Изобретение относится к металлообработке и может быть использовано в зажимных механизмах металлорежущих станков для закрепления прутков, штучных заготовок и режущих инструментов с цилиндрическим хвостовиком.
Цель изобртеения - повышение точности закрепления посредством повышения круговой жесткости зажимных элементов.
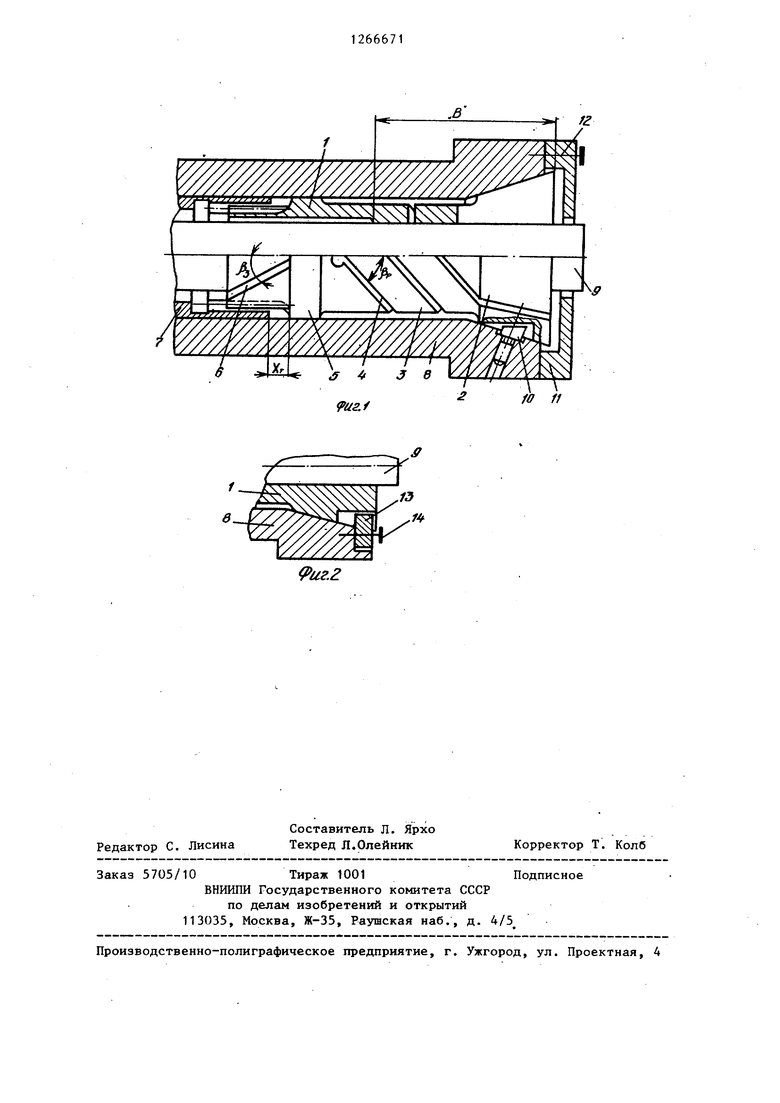
На фиг. 1 схематически представле предлагаемый патрон, продольный разрез; на фиг. 2 - связь губки цанги с корпусом патрона, вариант.
Патрон (фиг. 1) содержит цангу 1, снабженную конусом 2, упругой частью с лепестками 3, образованными винтовыми пазами 4, направляющим пояском 5, и присоединительную часть 6, связанную с трубой 7 зажима. На присоединительной части цанги и ответной части трубы зажима выполнены косые зубья с углом наклона их по винтовой линии Ij , противоположным углу f наклона винтовых пазов 4 упругой части цанги 1. Цанга 1 центрируется с корпусом 8 по конусу 2 и цилиндрическому направлякщему пояску 5, взаимодействуя с заготовкой 9 на участке В. Чтобы исключить проворот губок цанги 1 относительно корпуса 8, предусмотрена шпонка 10, а ограничением для осевого смещения цанги вправо при разжиме и подаче заготовки 9 служит упорньй фланец 11, прикрепленный к корпусу 8 винтами 12.
Согласно второму варианту патрона (фиг. 2) шпонка 13, прикрепленная к шпинделю винтами 14, ,ббеспечивает удержание цанги 1 от проворота относительно корпуса 8 и ограничение при ее осевом смещении вправо. Зажим заготовки 9 происходит при перемещении трубы 7 зажима влево без поворота. При этом при помощи винтовых зубьев на трубе 7 зажима и присоединительно части 6 цанги 1 происходит закручивание лепестков 3 под действим крутящего момента, что уменьшает внутренний диаметр отверстия лепестков 3 цанги 1.
Путем осевого смещения губок цанги 1 влево (внутрь конуса шпинделя) обеспечивается плотный зажим заготовки 9 в передней части. Таким образом, наличие осевого смещения цанги 1 и закручивание лепестков 3 создает равномерный зажим заготовки 9 по заданному соотношению на участке В. При окончательном зажиме между торцами трубы 7 зажима и направляющего пояска 5 создается зазор Х, величина которого зависит от регулировки механизма и отклонения диаметра заготовки 9.
При разжиме труба 7 зажима перемещается вправо, выбирая зазор Х и раскручивая лепестки 3 в обратном направлении. Окончательный разжим происходит, когда выбирается зазор XT, и труба 7 перемещает цангу 1 вправо до упора во фланец 11 (фиг.1) или в шпонку 13 (фиг. 2). Смена цанг осуществляется снятием фланца 11 (фиг. 1) и выдвижением цанги с трубой 7 зажима вправо с дальнейшим рассоединением в месте зубчатого зацепления после выхода пазов на конусе 2 цанги 1 со шпонки 10, а также снятием шпонки 13 и выводом из зацепления присоединительной части 6 из трубы 7 зажима.
Формула изобре те н и я
Цанговьй патрон, в корпусе которого установлена цанга с кожухом и упругой частью, образованной винтовыми пазами, присоединительная часть которой связана с трубой зажима, отличающийся тем, что, с целью повьппения точности закрепления, на присоединительной части цанги и ответной части трубы зажима выполнены косые зубья с наклоном винтовой линии, противоположным наклону винтовых пазов упругой части цанги, предназначенные для взаимодействия друг с другом.
9иг,
гг /
fO 11
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1985 |
|
SU1284724A1 |
| Цанговый патрон | 1986 |
|
SU1340925A1 |
| Цанговый патрон | 1985 |
|
SU1256877A1 |
| Цанговый патрон | 1990 |
|
SU1787699A1 |
| Цанговый патрон | 1989 |
|
SU1685623A1 |
| Цанговый патрон | 1979 |
|
SU869995A1 |
| Цанговый патрон | 1985 |
|
SU1298001A1 |
| Цанговый патрон | 1985 |
|
SU1366310A1 |
| Патрон | 1979 |
|
SU806278A1 |
| Цанговый патрон | 1985 |
|
SU1255295A1 |
Изобретение относится к области металлообработки и можетбыть использовано в зажимных механизмах мет . таллорежущих станков. Цель изобретения - повьшение точности закрепления посредством повьшения круговой жесткости зажимных элементов. Цанговый патрон состоит из корпуса, в конуснон отверстии которого установлена цанга с конусом, упругой частью, образованной винтовыми пазами и присоединенной частью, связанной с трубой зажима. На присоединительной части цанги и ответной части трубы зажима i выполнены косые.зубья с наклоном вин(Л товой линии, противоположным наклону винтовых пазов упругой части цанги, предназначенные для взаимодействия друг с другом при осевом перемещении трубы зажима. 2 ил. ю 05 05 О5 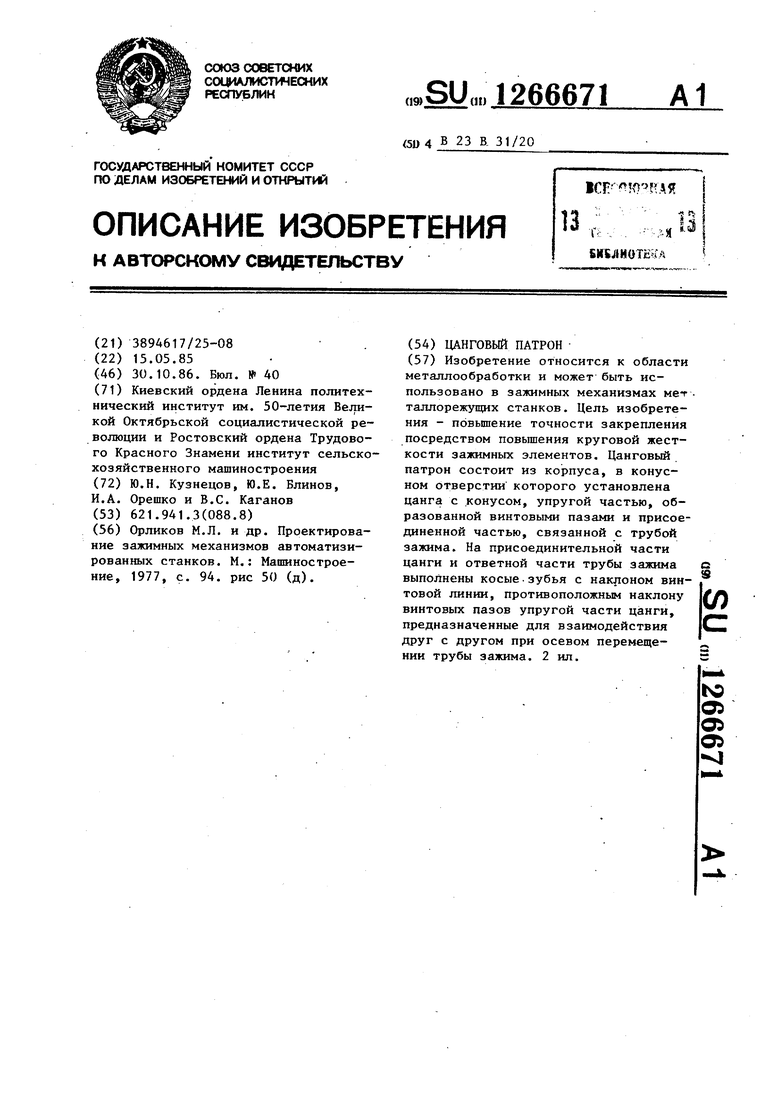
| Орликов М.Л | |||
| и др | |||
| Проектирование зажимных механизмов автоматизированных станков | |||
| М.: Машиностроение, 1977, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
