(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННЬК МАГНИТОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2009 |
|
RU2413785C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2464350C2 |
| СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ ДЕТАЛЕЙ | 2007 |
|
RU2347847C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛЯХ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2007 |
|
RU2375499C2 |
| Способ получения легированных порошков в виброкипящем слое | 2015 |
|
RU2606358C2 |
| СПОСОБ АЛИТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2696616C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОВ СИСТЕМЫ ЖЕЛЕЗО - КОБАЛЬТ - ХРОМ | 1990 |
|
RU2044064C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2462535C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБИН ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2435872C2 |
| Способ локальной защиты изделия из жаропрочного сплава от газового алитирования | 2016 |
|
RU2646304C2 |
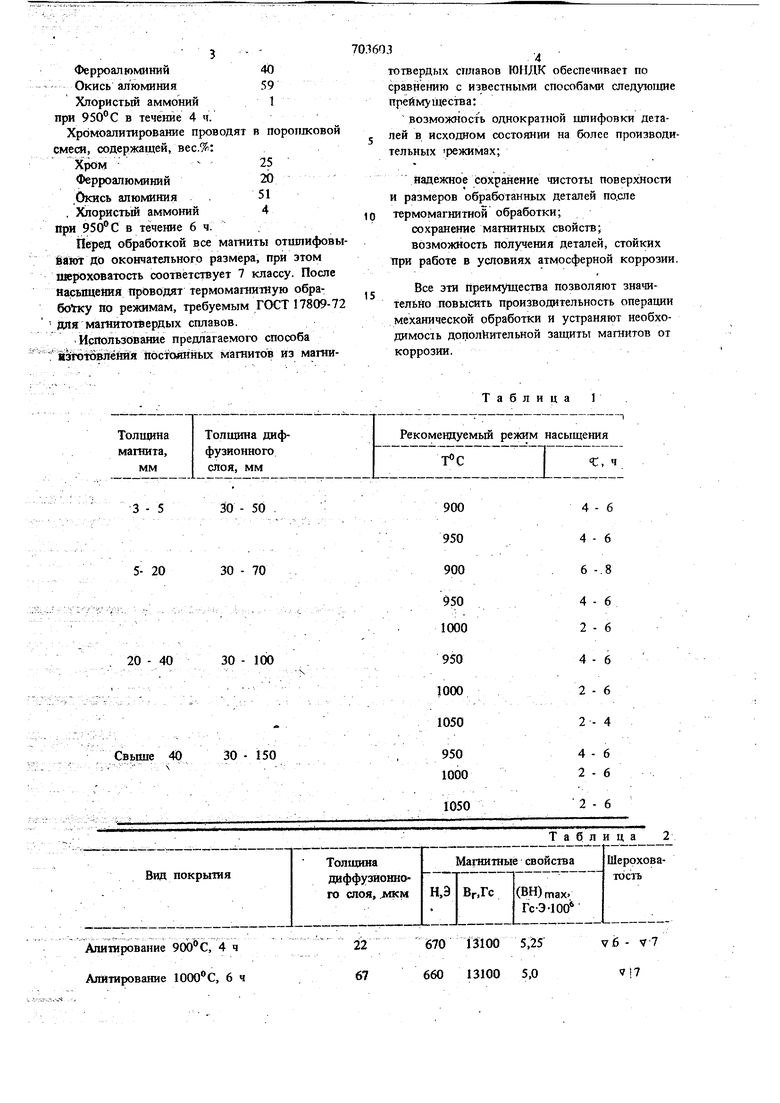
- - :, Изобрете1ше относится к ме1аллургии, в частносте к технологии изготовления постоянных магнитов из сплавов железо-никельалюми1шй (сплавов №ЩК). Наиболее близким к описшаемому изобре нию по темшческой сущности и достигаемому результату является, способ изготовлёвия постоянных магнитов, включающий литье, мехшшческую обработку, создание технологического защитного слоя, термомагнитную обработку и окончательную щлифовку II. Недостатки известного способа - вьтсокая трудоемкость изготовлетшя и низкая i , коррозионная стойкость магнитов, обработанных по указанному способу. Целью изобретения является снижегае трудоемкости изготовления ыапттоъ, повышение качества и надежности магнитов при эксплуатации. Цель достигается тем, что по способу изготовления постоянных магнитов, включающему литье, механическую обработку, нанесение защитного покрьпия и термомагнитную обработку, механическую обработку Ведут до размеров готового изделия , далее проводят гшттроветс или хромбалитйрование при 900-1050 С в течение 2-8 ч, л затем осуществляют 1врШШШ Тяую обработку. При этом образуется эаиштный слой глубиной не более 2% от толщины изделий и не менее 30 мкм. Диапазон толщины покрытий выбирается так, чтобы покрЬ1Тие было достаточно надежным в отношении зашиты Поверхности сплава от газовой коррозии в процессе tёp Dlчёcкoй обработки и не сказывалось на уровне магнитных свойств. Защита достигается об рязоватём в iiipoiiecce терм(ческой обработкипри 900-1050 С в течение 2-8 ч на поверхности магнита плотной окисной пленки. В табл. 1 приведены режимы получения покрытий на магнитах различной толщины. В табл.2 приведены Магнитные свойстаа и шероховатость поверхности магнитов из сплава ЮНДК 24 с покрьггаем и без него. Пбстоя11ные магниты из сплава Ю1ЩК24 алятирую в контейнерах с ги1авким затвором в порошковой смеси состава, вес.%: Ферроалюплиний40 Окись алюминия59 Хлористый аммоний1 при 950°С в течение 4ч. Хромоалитирование проводят в порошково смеси, содержащей, вес.%: Хром Ферроалюминий20 .Окись алюминия .51 . Хлористый аммоний4 при 950° С в течение 6 ч. Перед обработкой все магниты отшлифов вают до окончательного размера, при этом шероховатость соответствует 7 классу. После HacbnueifflH проводят термомагнитную обработку по режимам, требуемым ГОСТ 17809для магнитотвердых сплавов. Использование предлагаемого способа йэтотбвАёйиА посголнных магнитов из мапга
3 - 5
30 - 50
5- 20
30 - 70
20-40
30 - 100
Свьше 40
30 - 150
..,.,-.,.. .. ;
Алитирование 900° С, 4 ч Алитирование 1000° С, 6 ч
Таблица 1
4-6 4 - 6 6 -.8
4-6 2 - 6
4 - 6 2 - 6
2-4
4 - 6 2 - 6
2-6
Таблица
22 670 iftOO 5,5v6- V7
67660 13100 5.0917 тотвердых стшавов ЮИДК обеспечивает по сравнению с известными способами следующие прей1 1уЩест1ва: возможность однократной щлифовки деталей в исходном состоянии на более производительных режимах; надежное сохранение чистотъ поверхности и размеров обработанных деталей по.сле термомагнитной обработки; сохранение магнитных свойств; возможность получения деталей, стойких При работе в условиях атмосферной коррозии. Все эти Преимущества позволяют значительно повысить производительность операдии механической обработки и устраня1от необходимость дополнительной защиты магнитов от коррозии.
Хромоалитироватте , 4 ч
Хромоали гировшше 1000 ° С, 6 ч
Хромоапитирование
Формула изобретения
I. Способ изготовления постоянных магнитов, включающий литье, механическую обработку, нанесение защитного покрытая и термомагнитную обработку, отличающ и и с я тем, что, с целью Снижения трудоемкости изготовления магнитов, повышения качества и надежности при эксплуатации,
механическую обработку проводят до размеШерохова 76 -vl
16660 13200 5,25
V7
40670 13100 5,2
ров готового изделия, а нанесение защитного покрытия осуществляют путем алитирования при 900-1050°.
Источники информации, принятые во внимание при экспертизе
