1
Изобретение относится к строительству, конкретно к конструкциям металлических емкостей, выполняемых методом рулонирования.
Известна металлическая емкость, выполненная из полотнищ заводского изготовления, свернутых в габаритные рулоны и доставляемых в таком виде на монтажную площадку 1.
Недостатком известной конструкции является повыщенный расход металла из-за необходимости обеспечения устойчивости стенок при действии вертикальных и боковых нагрузок и создания устройства вертикальных ребер усиления.
Наиболее близким техническим решением является корпус металлической емкости, включающий стенку из рулонных заготовок с вертикальными ребрами усиления 2.
Однако такая конструкция имеет ограниченные размеры в связи с увеличением диаметра свернутого рулона (за счет высоты ребер), ограничиваемого габаритами, что связано с возможностью транспортирования. Недостаток устраняется путем присоединения к свернутому рулону в процессе
его разворачивания ребер усиления с помощью сварки или болтовых соединений, что усложняет монтаж и увеличивает его трудоемкость.
Цель изобретения - упрощение монтажа корпуса при повышении заводской готовности и транспортабельности.
Поставленная цель достигается тем, что в корпусе металлической емкости, включающем стенку из рулонных заготовок с вертикальными ребрами усиления, каждое ребро усиления выполнено составным из элемента С-образного профиля, стенка которого жестко прикреплена к стенке корпуса, и элемента Л.-образного профиля, отгибы которого заведены в пазы, образованные между
стенкой и отгибами С-образного профиля, кроме того, каждый С-образный профиль может быть закреплен в месте вертикального стыка рулонных заготовок, причем стык расположен у одного из отгибов С-образного профиля.
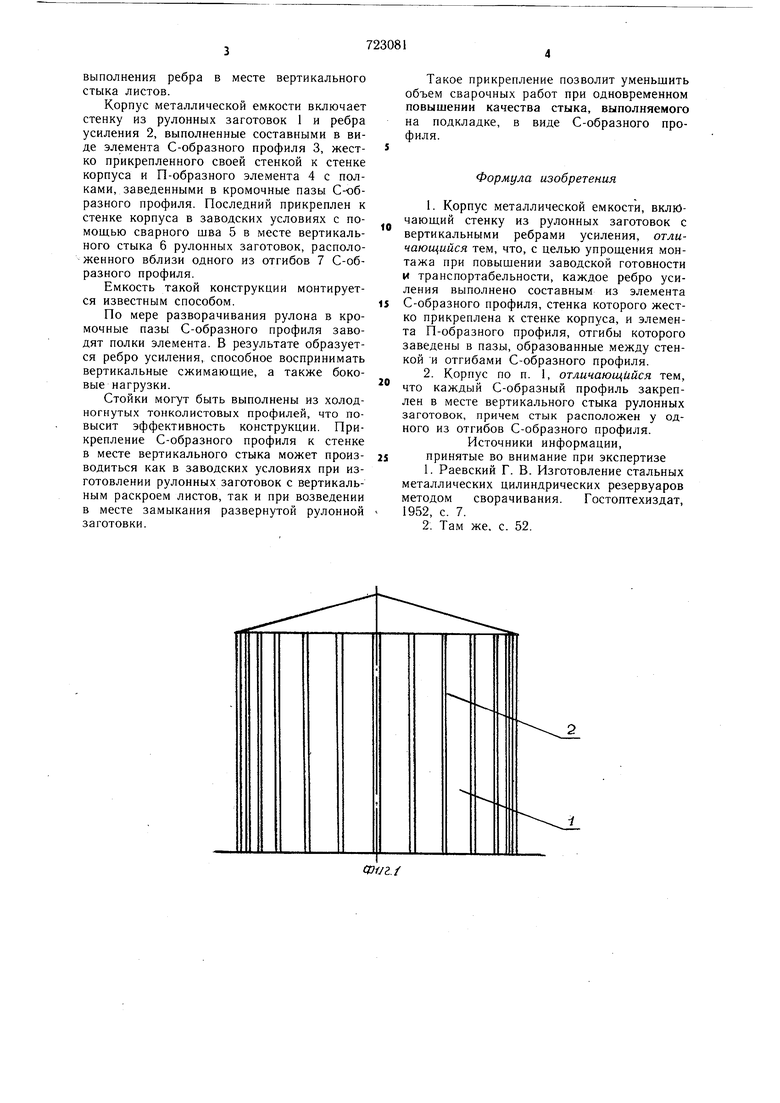
На фиг. 1 изображен корпус металлической емкости, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - вариант выполнения ребра усиления; на фиг. 4 - вариант
выполнения ребра в месте вертикального стыка листов.
Корпус металлической емкости включает стенку из рулонных заготовок 1 и ребра усиления 2, выполненные составными в виде элемента С-образного профиля 3, жестко прикрепленного своей стенкой к стенке корпуса и П-образного элемента 4 с полками, заведенными в кромочные пазы С-образного профиля. Последний прикреплен к стенке корпуса в заводских условиях с помощью сварного шва 5 в месте вертикального стыка 6 рулонных заготовок, расположенного вблизи одного из отгибов 7 С-образного профиля.
Емкость такой конструкции монтируется известным способом.
По мере разворачивания рулона в кромочные пазы С-образного профиля заводят полки элемента. В результате образуется ребро усиления, способное воспринимать вертикальные сжимающие, а также боковые нагрузки.
Стойки могут быть выполнены из холодногнутых тонколистовых профилей, что повысит эффективность конструкции. Прикрепление С-образного профиля к стенке в месте вертикального стыка может производиться как в заводских условиях при изготовлении рулонных заготовок с вертикальным раскроем листов, так и при возведении в месте замыкания развернутой рулонной заготовки.
Такое прикрепление позволит уменьщить объем сварочных работ при одновременном повыщении качества стыка, выполняемого на подкладке, в виде С-образного профиля.
Формула изобретения
1.Корпус металлической емкости, включающий стенку из рулонных заготовок с вертикальными ребрами усиления, отличаюи ийся тем, что, с целью упрощения монтажа при повышении заводской готовности и транспортабельности, каждое ребро усиления выполнено составным из элемента
С-образного профиля, стенка которого жестко прикреплена к стенке корпуса, и элемента П-образного профиля, отгибы которого заведены в пазы, образованные между стенкой И отгибами С-образного профиля.
2.Корпус по п. 1, отличающийся тем, что каждый С-образный профиль закреплен в месте вертикального стыка рулонных заготовок, причем стык расположен у одного из отгибов С-образного профиля.
Источники информации, принятые во внимание при экспертизе
1.Раевский Г. В. Изготовление стальных металлических цилиндрических резервуаров методом сворачивания. Гостоптехиздат, 1952, с. 7.
2.Там же, с. 52.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СФЕРИЧЕСКОЙ ОБОЛОЧКИ | 2005 |
|
RU2295415C1 |
| Способ сооружения емкостей из рулонированных материалов | 1980 |
|
SU962556A1 |
| СТАЛЬНОЙ РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ НЕФТИ И НЕФТЕПРОДУКТОВ | 1994 |
|
RU2069727C1 |
| КОЛОННА | 2006 |
|
RU2319816C2 |
| СБОРНО-РАЗБОРНАЯ КОНСТРУКЦИЯ СООРУЖЕНИЯ | 2024 |
|
RU2830491C1 |
| Способ изготовления вертикальных цилиндрических листовых конструкций | 1961 |
|
SU143540A1 |
| Способ монтажа корпуса резервуара из рулонированных полотнищ и шаблон для его монтажа | 1979 |
|
SU863823A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОБЛИЦОВОЧНЫХ ПАНЕЛЕЙ | 2005 |
|
RU2292430C1 |
| СИСТЕМА ЕДИНЫХ НАПРАВЛЯЮЩИХ СЕКЦИОННЫХ ПОДЪЕМНЫХ ВОРОТ И СЕКЦИОННЫЕ ПОДЪЕМНЫЕ ВОРОТА (ВАРИАНТЫ) ДЛЯ НИЗКОЙ ПРИТОЛОКИ С СИСТЕМОЙ ЕДИНЫХ НАПРАВЛЯЮЩИХ | 2011 |
|
RU2477360C1 |
| Сборный футерованный резервуар | 2021 |
|
RU2767082C1 |
5О«г.2
Фиг.З
V
