Изобретение относится к химико-термической обработке изделий из стали и сплавов и может быть использовано в авиационной и космической технике, энергомашиностроении, электронике и в других отраслях промышленности.
Задачей изобретения является разработка способа надежной защиты тех поверхностей деталей и узлов, на которых не допускается присутствие диффузионных покрытий, формируемых на рабочих поверхностях этих изделий в процессе их химико-термической обработки.
Особенно остро стоит вопрос защиты поверхности замков (хвостовиков) лопаток турбин газотурбинных двигателей (ГДТ) и установок (ГТУ) при создании на их поверхности пера жаростойких и коррозионностойких покрытий (алитирование, хромирование и др.).
Предложен способ защиты участков поверхности изделий перед их химико-термической обработкой путем нанесения на эти участки технологического покрытия из нитрида титана TiN ионно-плазменным методом, при этом остальные поверхности изделия защищаются от нитрида титана специальным устройством, представляющим собой систему экранов.
Предложенный способ защиты замков лопаток турбин выгодно отличается от известных способов местной защиты поверхностей обрабатываемых изделий своей надежностью и защитной способностью, высокой сплошностью и адгезионной прочностью покрытия TiN с подложкой и в то же время своей инертностью по отношению к рабочей газовой среде, создаваемой при химико-термической обработке изделий; высокой технологичностью нанесения покрытия TiN. В свою очередь, сам материал покрытия TiN характеризуется высокой термодинамической устойчивостью и не диссоциирует при нагревании вплоть до температуры плавления (Тпл=3205°C).
Высокая защитная способность покрытия TiN, используемая по предложенному способу, обеспечивается тонким сплошным слоем такого покрытия (в среднем 5-7 мкм), кристаллическая решетка которого является мощным диффузионным барьером для насыщающих элементов (напр., для Al, Cr и др.), формирующих жаростойкое диффузионное покрытие на рабочих поверхностях лопаток.
Это объясняется, прежде всего, сопоставимостью параметра кристаллической решетки TiN (а=4,22Å=4,22·10-4 мкм) и размера (диаметра) диффундирующего атома насыщающего элемента:
Для Al 

Для Сr 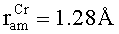 ,
, 
Значительным препятствием для диффузии чужеродных атомов в кристаллической решетке TiN является высокая энергия активации диффузии конкретного элемента в данной кристаллической решетке.
В то же время существующие способы местной защиты участков поверхности изделий в процессе их химико-термической обработки основаны, прежде всего, на создании так называемых «маскирующих покрытий», содержащих тонкодисперсные порошковые смеси (размер частиц 10-100 мкм), замешанные на различных связующих, и представляющие собой суспензии, которые наносятся на защищаемые поверхности замка лопаток в несколько слоев с последующей сушкой каждого слоя [1], либо подобные порошковые смеси помещаются в экранирующие металлические устройства, куда предварительно вставляются замки лопаток [2]. Если порошковые смеси замешаны на органических связующих и представляют собой пасту, то последняя запрессовывается в экранирующие металлические устройства, где предварительно располагается замок лопатки [3].
Очевидно, что защитная способность подобных «порошковых покрытий» будет значительно уступать защитной способности ионно-плазменного покрытия TiN, нанесенного в виде сплошного слоя, т.к. несмотря на высокую дисперсность частиц порошковых смесей (10…100 мкм), а главное в связи с наличием промежутков (пор) между самими частицами (которые на 5-6 порядков больше, чем параметр кристаллической решетки TiN), такие «порошковые покрытия» не способны служить эффективным препятствием для движущегося рабочего газа и диффузии насыщающих элементов (Al, Сr и др.).
После удаления летучих компонентов связующего материала из суспензий или паст путем их сушки и при последующей химико-термической обработке такие порошковые покрытия уже не будут представлять собой сплошной защитный слой, а образовавшиеся неизбежные разрывы, трещины, поры и другие несплошности между частицами порошковой смеси, самой порошковой смесью и защищаемой поверхностью замка, станут местами беспрепятственного доступа рабочих газов в процессе химико-термической обработки деталей (особенно в условиях движущегося рабочего газа при циркуляционном методе). Следовательно, в местах доступа рабочего газа, например алитирующего газа, к частично открытой защищаемой поверхности замка лопатки формирование тех или иных диффузионных покрытий становится неизбежным (полностью или частично).
Кроме того, при использовании паст, замешанных на органических связующих, в процессе химико-термической обработки деталей происходит их полное выгорание с образованием летучих соединений и даже сажи, что приводит к загрязнению рабочего (алитирующего) газа углеродом и другими примесями, что снижает качество создаваемого диффузионного покрытия на рабочих поверхностях лопаток.
Наконец, использование громоздких металлических экранирующих устройств, значительно превышающих габариты вставляемого в них замка лопатки, с последующей запрессовкой пасты, существенно снижает загрузку партии лопаток в садке, т.е. приводит к снижению производительности самого процесса химико-термической обработки деталей.
Кроме того, сама конструкция таких металлических устройств делает невозможным их применение для формирования диффузионных покрытий, например, на внутренней поверхности охлаждаемых рабочих лопаток турбин (в том числе при газовом циркуляционном алитировании).
Более близкие результаты по локальной защите поверхности лопаток от газового алитирования [5] были достигнуты при создании технологических покрытий на елке замка лопаток, наносимых известными способами, используемыми, например, при получении теплозащитных покрытий (ТЗП) на пере лопаток турбин: электронно-лучевым напылением металлических сплавов MeCrAlY, где Me - Ni, Co, с последующим нанесением слоя керамики в виде ZrO2·Y2O3, либо нанесением тех же материалов, но методом ВПТВЭ (вакуумно-плазменная технология высоких энергий), либо плазменным методом. Такие комбинации покрытий, но используемых в качестве технологических, формировались в обратной последовательности: сначала наносился керамический слой, а потом металлический слой указанных составов [5]. Иными словами, создавалось покрытие «ТЗП наоборот» в локальных местах поверхности лопатки с целью защиты их от алитирования и более легкого последующего удаления этого покрытия за счет высокой пористости, хрупкости и низкой адгезии керамического подслоя по отношению к подложке. Указанные комбинации покрытий и способы их нанесения хотя и могут выполнять свои функции по защите замков лопаток от алитирования лучше, чем просто смеси порошков оксидов металлов со связующими в металлических устройствах [2, 3] или без металлических устройств [1], однако подобные технологические покрытия относятся к классу конденсированных покрытий, сформированных из частиц металлов или оксидов, размер которых на 5-6 порядков превышает параметр кристаллической решетки нитрида титана TiN.
Кроме того, неизбежна высокая микропористость самих металлических покрытий MeCrAlY (не говоря уже о керамическом подслое ZrO2·Y2O3), особенно при их толщине менее 20 мкм ([5], начало стр.3), которая вряд ли исчезает полностью даже с увеличением толщины покрытия (более 50 мкм); она лишь становится меньшей исходя из природы таких покрытий и способов их нанесения.
Вызывает сомнение и фотография предложенного покрытия, показанного на рис.1 [5], без подписи и разъяснения «до» или «после» алитирования это покрытие нанесено, т.е. не показано, какова защитная способность от алитирования такого покрытия.
Наконец, самые серьезные сомнения вызывают результаты «по пределу выносливости лопаток (по замку)», где не указана температура их испытания. В этом случае принято считать температуру испытания равной 20°C, т.е проводились «холодные» испытания на выносливость лопаток. (Судя по долговечности испытаний N=107 циклов, а не N=106 циклов - это так и есть). В то же время известно, что рабочая температура замка лопаток турбин современных ГТД соответствует ~650°C и более, что существенно может изменить представленные в патенте [5] результаты по пределу выносливости лопаток в сторону его резкого (более чем на порядок) снижения.
Таким образом, указанное дорогое комбинированное покрытие, предложенное в качестве технологического [5], с сомнительными свойствами, нанесенное по сложной технологии с весьма высокой трудоемкостью, которое после отработки на процессе алитирования должно быть удалено, дабы дать возможность выполнить процесс упрочнения елки замка лопаток серийными методами (как правило, методом ППД), не может быть признано практически целесообразным, а тем более не может конкурировать с предложенным нами способом локальной защиты поверхности изделий от химико-термической обработки путем нанесения простого покрытия нитрида титана TiN, толщиной 2-10 мкм, не требующего, к тому же, удаления, а наоборот, являющегося одновременно и рабочим покрытием, существенно повышающим предел выносливости замка лопатки турбины при повышенных (рабочих) температурах, и не требующего какого-либо дополнительного упрочнения (например, методом ППД).
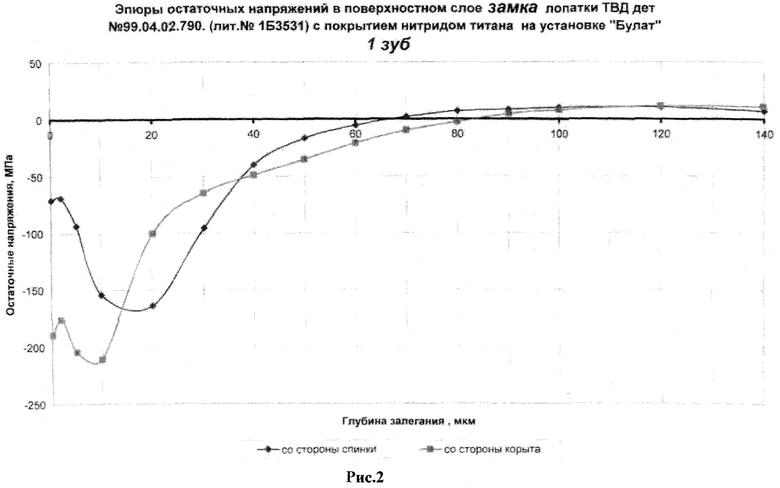
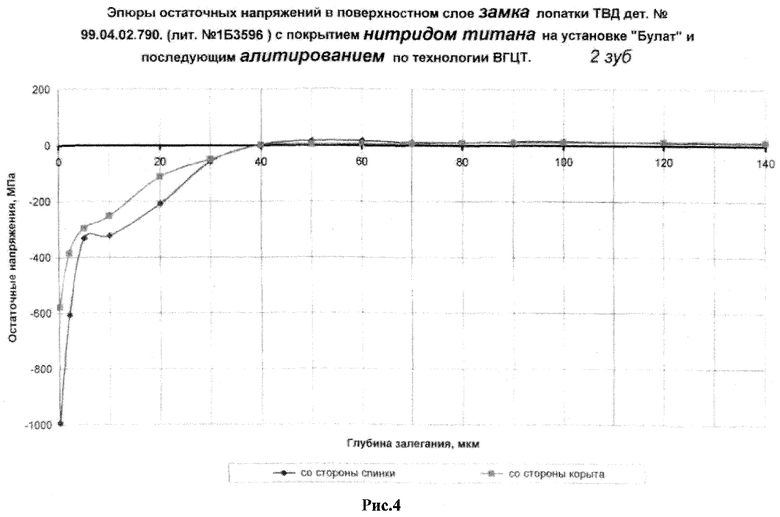
Покрытие TiN, сформированное ионно-плазменным методом путем химического взаимодействия на подложке плазменных потоков ионов титана и азота, существенно отличается от покрытия MeCrAlY высокой сплошностью, плотностью, прочностью и высокой адгезией к подложке, что способствует формированию в поверхностных слоях основного материала высоких сжимающих напряжений (рис.2-4), ответственных за высокий уровень предела выносливости замка лопатки.
Исследования сопротивления усталости (выносливости) замковых соединений рабочих лопаток турбин с нанесенным покрытием TiN, подвергнутых циркуляционному алитированию по технологии ВГЦТ, выполненные на специальных образцах, показали в ряде случаев самые высокие значения переменных разрушающих напряжений, достигающих σраз=200 МПа при температуре испытания 650°C и долговечности N=0,882·106 циклов.
При этом защитная способность покрытия TiN, использованного в качестве технологического при выполнении операции газового циркуляционного алитирования, сохраняется на 100% даже при нанесении очень тонких покрытий (2-10 мкм), что подтверждает рис.1а, б, в, г, откуда видно, что под покрытием TiN алитированный слой отсутствует, в то время как на поверхности ножки замка той же лопатки (лит. № IE4875), где покрытие TiN не наносилось, ясно виден сформированный алитированный слой - см. рис.1д.
Пример нанесения покрытия TiN на замок лопатки
Лопатки турбины, изготовленные из никелевых сплавов, например ЖС6УВИ, ЖС26ВИ, ЖС32ВИ и др., после отливки, пайки, электроэрозионной обработки, термообработки и финишных операций механической обработки, с окончательно изготовленным профилем пера и замка (елка замка окончательно изготовлена, но без упрочнения методами ППД, напр. дробеструйным наклепом), размещаются в специальной сборно-разборной оснастке (устройстве) в таком положении, чтобы замок лопатки был открыт для доступа ионно-плазменных потоков титана и азота, а остальная поверхность лопатки, находящаяся внутри такой оснастки, была бы защищена от этих потоков системой экранов. Каждая лопатка данной садки, собранная таким образом в своей отдельной оснастке, размещается в рабочей камере промышленной ионно-плазменной установки типа «Булат» для нанесения покрытия TiN на профиль елки замка лопатки.
После окончания процесса нанесения покрытия TiN на елку замка толщиной 2…10 мкм по разработанной технологии лопатки, находящиеся в своих оснастках, выгружаются из установки, вынимаются из оснастки, подвергаются 100%-ному контролю толщины покрытия TiN неразрушающим (инструментальным) методом, разработанным авторами, и являются готовыми для проведения последующей химико-термической обработки (напр., для алитирования по вакуумно-газовой циркуляционной технологии ВГЦТ).
После проведения циркуляционного алитирования лопаток при температурах (950…1050)°C в течение 2…5 часов, последующего вакуумного отжига при температуре 1000°C в течение 3…5 часов (т.е. общее время выдержки при диффузионном насыщении алюминием покрытия TiN на лопатках составит 5…10 часов при температурах (950…1050)°C), контроля качества диффузионного покрытия лопатки являются изготовленными.
Техническим результатом изобретения является отсутствие алитированного слоя под покрытием TiN на елке замка (рис.1), а также использование технологического покрытия TiN и в качестве рабочего покрытия.
Исследования показали, что формирование покрытия TiN на замке лопатки после глубинного шлифования елки замка приводит к образованию на поверхности сжимающих остаточных напряжений, максимальные значения которых достигают в поверхностных слоях σост=150…200 МПа (рис.2, 3).
При последующем циркуляционном алитировании таких лопаток кругом, например, по технологии ВГЦТ происходит диффузионное насыщение поверхности этих лопаток алюминием, в результате чего на открытых поверхностях деталей (на пере, ножке замка и др.) формируется типичное алюминидное покрытие с характерной структурой (рис.1д), а на елке замка, где присутствует технологическое покрытие TiN, под которым хотя и отсутствует алитированный слой (рис.1а-г), но, очевидно, имеет место диффузионное насыщение алюминием и самого химического соединения TiN, т.е. его легирование, о чем свидетельствует существенное снижение твердости покрытия TiN. Так, если исходное значение твердости этого покрытия после его нанесения на замок лопатки составляло HV=1779-1922 кгс/мм2 (17434-18835 МПа), что соответствует и литературным данным [4], то после циркуляционного алитирования лопатки по технологии ВГЦТ наблюдается значительное снижение твердости покрытия TiN до значений HV=1120-1300 кгс/мм2 (10976-12740 МПа), а в результате последующей термовакуумной обработки (1000°C - 4 ч), предусмотренной технологией ВГЦТ, твердость этого покрытия снижается еще больше и составляет HV=1026-1175 кгс/мм2 (10054-11515 МПа), т.е. примерно в 1,9 раза ниже по сравнению с исходным состоянием. При этом в поверхностных слоях елки замка лопатки с нанесенным покрытием TiN наблюдается дальнейшее возрастание величины сжимающих остаточных напряжений до значений σост=600-1000 МПа, которые на глубине 40 мкм уравновешиваются незначительными растягивающими напряжениями (рис.4).
Полученные результаты позволяют считать, что работоспособность замков лопаток с нанесенным ионно-плазменным покрытием TiN и последующим диффузионным алитированием по технологии ВГЦТ будет существенно повышена по сравнению с традиционными методами упрочнения замков лопаток (ППД), например дробеструйным наклепом.
В этой связи покрытие TiN, наносимое по разработанной технологии для защиты елки замка лопаток турбины от рабочих диффузионных покрытий, например от алитирования, может служить не только технологическим покрытием, но и рабочим покрытием для упрочнения замка лопатки, как обладающим и высоким сопротивлением знакопеременным нагрузкам.
Покрытие TiN является весьма инертным материалом и практически не взаимодействует с агрессивными средами (кислотами, щелочами, расплавленными металлами), поэтому не требует удаления химическим или иным способом при ремонте лопаток.
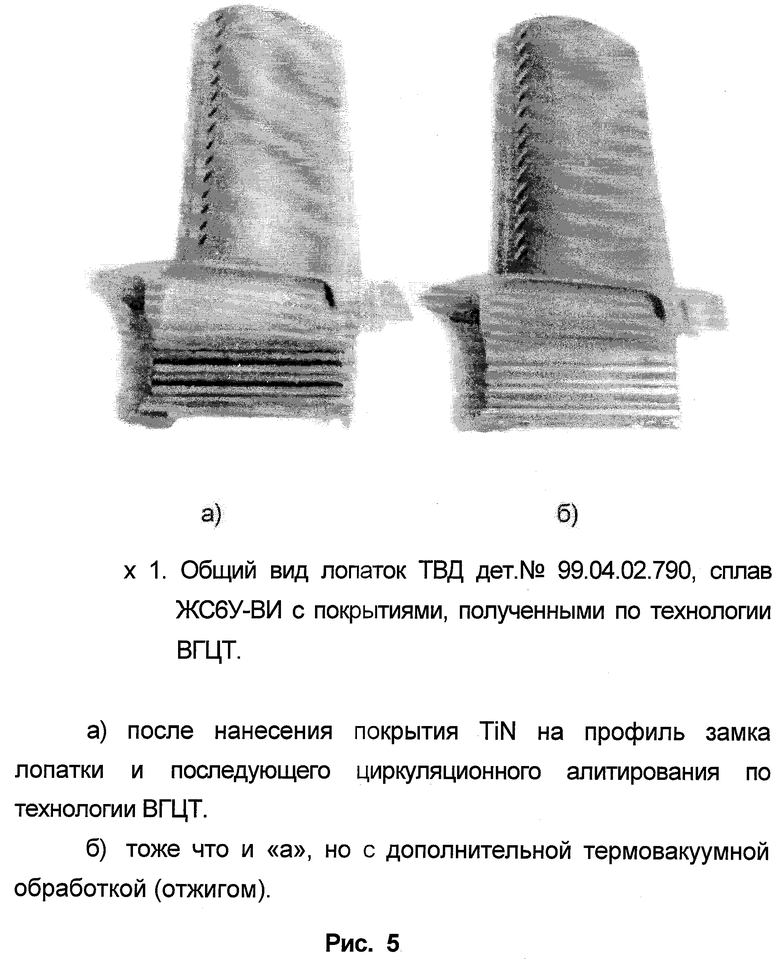
Общий вид лопаток ТВД с покрытиями на замке и пере по предложенному способу представлен на рис.5.
Заявленное изобретение позволит достигнуть следующих преимуществ.
1. Возможность формирования жаростойких диффузионных покрытий (алитирование, хромирование и др.) на пере и полке замка охлаждаемых рабочих лопаток турбин после их окончательной мехобработки, что позволит сохранить качество нанесенных покрытий, повысить их надежность.
2. Повысить работоспособность замка лопаток за счет упрочняющего эффекта покрытия TiN путем повышения поверхностной твердости зубьев елки замка и в результате формирования в поверхностных слоях зубьев сжимающих напряжений, стабилизации уровня этих напряжений в течение всего ресурса работы лопаток. Высокая работоспособность замков лопаток, упрочненных покрытием TiN (легированным алюминием), показана исследованиями усталостных испытаний специальных двухзамковых образцов.
3. Покрытие TiN на елке замка лопаток выполняет одновременно функции и технологического, и рабочего покрытий.
4. Рациональное построение технологического маршрута изготовления лопаток и снижение трудоемкости этого процесса за счет ликвидации операций упрочнения елки замка дробеструйным наклепом, местного шликерного алитирования и ряда вспомогательных операций.
5. Упрощение и удешевление ремонтной технологии лопаток за счет высокой химической стойкости покрытия TiN в кислотах и щелочах, высокой температуроустойчивости материала TiN (не диссоциирует вплоть до температуры плавления 3205°C).
Источники информации
1. Патент США №4617202, МКИ4 C23C 11/00, опубл. 1986 г.
2. Патент Велкобритании №2210387, МКИ4 C23C 10/08, опубл. 07.06.1989 г.
3. Патент RU №2232205 C2 С23С10/04, опубл. 10.07.2004 г. - аналог.
4. Г.В.Самсонов. Тугоплавкие соединения. Справочник по свойствам и применению. Металлургиздат, Москва, 1963 г.
5. Патент RU №2228969, С2 С23С10/04, опубл. 20.05.2004 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА РАБОЧЕЙ ОХЛАЖДАЕМОЙ ЛОПАТКЕ ГАЗОВОЙ ТУРБИНЫ ИЗ НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2486277C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ЛОПАТКИ КОМПРЕССОРА ГТД | 2009 |
|
RU2430992C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ ИЗ БЕЗУГЛЕРОДИСТОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2014 |
|
RU2549784C1 |
| СПОСОБ ЛОКАЛЬНОЙ ЗАЩИТЫ ИЗДЕЛИЯ ОТ ГАЗОВОГО АЛИТИРОВАНИЯ | 2002 |
|
RU2228969C2 |
| Состав обмазки для локальной защиты при алитировании изделий | 1988 |
|
SU1574677A1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ БЕЗУГЛЕРОДИСТОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2013 |
|
RU2561563C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2462535C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБИН ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2435872C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ПОКРЫТИЯ | 2003 |
|
RU2244041C1 |
Изобретение относится к химико-термической обработке изделий из стали и сплавов и может быть использовано в авиационной и космической технике, энергомашиностроении, электронике и в других отраслях промышленности. Наносят технологическое покрытие на часть поверхности каждого изделия и проводят последующую химико-термическую обработку. Покрытие из нитрида титана TiN наносят ионно-плазменным методом. Для этого каждое изделие размещают в сборно-разборном устройстве, обеспечивающем доступ ионно-плазменных потоков титана и азота к той части поверхности изделия, на которой формируется покрытие из нитрида титана TiN для защиты поверхности при последующей химико-термической обработке. Обеспечивается надежная защита тех поверхностей деталей и узлов, на которых не допускается присутствие диффузионных покрытий, формируемых на рабочих поверхностях этих изделий в процессе их химико-термической обработки. 5 з.п. ф-лы, 5 ил., 1 пр.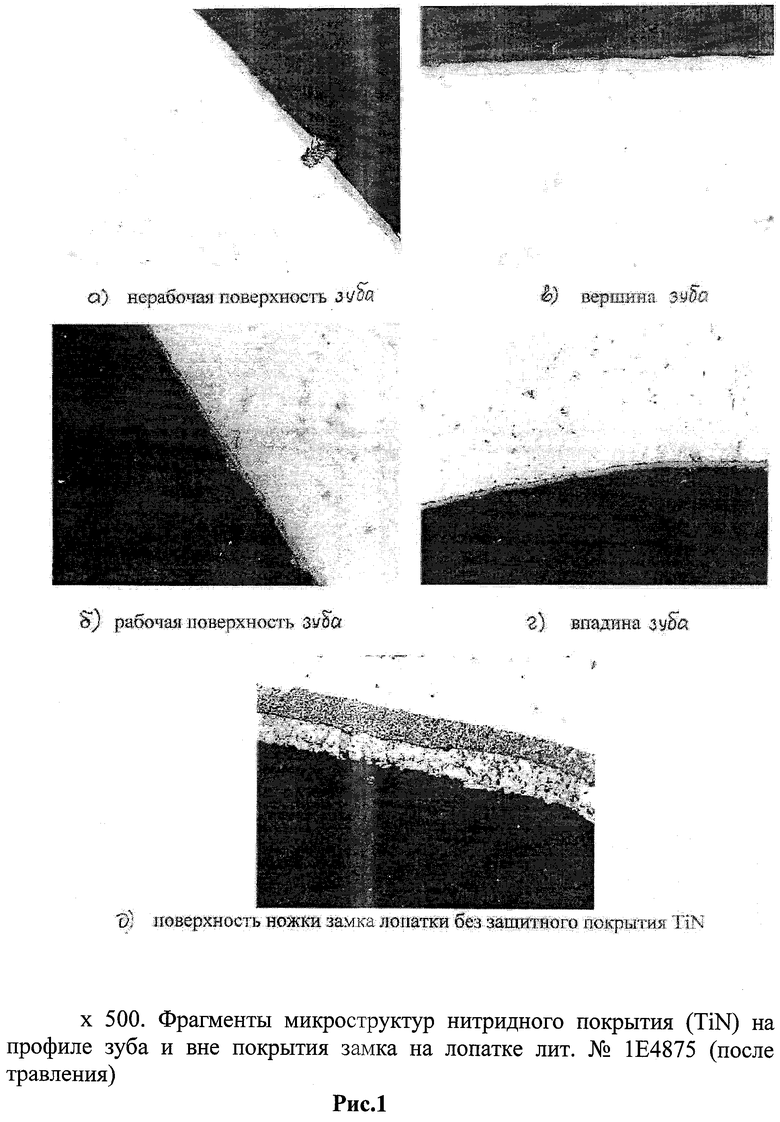
1. Способ обработки изделий из жаропрочных сплавов, включающий нанесение технологического покрытия на часть поверхности каждого изделия и проведение последующей химико-термической обработки, отличающийся тем, что покрытие из нитрида титана TiN наносят ионно-плазменным методом, для чего каждое изделие размещают в сборно-разборном устройстве, обеспечивающем доступ ионно-плазменных потоков титана и азота к той части поверхности изделия, на которой формируется покрытие из нитрида титана TiN для защиты этой поверхности при последующей химико-термической обработке.
2. Способ по п.1, отличающийся тем, что толщина покрытия TiN составляет от 2 до 10 мкм.
3. Способ по п.1 или 2, отличающийся тем, что химико-термическую обработку проводят путем газового алитирования не только наружной, но и внутренней поверхностей пера лопатки.
4. Способ по п.3, отличающийся тем, что в процессе алитирования нитрид титана TiN сам подвергается диффузионному насыщению алюминием, защищая при этом основной материал от алитирования.
5. Способ по п.4, отличающийся тем, что диффузионное насыщение нитрида титана TiN происходит при температуре 950-1050°C с выдержкой в течение 5-10 ч.
6. Способ по п.1, отличающийся тем, что технологическое покрытие TiN не удаляется, а является одновременно и рабочим покрытием, значительно повышающим усталостную прочность изделия при рабочих температурах.
| СПОСОБ ЛОКАЛЬНОЙ ЗАЩИТЫ ИЗДЕЛИЯ ОТ ГАЗОВОГО АЛИТИРОВАНИЯ | 2002 |
|
RU2228969C2 |
| RU 2224633 C1, 27.02.2004 | |||
| US 2004081767 A1, 29.04.2004 | |||
| US 4617202 A, 14.10.1986. | |||

