(54) УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЫВОДНЫХ КОНЦОВ. КОНТАКТНЫХ ЭЛЕМЕНТОВ В ОТВЕРСТИЯ КОЛОДКИ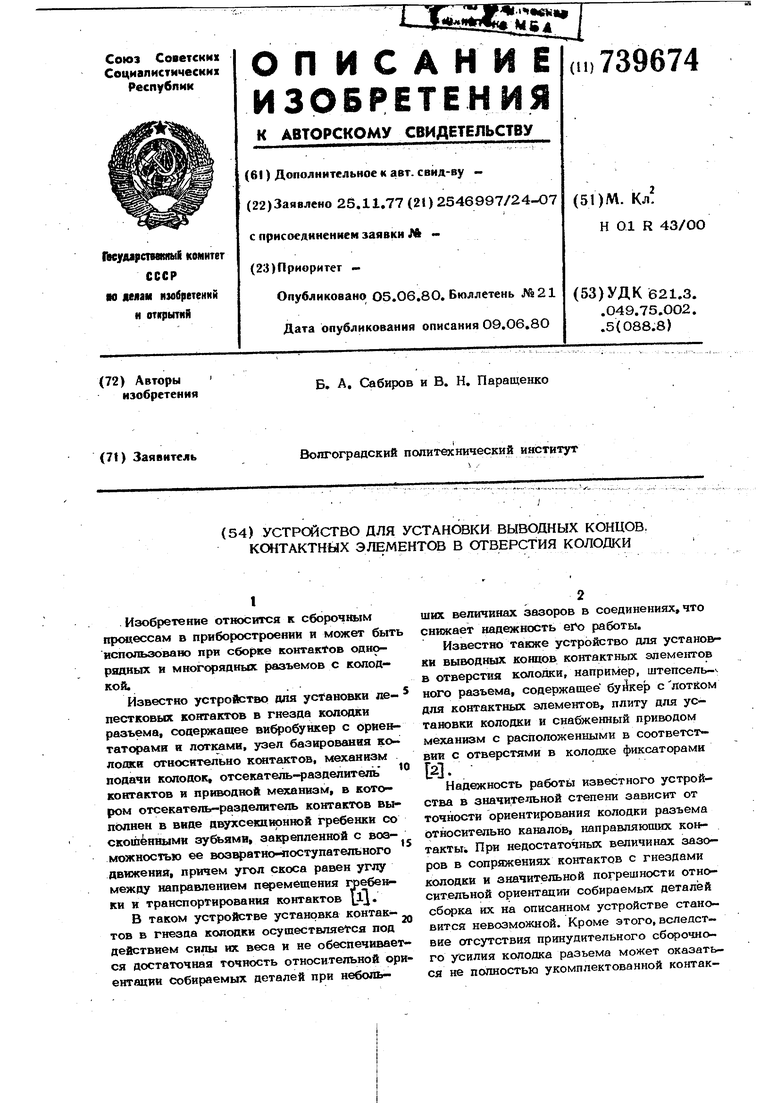
Изобретение относится к сбороч в 1М прсшвссам в приборостроении и может быт использовано при сборке контактов однорядных и многорядных разъемов с колодкой. Известно устройство Для установки лепестковых контактов в гнезда колсщки разъема, содержащее вкбробуикер с бриентаторами и лотками, узел базирования колонки относительно ксдатактов, механизм подачи колодок, отсекатель-разделитет контактов и приводной медсанизм, в котором отсекатель-разделитель контактов выполнен в виде двухсекционной гребенки со скошенными зубьями, закрепленной с возможностью ее возвратно-поступательного движения, причем угол скоса равен углу между направлением п емещения гоебенки и транспортирования контактов }. В таком устройстве установка контактов в гнезда колодки осуществляется под действием силы их веса и не обеспечивает ся достаточная точность относительной ори ентации собираемых деталей при небоЛЬших величинах зазоров в соединениях,что снижает надежность его работы. Известно также устройство для установ ки выводных концов контактных элементов в отверстия колодки, например, штепсель-. ного разъема, содержащее буйкер слотком для контактных элементов, плиту для установки колодки и снабженный приводом механизм с расположенными в соответст ВИИ с отверстями в колодке фиксаторами 12. Надежность работы известного устройства в значительной степени зависит от точности ориентирования колодки разъема относительно каналов, направляющих ко№такты При недостаточных величинах зазоров в сопряжениях контактов с гнездами колодки и значительной погрешности относительной ориентации собираемых деталей сборка их на описанном устройстве становится невозможной. Кроме этого, вследствие отсутствия принудительного сборочного усилия колодка разъема может оказаться не полностью укомплектованной контактеми, что также является причиной невысокой производительности известного устройства.
Цель 13обретения - повышение надежности сборки.
Это достигается тем, что устройство для установки выводных концов контактных элементов в отверстия колодки, например, штепсельного разъема, содержащее бункер с лотком для Контактных элементов, плиту для установки колодки и снабженный приводом механизм с расположенными в соответствии с отверстиями в колодке фиксаторами, снабжено приводом пбступательного перемещения плиты, упомянутый механизм содержит шарнирный параллелограмм с двумя параллельными направлению перемещения плиты двеньями, одно из которых связано с приводом, а второе подпружинено, а другие звенья шарнирного параллелограмма выполнены в виде стержней с Направленными в сторону консольНЫК1И участками, на которых размещены
/Ьиксаторы.
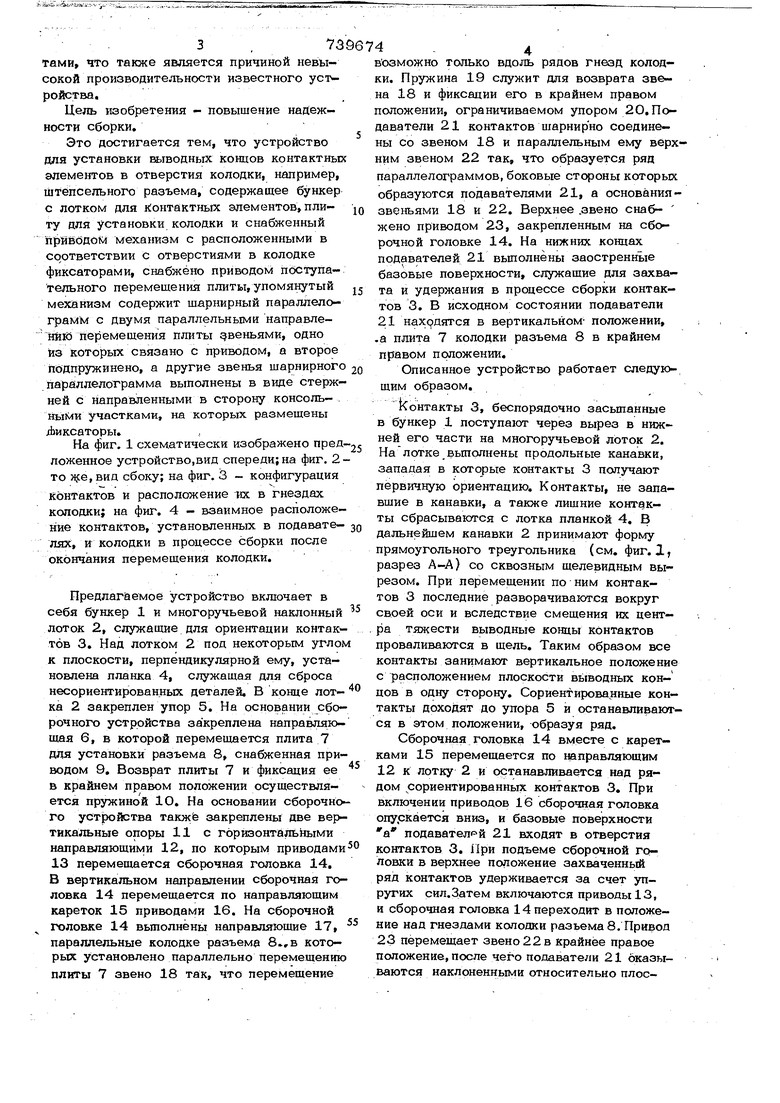
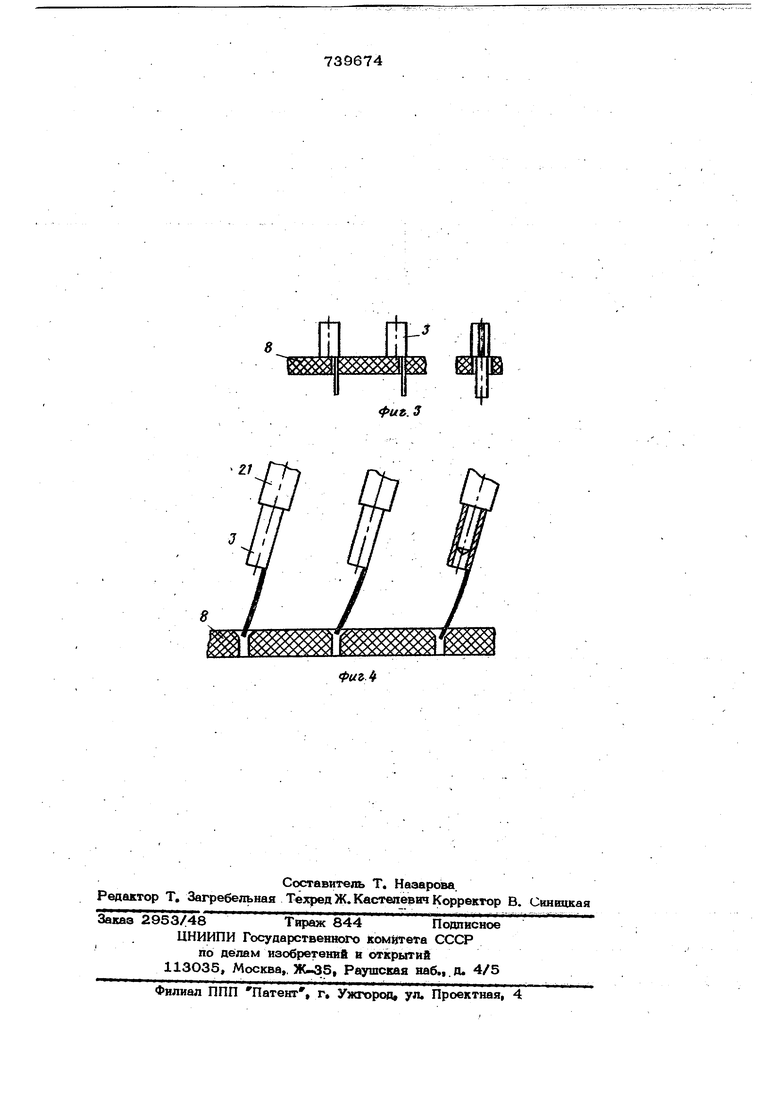
На фиг. 1 схематически изображено преа.ложенное устройство,вид спереди; на фиг. 2то е, вид сбоку; на фиг. 3 - конфигурация контактов и расположение их в гнездах колодки; на фиг. 4 - взаимное расположение контактов, установленных в подавате- лях, и колодки в процессе сборки после окончания перемещения колодки.
Предлагаемое устройство включает в себя бункер 1 и многоручьевой наклонный лоток 2, служащие для ориентации контактов 3. Над лотком 2 под некоторьш углом к плоскости, перпендикулярной ему, установлена планка 4, служащая для сброса несориентированных деталей. В конце лотка 2 закреплен упор 5. На основании сборочного устройства закреплена направляющая 6, в которой перемещается плита 7 для установки разъема 8, снабженная приводом 9. Возврат плиты 7 и фиксация ее в крайнем правом положении осуществляется пружиной 1О. На основании сборочного устройства также закреплены две вертикальные опоры 11 с горизонт альными направляющими 12, по которым приводами 13 перемещается сборочная головка 14. В вертикальном направлении сборочная головка 14 перемещается по направляющим кареток 15 приводами 16. На сборочной головке 14 вьтолнены направляющие 17, параллельные колодке разъеме 8, в которых установлено параллельно перемещению плиты 7 звено 18 так, что перемещение
возможно только вдоль рядов гнезд колодки. Пружина 19 служит для возврата звена 18 и фиксации его в крайнем правом положении, ограничиваемом упором 2О. Подаватели 21 контактов щарнирно соединены со звеном 18 и параллельным ему верним звеном 22 так, что образуется ряд параллелограммов, боковые стороны которьк образуются подавателями 21., а основаниязвеньями 18 и 22. Верхнее .звено снабжено приводом 23, закрепленным на сборочной головке 14. На нижних концах подавателей 21 выполнены заостренные базовые поверхности, служащие для захвата и удержания в процессе сборки контактов 3. В исходном состоянии подаватели 21 нахрдятся в вертикальном- положении, .а плита 7 колодки разъема 8 в крайнем правом псотожении.
Описанное устройство работает следующим образом.
Контакты 3, беспорядочно засьшанные в бункер 1 поступают через вырез в нижней его части на многоручьевой лоток 2. На лотке выполнены продольные канавки, западая в которые контакты 3 получают первичную ориентацию. Контакты, не запавшие в канавки, а также лишние контакты сбрасываются с лотка планкой 4. В дальнейшем канавки 2 принимают форму прямоугольного треугольника (см. фиг. 1, разрез А-А) со сквозным щелевидным вырезом. При перемещении по ним контактов 3 последние разворачиваются вокруг своей оси и вследствие смещения их центра тяжести выводные концы контактов проваливаются в щель. Таким образом все контакты занимают вертикальное положени с расположением плоскости выводных концов в одну сторону. Сориентированные контакты доходят до упора 5 и останавливаются в этом положении, -образуя ряд.
Сборочная головка 14 вместе с каретками 15 перемещается по направляющим 12 к лотку 2 и останавливается над рядом сориентированных контактов 3. При включении приводов 16 сборочная головка опуркается вниз, и базовые поверхности а подавателей 21 входят в отверстия контактов 3. При подъеме сборочной головки в верхнее положение захваченный ряд контактов удерживается за счет упругих сил.Затем включаются приводы 13, и сборочная головка 14 переходит в положение над гнездами колодки разъема 8. Привод 23 перемещает звено 22 в крайнее правое положение, после чего подаватели 21 оказываются наклоненными относительно плоскости колодки,а вывохшые концы контактов 3 - смещенными относительно соответствую щих гнезд на половину шага между ними. При этом все контакты имеют, одинаковые углы наклона, которые обеспечиваются параллельностью подавателей 21. Сборочная головка 14 перемещается вниз до касания ножек контактов 3 с плоскостью колодки разъема 8 и останавливается в поджатом с небольщим усилием состоянии. В этот момент включает-ся привод 9, который перемещает колодку, закрепленную на плите 7, влево. При этом движении гнезда колодки приближаются к контактам 3, скользящим по поверхности колодки, до западания их вывод ных концов в соответствующие гнезда. Вследствие погрешностей межосевых расстояний гнезд и шарнирных соединений подавателей 21, а также размеров самих сопрягаемьсх поверхностей западание контактов 3 будет происходить не одновремен но, а поочередно. Поэтому, контакты, запавщие в первую очередь, будут несколько деформироваться при дальнейшем переме- щении колодки разъема 8, за счет чего и компенсируются погрешности относительной ориентации деталей (см. фиг. 4).В конце хода плиты 7 все контакты западают в свои гнезда, и перемещение колодки прекращается. После этого включается привод 23, звено 22 перемещается влево. При этом происходит поворот подавателей 21 вокруг точек касания ножек контактов 3 с кромками гнезд колодки до вертикального положения. Точки касания контактов 3с гнездами постоянны благодаря пружине 19, поднимаюш;ей звено 18 вправо. Подаватели 21 одновременно поворачиваются и вокруг своих шарнирных соединений со звеньями 18 и 22, которые обеспечивают их постоянную параллельность. Вместе со звеном 22 перемещается и звено 18 по направляющим 17 сборочной головки 14, обеспечивая постоянную .связь узла ориентации контактов со сборочной головкой 14. Последняя при этом несколь ко перемещается вверх, давая возможность шарнирам подавателей,описать круговую траекторию. В конце хода звена 22 подаватели занимают вертикальное положение, после чего, при ходе сборочной головки 14 вниз, выводные концы контактов 3 вводятся в гнезда колодки разъема 8. На этом процесс сборки заканчивается. Поперечные звенья, снабженные приводом, позволяют наклонить контакты, закрепленные на подавателях, что ликвидирует влияние на процесс сборки погрешностей предварительной ориентации колодки относитега но контактов,, так как эта погрешность перекрывается первоначальным относительным смещением деталей и возникает бозйожность.базирования соединяемых деталей по сопрягаемым поверхностям. Погрешности изготовления деталей компенсируются за счет упругой деформации выводных концов контактов при поджатии их подпружиненным звеном. Шарнирные соединения подавателей параллельными направлению перемещения плиты звеньями позволяют обеспечить постепенное соскальзывание контактов в гнезда колодки при повороте контактов вокруг точек касания их с кромками гнезд колодки и осуществить полный ввод ножек в гнезда при вертикальном положении подавателей. Предложенное устройство позволяет повысить надежность и производительность автоматической сборки контактов с колодкой разъема. изобретен-и я о р м у л а Устройство для установки выводных концов контактных элементов в отверстия колодки, например штепсельного разъема , содержащее бункер с лотком для контактных элементов, плиту для установки колодки и снабженный приводом механизм с расположенными в соответствии с отверстиями в колодке фиксаторами, отличающееся тем, что, с целью повышения надежности сборки, оно снабжено приводом поступательного перемещения плиты, упомянутьш механизм содержит шарнирный параллелограмм с двумя параллельными направлению перемещения плиты звеньями, одно из которых связано с присо- дом, а второе подпружинено, а другие звенья шарнирного параллелограмма вьтолнены в виде стержней с направленными в торону консольнымн участками, на котоых размещены фиксаторы. Источники {нформациИ, принятые во внимание при экспертизе 1.Авторское свидетельство СССР .515197, кл. Н 01 R 43/ОО, 1974. 2.Авторское свидетельство СССР C 343333, кл. Н О1 R 43/00, 1972.
739674
Iff
1Ш51Ш®1Шй1йШ1й&5%1й§: 1
//// X X// /XX//XX ///ff f .
16
w
С
8
Фиь. 5
