(54) СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| Способ диффузионной сварки корундовой керамики с немагнитной сталью | 2023 |
|
RU2813034C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2001 |
|
RU2184019C1 |
| Способ диффузионной сварки слоистых конструкций | 1978 |
|
SU679359A1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| Способ сварки металлических деталей | 2024 |
|
RU2838041C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
| Способ диффузионной сварки деталей из разнородных материалов | 1978 |
|
SU697278A1 |
| Способ сварки деталей из жаропрочных сплавов на никелевой основе с использованием лазерного излучения | 2020 |
|
RU2752822C1 |
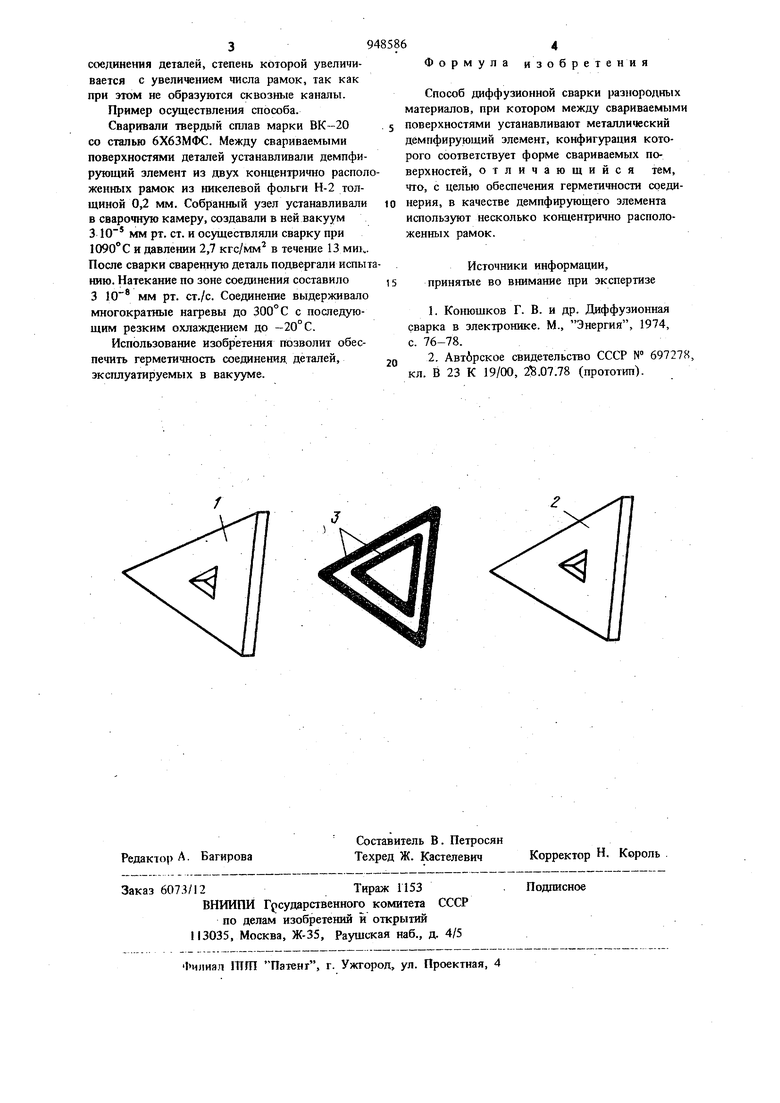
Изобретение относится к диффузионной сварке деталей из разнородных материалов, напршйер металлов с твердыми сплавами и керамикой. Известен способ диффузионной сварки деталей из разнородных материалов через про межуточную прокладку 1. Недостатком способа является малая стойкость сварного соединения в условиях термоциклирования. Наиболее близким к изобретению по тех нической сущности и достигаемому эффекту является способ диффузионной сварки разнородных материалов, при котором между свариваемыми поверхностями устанавливают металлический демпфирующий элемент, конфигурадия которого соответствует форме свариваемых поверхностей 2. Недостатком способа является то, что он не обеспечивает герметичности соединения так как спиральный демпфирующий элемент образует сквозной канал между поверхностями свариваемых- элементов. Целью изобретения является обеспечение герметичности соединений. Цель достигается тем, что в способе диффузионной сварки разнородных материалов, при котором между свариваемыми поверхностями устанавливают металлический демпфирующий элемент, конфигурация которого соответствует форме свариваемых поверхностей, в качестве демпфирующего элемента используют несколько концентрично расположенных рамок. На чертеже изображена схема осуществления способа (детали показаны в разведенном состоянии). Между свариваемыми поверхностями деталей 1 и 2 устанавливают несколько концентрично расположенных металлических рамок 3. Собранный узел размещают в сварочной камере установки для диффузионной сварки, создают вакзум я нагревают. При температуре сварки детали сдавшгеают н производят изотермическую выдержку. После сварки узел охлаждают н вынимают из камеры. Благодаря использованию нескольких концентрично располо женных рамок обеспечивается герметичность
соединения деталей, степень которой увеличивается с увеличением числа рамок, так как при этом не образуются сквозные каналы.
Пример осуществления способа.
Сваривали твердьгй сплав марки ВК-20 со сталью 6Х63МФС. Между свариваемыми поверхностями деталей устанавливали демпфирующий элемент из двух концентрично располженных рамок из никелевой фольги Н-2 толщиной 0,2 мм. Собранный узел устанавливали в сварочную камеру, создавали в ней вакуум 3 10 мм рт. ст. и осуществляли сварку при 1090°С и давлении 2,7 кгс/мм в течение 13 мш„. После сварки сваренную деталь подвергали испытнию. Натекание по зоне соединения составило 3 10 мм рт. ст./с. Соединение выдерживало многократные нагревы до 300° С с последующим резким охлаждением до -20° С.
Использование изобретения позволит обеспечить герметичность соединения, деталей, эксплуатируемых в вакууме.
Формула изобретения
Способ диффузионной сварки разнородных материалов, при котором между свариваемыми поверхностями устанавливают металлидаский демпфирующий элемент, конфигурация которого соответствует форме свариваемых поверхностей, отличающийся тем, что, с целью обеспечения герметичности срединерия, в качестве демпфирующего элемента используют несколько концентрично расположенных рамок.
Источники информации, принятые во внимание при экспертизе
