-рекиевой проволок ВР-20 .щт а метр ом 0,05 MVI
,, форма
в и т ков которой сосгглетг; пала комфигурации сваризае /мх ; ;iji8H , Детали Ю Самеру
устанавливал .в снргд диффузионьюй уг -гаг;ов1 сс1зда7зали вакуум 2-10 ьм.рт.с-: ; агр ;вали
до 1000-llOG C; прикладывали свароч давление 2 f 543, О кгс-мн и ПРОИЗВОДИЛИ сварку в течение 10-12 мня, После СБарки сваренную дет.а,пь охлаждали и извлекали из сзарОчиой камер Использование нзобретения г:оззол8Т повнсить стоимость cBoDFiorC соединения изделит, рабогтошд; : в х словнпх гермоци : Л1)ро:ч дни я .
- .- ,., --j
промежуточные ирокладки, о т л ию IL и и о и тем, что, с цедью повьпленля стойкости сварного соедииания в уоловкях термоциклирования, между прокладкаг/л устанавливает демпфирующий элемент в виде плоской концентрической спирали, форма витков которой соответствует коифиг/рации свариваемыя поверхностей.
2„ Способ по и,If о т ли ч а ющ и и с я тем,, что толщина спирали равна 0,5-;-0,9 толщины промежуточной прокладки.
Источники информации, примятые во внргмание при экспертизе
Малевский Ю.Б, и др,
Осоьенности процесса массопереноса, обусловленные с;остоянием поверхностей при диффузионной сварке в вакууме ., Лиффузионная сварка в вакуУ-ле металлов, сплавов и неметадлк-ческик материалов , сборник № 6, М, , 973. с , i О , . 1 О .
