(54) СПОСОБ СБОРКИ ШТЕПСЕЛЬНЫХ РАЗЪЕМОВ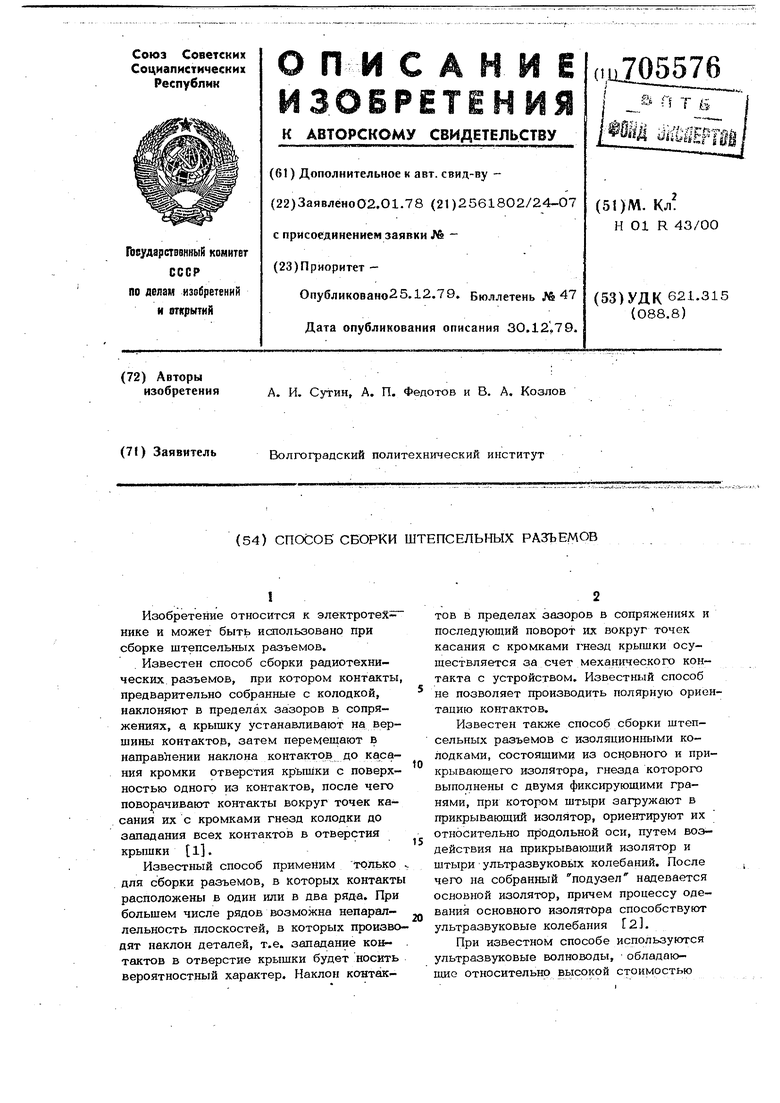
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки многоэлементных узлов | 1975 |
|
SU543065A1 |
| Устройство для установки выводных концов контактных элементов в отверстия колодки | 1977 |
|
SU739674A1 |
| Устройство для ориентации и загрузки контактов в гнезде колодки соединителя | 1978 |
|
SU748601A1 |
| ШТЕПСЕЛЬНЫЙ РАЗЪЕМ | 1991 |
|
RU2006117C1 |
| МНОГОКОНТАКТНЫЙ ШТЕПСЕЛЬНЫЙ РАЗЪЕМ | 1973 |
|
SU385367A1 |
| Электрический многоконтактный разъем | 1974 |
|
SU517090A1 |
| Штепсельный разъем | 1973 |
|
SU484593A1 |
| ГЕРМЕТИЧНАЯ КОЛОДКА ПРЕЦИЗИОННОГО ВЫСОКОВАКУУМНОГО ПРИБОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344508C1 |
| ШТЕПСЕЛЬНЫЙ СОЕДИНИТЕЛЬ | 2002 |
|
RU2242069C2 |
| Насосная станция | 1971 |
|
SU542021A1 |
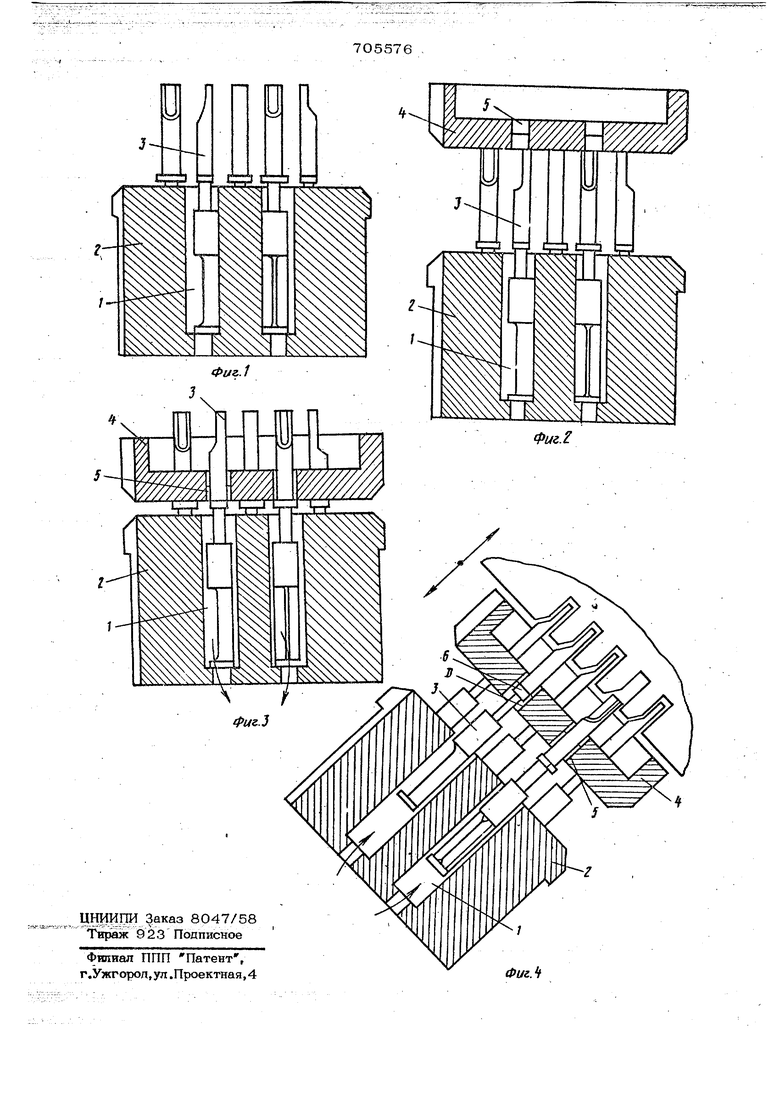
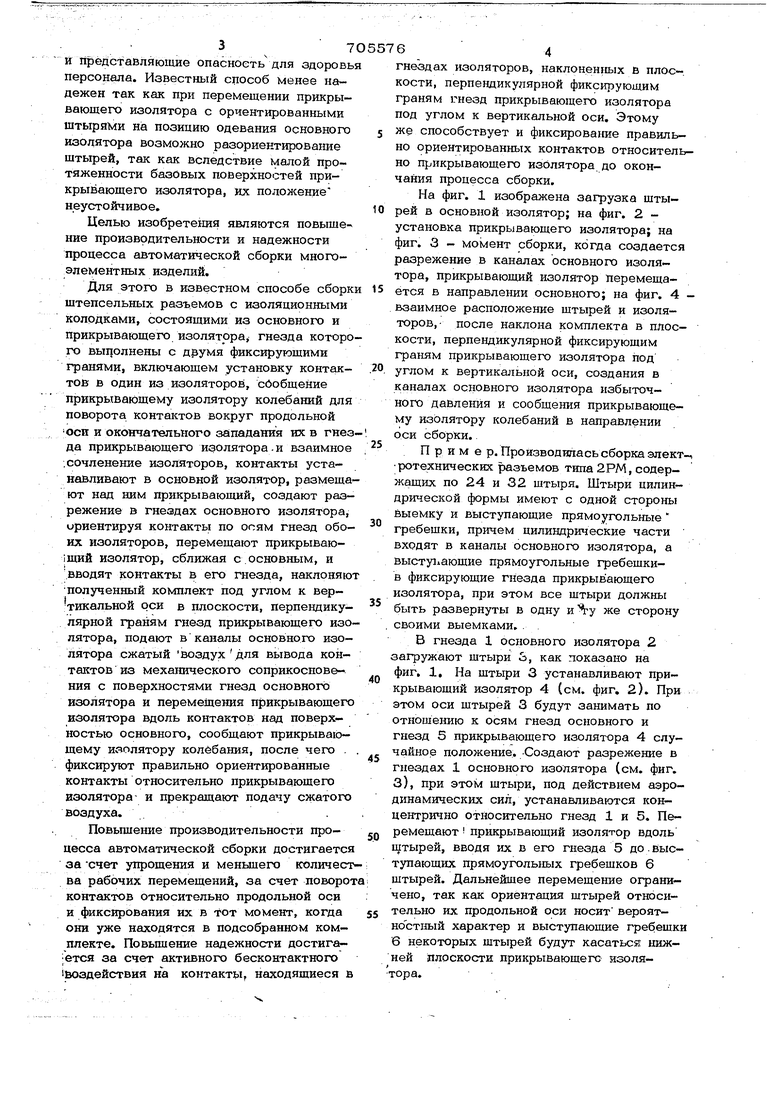
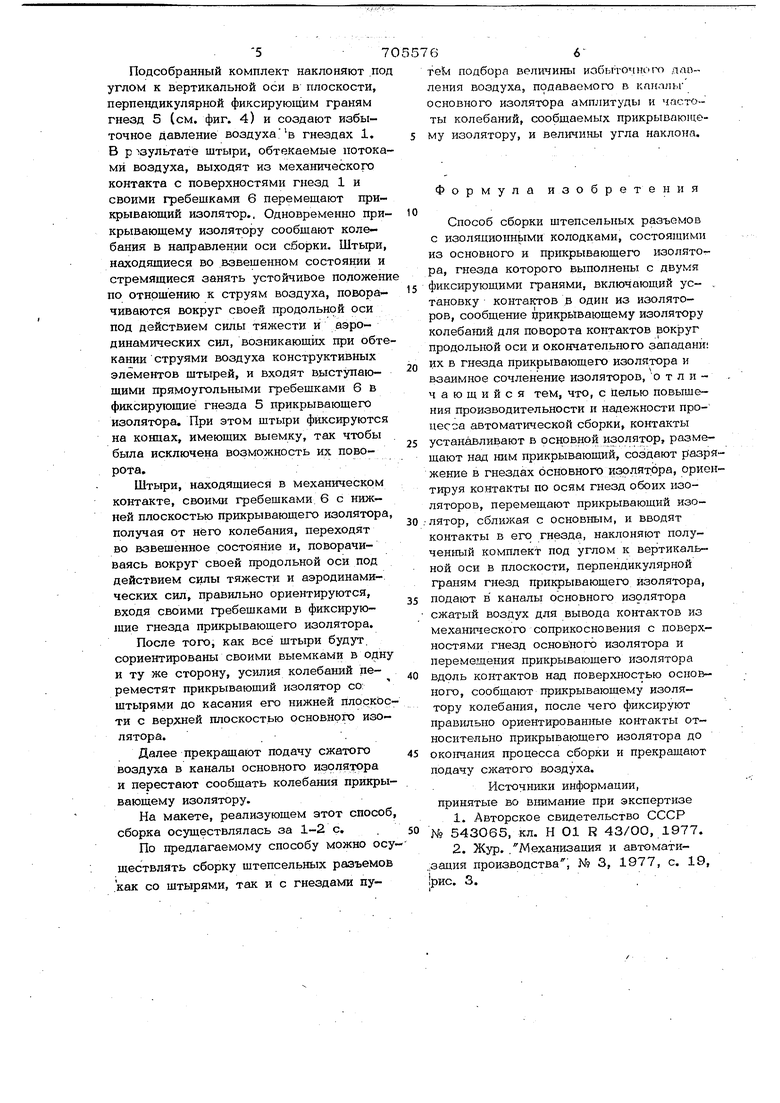
Изобретение относится к электротех нике и может быть использовано при сборке штепсельных разъемов. Известен способ сборки радиотехнических разъемов, при котором контакты предварительно собранные с колодкой, наклоняют в пределах зазоров в сопряжениях, а крышку устанавливают на вершины контактов, затем перемешают в направлении наклона контактов до касания кромки отверстия крышки с поверхностью одного из контактов, после чего поворачивают контакты вокруг точек касания их с кромками гнезд колодки до западания всех контактов в отверстия крышки 1. Известный способ применим т)лько для сборки разъемов, в которых контакты расположены в один или в два ряда. При большем числе рядов возможна непараллельность плоскостей, в которых произво дят наклон деталей, т.е. западание коитактов в отверстие крышки будет носить вероятностный характер. Наклон контактов в пределах зазоров в сопряжениях и последующий поворот их вокруг точек касания с кромками гнезд крышки осуществляется за счет механического контакта с устройством. Известный способ не позволяет производить полярную ориентацию контактов. Известен также способ сборки штепсельных разъемов с изоляционными колодками, состоящими из оснрвного и прикрывающего изолятора, гнезда которого выполнены с двумя фиксирующими гранями, при котором штыри загружают в прикрывающий изолятор, ориентируют их относительно продольной оси, путем воздействия на прикрывающий изолятор и штыри ультразвуковых колебаний. После чего на собранный подузел надевается основной изолятор, причем процессу одевания основного изолятора способствуют ультразвуковые колебания 2. При известном способе используются ультразвуковые волноводы, обладающие относительно высокой стоимостью И представляющие опасность для здоровь персонала. Известный способ менее надежен так как при перемещении прикрывающего изолятора с ориентированными штырями на позицию одевания основного изолятора возможно разориентирование штырей, так как вследствие малой протяженности базовых поверхностей прикрывающего изолятора, их положение неустойчивое, Целью изобрете шя являются повышение производительности и надежности процесса автоматической сборки многоэлементных изделий. Для этого в известном способе сборк штепсельных разъемов с изоляционными колодками, состоящими из основного и прикрывающего изолятора гнезда которо го выполнены с двумя фиксирующими гранями, включающем установку контактов в один из изоляторов, сбобшение прикрывающему изолятору колебаний для поворота контактов вокруг продольной ОСИ и окончательного западания их в гнез да прикрывающего изолятора.и взаимное , сочленение изоляторов, контакты устанавливают в основной изолятор, размеща ют над ним прикрывающий, создают разрежение в гнездах основного изолятора, ориентируя контакты по осям гнезд обоих изоляторов, перемещают прикрывающий изолятор, сближая с основным, и ,вводят контакты в его гнезда, наклоняю полученный комплект под углом к вертикальной оси в плоскости, перпендикулярной граням гнезд прикрывающего изо лятора, подают в каналы основного изолятора сжатый воздух для вывода контактов из механического соприкосновения с поверхностями гнезд основного изолятора и перемещения прикрывающего изолятора Вдоль контактов над поверхностью основного, сообщают прикрывакэ- тему Ичяолятору колебания, после чего фиксируют правильно ориентированные контакты относительно прикрывающего изолятора- и прекращают подачу сжатого воздуха. Повьпиение производительности процесса автоматической сборки достигается за счет упрощения и меньшего количест ва рабочих перемещений, за счет поворо контактов относительно продольной оси и фиксирования их в тот момент, когда они уже находятся в подсобранном комплекте. Повьпиение надежности достиг ется за счет активного бесконтактного воздействия на контакты, находящиеся в гнездах изоляторов, наклонен11ых в плос-, кости, перпендикулярной фиксирующим граням гнезд прикрывающего изолятора под углом к вертикальной оси. Этому же способствует и фиксирование правильно ориентированных контактов относительно прикрывающего изолятора до окончания процесса сборки. На фиг. 1 изображена загрузка штырей в основной изолятор; на фиг. 2 установка прикрывающего изолятора; на фиг. 3 - момент сборки, когда создается разрежение в каналах основного изолятора, прикрывающий изолятор перемещается в направлении основного; на фиг. 4 взаимное расположение штырей и изоляторов,- после наклона комплекта в плоскости, перпендикулярной фиксирующим граням прикрывающего изолятора под углом к вертикальной оси, создания в каналах основного изолятора избыточного давления и сообщения прикрывающему изолятору колебаний в направлении оси сборки. Пример. Производилась сборка элект-, ротехнических разъемов типа 2РМ, содержащих по 24 и 32 штыря. Штыри цилиндрической формы имеют с одной стороны Выемку и выступающие прямоугольные гребешки, причем цилиндрические части входят в каналы основного изолятора, а высту1«ающие прямоугольные гребешкив фиксирующие гнезда прикрывающего изолятора, при этом все штыри должны быть развернуты в одну и у же сторону своими выемками. . В гнезда 1 основного изолятора 2. загружают штыри о, как показано на фиг. 1, На штыри 3 устанавливают прикрывающий изолятор 4 (см. фиг, 2). При этом оси щтырей 3 будут занимать по отношению к осям гнезд основного и гнезд 5 прикрывающего изолятора 4 случайное положение. Создают разрежение в гнездах 1 основного изолятора (см. фиг. З), при этом штыри, под действием аэродинамических сил, устанавливаются концентрично относительно гнезд 1 и 5. Перемещают прикрывающий изолятор вдоль штырей, вводя их в его гнезда 5 до. выступающих прямоуголы&1х гребешков 6 щтырей. Дальнейшее перемещение ограничено, так как ориентация штырей относительно их продольной оси носит вероятност1а.1й характер и выступающие гребешки б некоторых штырей будут касаться нижней плоскости прикрываюшегс изоляора. Подсобранный комплект наклоняют .по углом к вертикальной оси в плоскости, перпендикулярной фикс фующим граням гнезд 5 (см, фиг. 4) и создают избыточное давление воздухав гнездах 1. В р ;зультата штыри, обтекаемые потока ми воздуха, выходят из механического контакта с поверхностями гнезд 1 и своими гребешками б перемещают прикрывающий изолятор., Одновременно при крывающему изолятору сообщают колебания в направлении оси сборки. Штыри находящиеся во взвешенном состоянии и стремящиеся занять устойчивое положен по отношению к струям воздуха, поворачиваются вокруг своей продольной оси под действием силы тяжести и аэродинамических сил, возникающих при обте кании струями воздуха конструктивных элементов щтырей, и входят выступающими прямоугольными гребешками 6 в фиксирующие гнезда 5 прикрывающего изолятора. При этом штыри фиксируются на концах, имеющих выемку, так чтобы была исключена возможность их поворота. Штыри, находящиеся в механическом контакте, своими гребешками 6 с нижней плоскостью прикрывающего изолятора получая от него колебания, переходят во взвешенное состояние и, поворачиваясь вокруг своей продольной оси под действием силы тяжести и аэродинамических сил, правильно ориентируются, входя своими гребешками в фиксирующие гнезда прикрывающего изолятора. После того, как всё штыри будут, сориентированы своими выемками в одну и ту же сторону, усилия колебаний переместят прикрывающий изолятор со: штырями до касания его нижней плоскос ти с верхней плоскостью основного изолятора. Далее прекращают подачу сжатого воздуха в каналы основного изолятора и перестают сообщать колебания прикры вающему изолятору. На макете, реализующем этот способ сборка осуществлялась за 1-2 с. По предлагаемому способу можно осу ществлять сборку штепсельных разъемов .как со штырями, так и с гнездами путе1л подбора величины избытом} с т .папления воздуха, подаваемого в каналы основного изолятора амплитуды и колебаний, сообщаемых прикрывающему изолятору, и величины угла наклона. Формула изобретения Способ сборки щтепсельиых разъемов с изоляционными колодками, состоящими из основного и прикрывающего изолятора, гнезда которого выполнены с двумя фиксирующими гранями, включающий ус- , тановку контактов один из изоляторов, сообщение црикрывающему изолятору колебаний для поворота контактов вокруг продольной оси и окончательного западани их в гнезда прикрывающего изолятора и взаимное сочленение изоляторов, отличающийся тем, что, с целью повышения производительности и надежности процесса автоматической сборки, контакты устанавливают в основной изолятор, размешают над ним прикрывающий, создают разряжение в гнездах основного изолятора, ориентируя контакты по осям гнезд обоих изоляторов, перемещают прикрывающий изолятор, сближая с основным, и вводят контакты в его гнезда, наклоняют полученный комплект под углом к вертикальной оси в плоскости, перпендикулярной граням гнезд прикрывающего изолятора, подают в каналы основного изолятора сжатый воздух для вывода контактов из Механш1еского соприкосновения с поверхностями гнезд основного изолятора и перемещения прикрывающего изолятора вдоль контактов над поверхностью основного, сообщают прикрывающему изолятору колебания, после чего фиксируют правильно ориентированные контакты относительно прикрывающего изолятора до окончания процесса сборки и прекращают подачу сжатого воздуха. Источники информации, принятые во вггамание при экспертизе 1.Авторское свидетельство СССР № 543065, кл. Н 01 R 43/00, 1977. 2.Жур. .Механизация и автоматиация производства, № 3, 1977, с. 19, ис. 3.
