У роторов со вставными обмоткодержателями заклинивание последних производится, обычно, следующим образом: клин обрабатывается по длине и получает клинообразную металлическую подкладку; при таком устройстве заколачиванием клина производится натяжение вставных обмоткодержателей как в радиальном, так и в тангенциальном направлениях ротора, при чем опорой для металлической подкладки клина служит катушка ротора. Как бы тщательно последняя ни была изготовлена, она никогда не достигает такой компактности, при которой она не уменьшалась бы в об′еме при полном просыхании изоляции между отдельными секциями и, в особенности, после сильного дополнительного сжатия при вышеупомянутом заклинивании. В результате вначале плотно сидящие обмоткодержатели и клинья через некоторое время ослабевают в своих гнездах. Особая изоляция над и под катушкой еще более увеличивает этот недостаток. Кроме того, при сильном заколачивании клиньев часто повреждается изоляция катушек, служащих опорой клину, что может повлечь за собой контакт с корпусом машины или между витками обмотки. Предлагаемый способ имеет целью устранение этих недостатков. Для этого клиньям придается такая форма и такое расположение, при которых они вместе с внешними головками обмоткодержателей непосредственно производят натяжение по окружности ротора, не опираясь при этом на катушки.
На чертеже фиг. 1 и 2 изображают часть поперечного сечения ротора, при чем. показаны два способа расположения клиньев; фиг. 3 и 4 изображают виды сбоку тех же частей ротора.
Согласно фиг. 1, клинья 1 шестигранной формы, имеющие по длине параллельные верхние и нижние поверхности и клинообразные остальные четыре стороны, вколачиваются легкими ударами молотка. При этом, катушка 2 ротора может быть помощью прокладок 3 закреплена в своем гнезде. Обмоткодержатели 4, закрепленные обычным образом на валу ротора, вытягиваются наружу, так как при вколачивании клиньев 1 внешняя окружность ротора подвергается натяжению. Натяжение, таким образом, не увеличивает давления на катушки ротора. Это особенно важно в случае массового изготовления электрических машин, или же изготовления их сериями, так как при этом не требуется особенной точности в изготовлении отдельных частей ротора; кроме того, сокращаются до минимума прилаживание и пригонка каждого отдельного клина и обмоткодержателя. При этом, в тех местах, где вместо катушек помещаются железные вставки 5 (фиг. 2 и 3), например, на полюсах, там клинья 1 подвергаются натяжению посредством нажимных винтов 6. В этих же местах можно для более равномерного натяжения окружности ротора применить вставленные с обоих боков ротора призматические вставки 7 (фиг. 4), доходящие приблизительно до середины ротора.
Для сглаживания неточностей массового производства клиньев и обмоткодержателей можно применить прокладки 8 из подходящего материала, согласно фиг. 2. Часть клиньев заменяется призматическими клиньями 1′ (фиг. 2). Таким образом еще более упрощается изготовление и сборка ротора, так как значительно уменьшается число клиньев, требующих обработки и заделывания. Рекомендуется переложить в этом случае главное натяжение на полосы, заделывая в них клинья, необходимые для окружного натяжения ротора. При этом для натяжения этих клиньев могут быть использованы имеющиеся в полюсах железные вставки 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР ЭЛЕКТРИЧЕСКИХ МАШИН СО ВСТАВНЫМИ ЗУБЦАМИ | 1926 |
|
SU7035A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1992 |
|
RU2079952C1 |
| ЦЕЛЬНЫЙ КЛЕТЬЕВОЙ УСПОКОИТЕЛЬ ДЛЯ РОТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН С РАСПРЕДЕЛЕННОЙ ОБМОТКОЙ И СБОРНЫМИ ЗУБЦАМИ | 1926 |
|
SU7230A1 |
| Якорь электрической машины | 1979 |
|
SU888336A1 |
| Ротор электрической машины | 1980 |
|
SU886153A1 |
| Якорь электрической машины | 1986 |
|
SU1436159A1 |
| УСТРОЙСТВО В ЭЛЕКТРИЧЕСКОЙ МАШИНЕ | 2007 |
|
RU2422968C2 |
| Тяговый электропривод для маневровых тепловозов | 2019 |
|
RU2720229C1 |
| Статор погружного жидкостно-заполненного электродвигателя | 1985 |
|
SU1309184A1 |
| СИСТЕМА ЗАМЫКАНИЯ ПАЗОВ | 1994 |
|
RU2134010C1 |
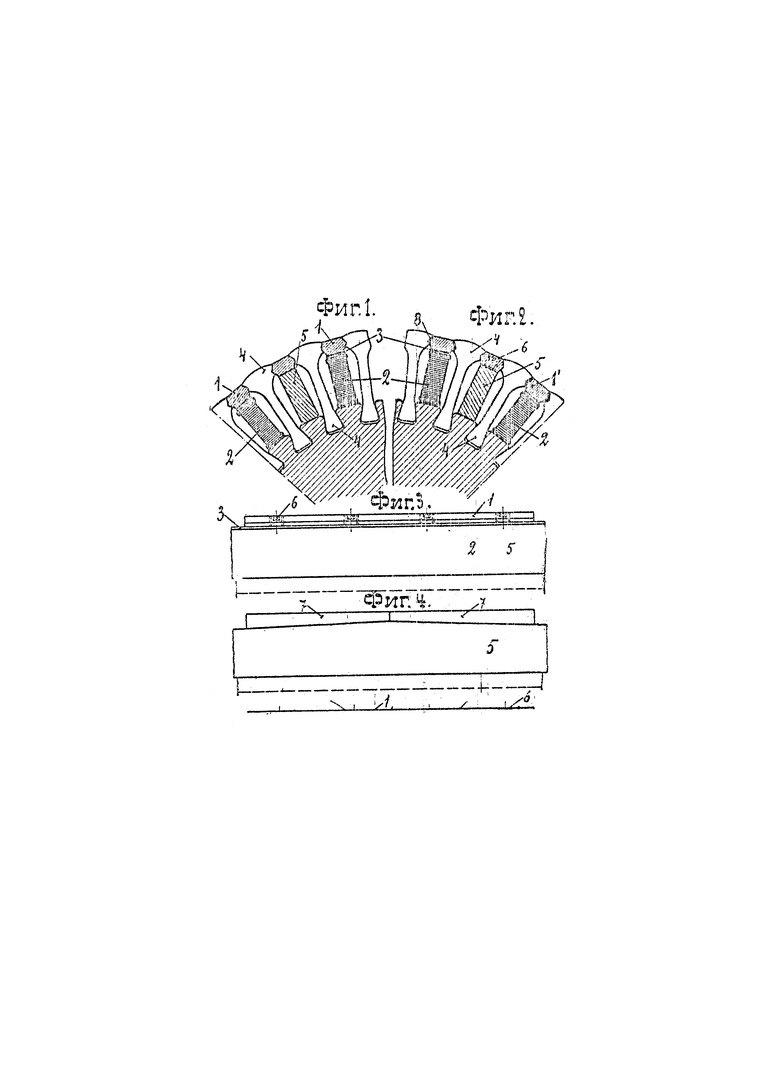
1. Способ заклинивания вставных зубцов ротора электрических машин без нажима на обмотку, характеризующийся тем, что имеющие шестигранную форму клинья 1-1 загоняются в осевые выемки головок зубцов таким образом, чтобы эти клинья, вместе с головками, создавали необходимое натяжение всех зубцов, без давления на обмотку, которую укрепляют помощью лишь прокладок 3, при чем в местах, где имеются железные вставки 5, клинья 1-1 ставятся под натяжением при посредстве нажимных винтов 6 (фиг. 3) или же заменяются призматическими вставками 7-7 (фиг. 4 и 1).
2. Видоизменение охарактеризованного в п. 1 способа, отличающееся тем, что, для сглаживания неточностей сборки, между клиньями 1′-1′ и зубцами вставляются прокладки 8-8 (фиг. 2).
