1
Изобретение относится к устройствам для автоматического учета штушой продукции и может быть использовано для учета дпинй втулочно-роликовой цепи на выходе автомата развальцовки.
Известно устройство 1 учета штучной продукции, содержащее трансформатор тока, выпрямитель, ключ, пересчетный блок и счетчик. Недостатком его является невысокая точность работы.
Наиболее близким к предлагаемому техническому решению является устройство 2 для учета длины втулочно-роликовой цепи, содержащее датчики тока и отрезков цепи, подключённые через соответствующие ячейки блоков памяти к одному из входов счетчика, и блок опроса, соединенный с .первой из последовательно соединенных ячеек блока памяти. Недостатком его. является низкая точность работь.
Предложенное устройство лишено этого недстатка.
Это достигается тем, что в устройство введены датчики контроля, блок контроля, блок
ввода данных, блок сравнения и блок коррек-J ции, датчики контроля подключены ко входам соответствующих ячеек блока памяти, выходы которых соединены со входами блока контроля, выход которого Подключен к одному из входов блока сравнения, другой вход которого соединен с блокомввода данных, а третий вход - с выходом соответствующей ячейки блока памяти и с другим входом счетчика, вь(ход которого подключен к блоку коррекции, который соединен с выходом блока сравнения..
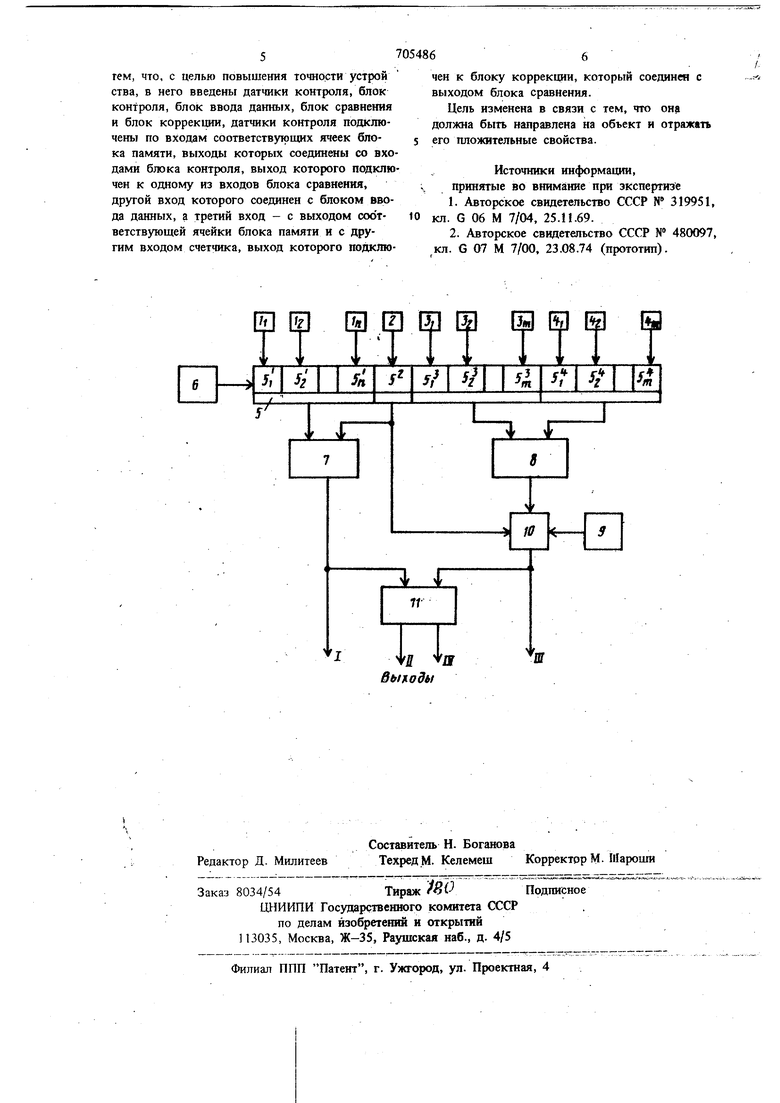
На чертеже приведена блок-схема устройства.
Устройство содержит датчики l(li...ln) тока приводных двигателей формообразующих (вальцующих) механизмов, датчик 2 отрезков цепи, датчики 3 (3i....3m), 4(4i...4m) контроля спецпластин, блок 5 памяти, состояш ий из соответствующих ячеек 5i, 5 .... 5п; 5....5 т; 5i..5m. Количество датчиков 1 соответствует количеству приводных двигателей вальцующих механизмов. Число датчиков 3 и 4 соответствует числу блоков (пластин) цепи,. на которое ее передвигает шаговый механизм автомата развальцовки. Кроме того, устройство содержит блок 6 о роса, счетчик 7 импульсов, блок 8 контроля черелования и счета спецпластин, блок 9 ввода данных, блок 10 сравнения и блок 11 кор рекции длины и контроля технологического цикла. Устройство работает следующим образом. В блок 9 вводятся характеристики всей номеклатуры выпускаемых цепей, которые содержат по каждому типу порядок чередования специальных и нормальных пластин, их общее количество в законченном отрезке, тип спецпластин.. После включения в работу автомата развал цовки втулочнороликовая цепь автоматически подается под вальцующие механизмы последовательно по m звеньев и производится раскатка концов валиков, соединяющих между собой звенья цепи. При этом в момент раскаткИ происходят рабочие броски тока в соответствующих приводных двигателях, фиксируемые датчиками 1. Эти сигналы записывают ся в ячейки 5|..5п блока 5 памяти. Одновременно производится контроль за наличием спец пластин определенного типа и их расположение на заранее фиксированных рабочих позици ях автомата развальцовки с помощью датчиков 3i...3m; 4i..;4m. В зависимости от типа спецпластин срабатывают либо датчики 3, либо 4, с которых сигналы поступают на соответствующие ячейки 5 или 5 блока 5 памяти.. С помощью блока 6 опроса все сигналы преобразуются из параллельного кода в после довательный и поступают соответственно в сче чик 7 импульсов и блок 8. Коэффициент пересчета счетчика 7 импульсов выбран с учетом шага цепи (например, для щага 38 мм число развааьцова1шь1х валиков на 10 м цепи равно 263 и коэффициент пересчета выбран равным 263). Следовательно на выходе счетчика 7 сигнал соответствует вы пуску 10 м цепи. В момент окончания отрезка цепи через датчик 2 и соответствующую ячейку памяти 5 на вход счетчика 7 импульсов поступает сигнал, производящий коррекцию учетного сигнала на величину длины звена цепи, конец которой не имеет валика. Сигналы с датчиков 3 щвд 4 через соответствующие ячейки 5 или 5.поступают с помощью блока 6 опроса на вход блока 8, а с его выхода - на,один из информационных входов блока 10 сравнения, на другой информационный вход которого поступает сиг нал с блока 9. В cnyiae совпадения этих сиг64налов в блоке 10 сравнения формируется сигнал (код) типа цепи, выдаваемый на выход по команде от датчика учета количества отрезков цепи (т.е. в конце прохождения данного отрезка цепи через автомат развальцовки) . Сигналы с выходов счетчика 7 и блока 10 поступают на входы блока 11 коррекции длины и контроля технологического цикла, в котором производится сравнение количества действительно развальцованных валиков (по броскам тока) с необходимым их количеством (по характеристике цепи) для заданного типа цепи. В случае совпадения этих количеств выдается сигнал о правильности выполнения технологического цикла (процесса) на автомате развальцовки, в случае несовпадения соответствующий сигнал поступает в систему управления технологическим оборудованиемОд11овременно в блоке 11 производится коррекция учитываемой длины выпускаемой цепи с учетом ее последующего комплектования соединительными и переходными звеньями. Таким образом, устройство обеспечивает четыре вида выходных сигналов: а) выход 1 учет длины действительно развальцованной цепи (валовой выпуск продукции с автомата развальцовки); б) выход П-учет длины цепи, предназначенной для отгрузки Потребителю (валовой выпуск продукции цеха, предприятия); в)выход lil-y4et количества изделий по номенклатуре (выпуск продукции по номенклатуре); г)выход IV - автоматический сигнал контроля вьшолнения технологического цикла (качество продукции - наличие всех валиков в отрезке и факт их развальцовки). Устройство позволяет полностью автоматизировать получение учетных сигналов выпуска продукции как валового, так и по номенклатуре, а следовательно, повысить их достоверность и точность. Кроме того, появляется возможность объек гивиого контроля работы технологического оборудования по одному из параметров цепи -полному числу развальцованных валиков. Формула изобретения Устройство для учета длины втулочно-ролико ой цепи, содержащее датчики тока и йагшки трезков цепи, подключенные через соответтвующие ячейки блоков памяти к одному из ходов счетчика и блок опроса, соединенный первой из последовательно соединенных ячек блока памяти, отличающееся
тем, что, с целью повышения точности устрой ства, в него введены датчики контроля, блок контроля, блок ввода данных, блок сравнения и блок коррекции, датчики контроля подключены по входам соответствующих ячеек блока памяти, выходы которых соединены со входами блока контроля, выход которого подключен к одному из входов блока сравнения, другой вход которого соединен с блоком ввода данных, а третий вход - с выходом соответствующей ячейки блока памяти и с другим входом счетчика, выход которого подкЛючен к блоку коррекции, который coewiHCH с выходом блока сравнения.
Цель изменена в связи с тем, что он|1 должна быть направлена на объект и отражать его пложительные свойства.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N 319951, кл. G 06 М 7/04, 25.П.69.
2.Авторское свидетельство СССР № 480097, ,кл. G 07 М 7/00, 23.08.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для учета длины втулочнороликовой цепи | 1974 |
|
SU480097A1 |
| Устройство для контроля параметров отверстий | 1990 |
|
SU1767324A1 |
| Устройство для контроля работы технологического оборудования | 1982 |
|
SU1084846A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ НЕРОВНОСТЕЙ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА12 | 1973 |
|
SU384711A1 |
| Система контроля работы обору-дОВАНия | 1979 |
|
SU798925A1 |
| Устройство для контроля работы оборудования | 1980 |
|
SU905838A1 |
| Система контроля уровня расплава по окружности горна доменной печи | 1987 |
|
SU1447858A1 |
| Устройство для контроля выра-бОТКи и пОТРЕблЕНия эНЕРгии | 1978 |
|
SU808942A1 |
| УПРАВЛЯЮЩЕЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ШТАНГ | 1972 |
|
SU354763A1 |
| Запоминающее устройство | 1974 |
|
SU693435A1 |
выло дм
