(54) РАЗЪЕМ РЕЗИНОМЕТАЛЛИЧЕСКОГО ШЛАНГОКАБЕЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ РАЗЪЕМ ШЛАНГОКАБЕЛЯ | 1972 |
|
SU357642A1 |
| УСТРОЙСТВО для СОЕДИНЕНИЯ РЕЗИНОМЕТАЛЛИЧЕСКОГО | 1967 |
|
SU192264A1 |
| НАРУЖНАЯ ГРУЗОВАЯ ПОДВЕСКА | 1995 |
|
RU2091273C1 |
| СПОСОБ ЗАДЕЛКИ В НИЗКОЧАСТОТНЫЕ РАЗЪЕМЫ ЭЛЕКТРИЧЕСКИХ ЖГУТОВ И КАБЕЛЕЙ | 2024 |
|
RU2823769C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2191947C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2260734C1 |
| РАЗЪЕМНОЕ СОЕДИНЕНИЕ КОЛОННЫ НАПОРНЫХ ТРУБ В СКВАЖИНЕ ЖУРАВЛЕВА | 2004 |
|
RU2262582C1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2018 |
|
RU2679825C1 |
| ПАКЕР-ПОДВЕСКА ХВОСТОВИКА ЦЕМЕНТИРУЕМАЯ | 2021 |
|
RU2763156C1 |
| Соединительная муфта для маслонаполненныхСЕйСМОпРиЕМНыХ KOC | 1979 |
|
SU819881A1 |
1
Изобретение относится к области бурения скважин в горных породах, в частности к бурению неглубоких скважин на воду и скважин технического назначения с применением резинометаллического шлангокабеля (бурение на гибком шланге
Известно устройство для соединения резинометаллического шлангокабеля, характерной особенностью которого жляется выполнение бандажей со впадинами, в которые входят упорные выступы полумуфт l.
Недостаток конструкции заключается в том, что разъем имеет сложную конструкцию в части герметизации внутренней резиновой камеры с проволочной спиралью и, применяя для этой цели только фигурные Втулки без резиновых уплотнений, невозможно добиться надежной герметизации разъема. Не исключается также сложность технологии сборки разъема, связанная с восстановлением наружного резинового слоя шлангокабеля методом вулканизации. Кроме этого, создается определенная сложность по укладке большого количества грузонесущих канатов шлангокабеля в пазы штуцеров и полумуфт.
Известен разъем резинометаллического шлангокабеля содержащий хвостови.;и, бандажи, втулку с уплотнениями для герметизации места стыковки хвостовиков, узел передачи крутящего .момента и узлы за- делки 2.
Однако крепление грузонесущих слоев шлангокабеля в разъеме выполнено не достаточно надежно и может не обеспечить работоспособность разъема при высоких осевых растягивакяцих и вибрационных нагрузках.
Цель изобретения - повышение надежности работы разъема при высоких осевых растягивающих и вибрационных нагрузках.
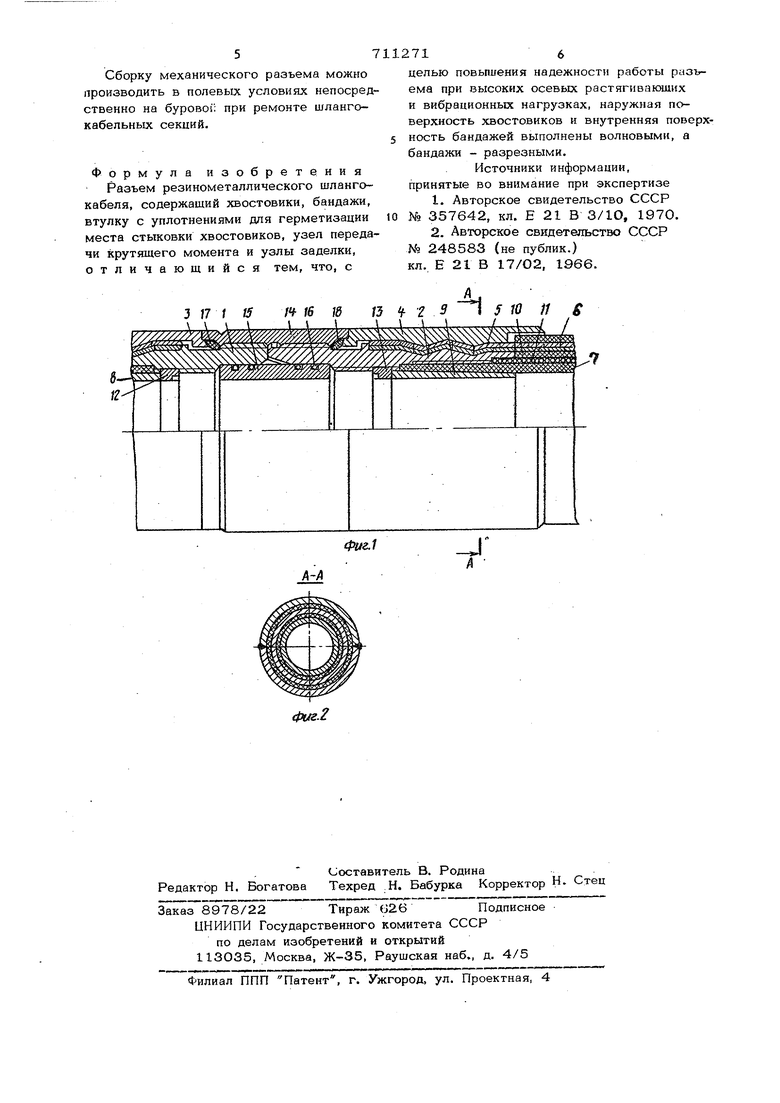
Указанная цель достигается тем, что наружная поверхность хвостовиков и внутренняя поверхность бандажей выполнены волновыми, а бандажи - разрезными. 371 На фиг. 1 изображен разъем резннометаллического шлангокабеля, разрез; на фиг. 2 - разрез по А-А на фиг. 1. Разъем содержит хвостовики I и 2 бандажами 3 и 4. Наружная поверхность каждого хвостовика и внутренняя поверхность каждого бандажа имеют волнновую поверхность, по которой пр1)исходит защемление грузонесущих канатов 5, Предварительно их освобождают от наружной резиновой оболочки 6 шлангокабеля на длину, обеспечивающую необходимый заход их между хвостовиками 1 и 2 и бандажами 3 и 4 на нужную глубину Бандажи выполнены разрезными. Соед некие частей бандалса производится после сборки разъема, например, сваркой. Герметизация внутренней резиновой камеры 7 шлангокабеля осуществляется с помощ сжатия стенок камеры между внутренней поверхностью хвостовика 1, 2 и наружно поверхностью конусных втулок 8 и 9. Для этого снимают часть промел уточ ной резиновой прокладки 10 и металлической спирали 11 шлангокабеля с таким расчетом, чтобы спираль четырьмя-пятью витками заходила в хвостовики 1, 2. Поверхности конусных втулок 8 и 9 перед сборкой смазьтают клеем на эпоксидной основе, поджимают.с помощью гаек 12 и 13, Сочленение двух хвостовиков осущест вляется муфтой 14 с левой и правой рез бами. Длд восприятия разъема крутящего момента от забойного двигателя хвостовики , стыкуются между собой с помощью нафрезерованных по торцовой части кулачков. Место стька хвостовиков 1 и 2 герметизируется с помощью цилиндричес кой втулки 15, на которой расположены уплотнительные резиновые кольца 16. Для предотвращения попадания промъшоч ной жидкости в резьбовую часть соедине ния служат резиновые уплотнительные кольца 17 и 18. Сборку разъема осуществляют в следующей последовательности. Все поверхности деталей разъема, входящей в соприкосновение с элементами шлангокабеля, подготавливают (очищают от грязи, обезжиривают и пр.) для склеивания, также подготавливают и элементы щлангокабеля. Затем наносят на подготовленные поверхности клей (клей на основе эпоксидных смол, имеющий напряжение сдвига после склеивания металлических поверхностей не менее 75 кгс/см и надеваю хвостовик I на грузонесушие канаты 5 4 спираль 11 шлангокабеля. После чего роизводят фиксацию хвостовика на шлаиокабеле с помощью приспособления (приспособление типа-съемника для распрессовки подшипниковых узлов), которое (с помош.ью хомута) крепится одним концом к телу шлангокабеля, а вторым концом (с помощью винта) поджимает хвостовик в нужном положении. Поверх хвостовика 1 укладывают в определенном порядке грузонесущие канать 5 (пропитанные клеем), положение их на хвостовике фиксируют проволочной стяжкой (происходит плотное поджатие канатов к поверхности хвостовика) и приспособление для фиксации хвостовика снимают. Строго диаметрично накладьтают обе половинки бандажа 3 и устанавливают приспособление (в-виде хомутов, состоящих из двух половинок и соединенных межцу собой болтами), с помощью которого поджимают бандаж до полного исчезновения зазоров между его половинами (допускается оставлять зазор не более 1,5 мм для обеспечения нормального процесса сварки). Внутрь хвостовика 1 вставляют разжимающую конусную втулку 9 и устанавливают ее в рабочее положение с гайки 12.. Навинчивают муфту 14 на хвостовик 1 и производят дополнительное поджатие собранного бандажа с хвостовиком 1 по их конусным поверхностям, между которыми защемляются грузонесущие канаты 5 шлангокабеля. Место стыков половинок бандажа 3 очищают от выступившего в зазор излишка клея и производят прихватку ручной электродуговой сваркой. Снимают с бандажа 3 приспособление и место стыков проваривают злектродуговой сваркой. Чтобы не происходило чрезмерного нагрева бандажа и выгорания клея, бандаж постоянно (в процессе сварки) охлаждают. Шов после сварки зачищают. Зти же технологические операции производят и для второй половины механического разъема. После произведенной сборки дается время (в течение суток) на полимеризацию клея при температуре 15-2О С. На этом сборку-считают законченной, секции шлангокабеля стыкаются между собой посредством муфты 14, имеющей правую и левую резьбу.
57
Сборку механического разъема можно производить в полевых условиях непосредственно на буровоГ; при ремонте шланго- кабельных секций.
Формула изобретения
Разъем резинометаллического шлангокабеля, содержащий хвостовики, бандажи, втулку с уплотнениями для герметизации места стыковки хвостовиков, узел передачи крутящего момента и узлы заделки, отличающийся тем, что, с 3 П 1 tS ff 16 Ю 1Ъ Ч- г 9 5 10 11 S
112716
целью повышения надежности работы разггема при высоких осевых растягивающих и вибрационных нагрузках, наружная поверхность хвостовиков и внутренняя поверх5 кость бандажей выполнены волновыми, а бандажи - разрезными.
Источники информации, принятые во внимание при экспертизе
кл. Е 21 в 17/О2, 1966.
н.
