(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА ничейном количестве типоразмеров Ллйн оно.недопустимо усложняется, становится громоздким и не позволяе Оперативно вносить изменения в прог рамму резки. Кроме того,устройство не обеспечивает маркировку- лйстов стекла по типоразмерам, что значительно усложняет дальнейшую их сор тировку по йтолам резки. Цель изобретения повышение точности, надежности работы устройства и повышение производительности труда..-.-.. Эта цель достигается тем, что предлагаемое устройство для управления резкой движущейся ленты стекл содержащее блок для нанесения поперечных линий реза, датчик перемещения ленты стекла, выход которого подключен к первому входу многоразрядной пересчетной декады, логический элемент ИЛИ, переключатель и параллельно соединенные блоки задан длин листов, снабжено блоками отсче та числа длин листов и маркирующим .блоком, причем первый вход каждого блока отсчёта числа длий листов сое динен с выходом соответствующего блока задания длин листов, первый вход которых подключен к выходу мно горазрядной пёресчётной дёкады, пер вый выход каждого блока отсчета числа длин листов соединен со вторым входом соответствующего блока задаНИИ длин листов, вторые выходы каждого блока отсчета числа длин листов кроме последнего, соединены со. вторы входом каждого последующего блока задания длин листов, а второй выход последнего блока отсчета числа длин листов соединен с соответствующим входом первого блока задания длин листов и с входом переключателя, третий выход- каждого блока отсчета ; чйСЛа длин листов йоединён со входа ми маркирующего блока и с соответствующими входами элемента ИЛИ, вход которого соединен с выходом переключателя и вторым входом блоков отсчетов числа длин листов, выход элемента ГО1И соединен с блоком для нанесения поперечных линий реза и вторым входом многоразрядной пёресчётной дйкалы.Каждый блок отсчета числа длин листов содержит счетчик дополнитель ный перёнглючатель, триггер и логический элемент И, причем первый вход счетчика соединен с выходом соответствуйщего блока заданий |р1ин листов и с первым входом элемента И, выход ei5et4HKa через дополнительный пере кЛйчатель, соединен с первым входом триггера, первый выход которого гюдключен ко второму входу соотвётсгвую щего блока задания длин листов и вто рому входу элемента И, второй выход Триггера соединен со вторым входом последующего блока задания длин лис814тов, второй выход триггера последую щего блока отсчета числа длин -листов подключен к соответствующему входу первого блока задания длин листов и со входом переключателя, выход которого соединен со вторым входом счетчика и со вторым входом триггера каждого блока отсчета числа длин листов, На фиг.1 изображена структурная схема устройства; на фиг.2 - структурная схема блока отсчета числа длин и его связь с остальными элементами устройства. Устройство включает в себя следующие блоки и элементы: ленту 1 стекла датчик 2 перемещения, многоразрядную пересчетную декаду 3, блоки 4,5 и б задания длин листов, блоки 7,8 и 9 отсчета длины листов, маркирующий блок 10, логический элемент или 11, блок 12 нанесения поперечных линий реза, переключатель 13, счетчики 14, дополнительные переключатели 15, триггеры 16 и логические элементы И 17. Устройство работает следующим образом. При движении ленты 1 стекла поКонвейеру датчик перемещения 2 вырабатывает импульсы напряжения, например один импульс на 1 мм перемещения ленты 1 стекла, которые nocfynaют на вход первого разряда многоразрядной пересчетной декады 3. Каждый из разрядов, содержащий десятичный счетчик и дешифратор,подключен к параллельно соединенньм блокам 4,5 и б задания длин листов, на выходах которых выделяются заданные по счету импульсы или, что то же самое, отмеряются заданные длины листов стекла. Предварительно оператором набирается программа резки. Для этого в блоках 4,5 и 6 .задания длин листов при помощи многопозиционных переключателей (на чертеже не показаны) устанавливаются необходимые типоразмеры длин отрезаемых листов. Затем в блоках 7,8 и 9 отсчета числа длин листов подключенных к соответствующим блокам 4,5 и 6 задания длин листов с помощью дополнительного переклшчателя 15 (фиг.2) выставляют необходимое количество длин листов каждого типоразмера. Например, в блоке 7 отсчета числа длий листов устанавливают число 4, в блоке 8 - число 2f в блоке 9 - число 3. При срабатывании переключателя 13 (вручную или автоматически в момент включения устройства) происходит подготовка к работе. При этом сигнал с выхода перекл очателя 13 устанавливает в исходное состояние счетчик 14 и триггер 16 () блоков 7,8 и 9 отсчета длин листов, через элемент ИЛИ 11 устанавливает в исходное состояние многоразрядную пересчетную декаду 3 и включает блок 12 для нанесения юперечных линий реза (фйг.1). Производится контрольный (отсчетный) надрез ленты 1 стекла. Так как первый блок 4 задания длин листов подключен к прямому выходу триггера 16 блока 9 отсчета числа длин листов а остальные блоки 5 и,,6 задания длин листов подключены к инверсным выходам триггеров 16, то первым подготавливается к работе блок 4 задания длин листов, Сформированный в блоке 4 задания длин листов сигнал поступает в блок 7 отсчета числа длин листов на вход счетчика 14 и на один из входов элемента И 17, С выхода элемента И 17 через элемент ИЛИ 11 сигнал . производит сброс многоразрядной пересчетной декады 3 в исходное состоя ние и поступает на вход блока 12 для нанесения поперечных линий реза вход маркирующего блока 10. При этом производится надрез ленты 1 стекл-а, ставится метка, соответствующая типоразмеру, заданному в блоке 4, задания длин листов и в счетчик 14 блока 7 отсчета числа длин листов записывается единица. При /втором появлении сигнала на выходе блока 4 задания длин листов описанные выше операции повторяются и в схему Счетчика 14 блока 7 отсчет числа длин листов записывается .число 2 и т.д„ до тех пор, дока не произой дет надрез листа, по счету, соответствующему числу, записанному операто ром при помощи дополнительного пере слючателя 15 блока 7 отсчета числа длин (в нашем примере это число равно 4), При этом триггер 16 блока 7 отсчета числа длин листов устанавливается в противоположное положение запрещая прохождение сигнала с выхода блока 4 задания длин листов и разрешая работу блока 5 задания длин листов совместно с блоком 8 отсчета числа длин листов. Теперь производит ся надрез ленты 1 стекла на форматы, длина которых соответствует заданном оператором значению в блоке 5 задан длин листов, После надреза числа листов, соответствующего числу, записанному Опер тором при помощи дополнительного переключателя 15 блока 8 отсчета числа длин листов (для нашего примера 2), вырабатывается сигнал аналогичный пр дудыщему, который запрещает прохожде ние сигнала с блока 5 задания длин листов в блок 8 отсчета числа листов и разрешает его прохождение с последS Qщeгo блока задания длин листов на соответствующий ему блок отсчета числа длин листов и т.д. до последнего п -го блока б задания длий листов , . При надрезе листа, порядковый номер которого соответствует числу,. записанному оператором при помощи дополнительного переключателя 15 последнегоблока 9 отсчета числа длин листов 9 (в нашем примере это число равно 3)г триггер 16 блока 9 отсчета числа длин листов устанавливается в противоположное положение. При этом подключенный к его инверсному выходу переключатель 13 вырабатывает импульс сброса, который устанавливает всё счетчики 14 итригеры 16 блоков 4,5 и 6 отсчета чисЛа длин листов в исходное состояние, вновь давая разрешение на работу первого блока 4 задания длин листов и запрещая работу остальных. Таким образом цикл повторяется. При изменении числа механизированных столов или изменении программы выработки листов стекла по типоразмерам, оператор с помощью дополнительногр переключателя 15 устанавливает новые числа, которые обеспечивают непрерывную работу ме- . ханизированных столов резки с учетом новых требований программы. Таким образом обеспечивается быстрое и оперативное управление работой всех действующих Механйзированных столов резки и их равномерная загрузка. Очевидно, что число блоков задания длин листов а, следовательно, и число блоков отсчета числа длин листов определяется максимальным числом типоразмеров листов, -необходимых для обеспечения программы выпуска готовой продукции. Как правило, число тцпоразмеров меньше, чем столов механизированной резки, поэтому в целом, скажем при 10 механизированных столах резки, устройство должно состоять из 3-5 блоков задания длин листов и блоков отсчета числа длин листов. .Устройство позволяет надрезать ленту стекла на листы любой длины с нанесением на них метки и при необходимости в любой момент производить произвольный надрез ленты стекла, для чего оператору достаточно нажать кнопку (на чертеже не ndказана), входящую в состав переключателя 13. При этом маркирующим блоком 10 метка па стекло не наносится. Таким образом, предлагаемое устройство для управления резкой движущейся ленты стекла обладает по сравнению с известными устройствами большими функциональными возможностями, более унифицировано, так как позволяет подключать любое количество блоков задания длин и /блоков отсчета числа листов без перестройки (переработки) блока синхронизации. Устройство позволяет оперативно изменять программу резки, обеспечивая равномерную загрузку столов резки, а также создает предпосылки для объективной визуальной или автоматической сортировки листов стекла по
длине путем изменения соответствующих меток на различные типоразмеры длин листов.
Формула изобретения
1, Устройство для управления рез движущейся ленты стекла, содержащее блок для нанесения поперечных линий 1реза, датчик перемещения ленты стек ла, выход которого подключен к первому входу многоразрядной пересчетной декады, логический элемент ИЛИ, переключатель и параллельно соединенные блоки задания длин листов, отличающееся тем, что, с целью повышения точности, надежности работы устройства и повышения производительности труда, оно снабжено блоками отсчета числа длин листов и маркирующим; блоком, причем первый вход каждого блока отсчета числа длин листов соединен с выходом соответствующего блока задания длин листов, первый вход которых подключен к выходу многоразрядной пересчетной декады, первый выход каждого блока отсчета числа длин листов соединен со вторым .входом. соответствующего блока задания длин листов, вторые выходы каждого блока отсчета числа длин листов, кроме последнего, соединены со вторым входом каждого последующего блока задания длин листов, а второйвыход последнего блока отсчета числа длин листов соединен с соответствующим входом первого блока задания дли листов и с входом переключателя, третий выход каждого блока отсчета числ
длин листов соединен со входами маркирующего блокам с соответствующими входами элемента ИЛИ, вход которого соединен с выходом переключателя и вторым входом блоков отсчета числа длин листов, выход элемента ИЛИ соединен с блоком для нанесения поперсч- . ных линий реза и вторым входом многоразрядной пересчетной декады.
2. Устройство по П.1, о т л и чающееся тем, что каждый блок отсчета числа длин листов содержит счетчик, дополнительный переключатель, триггер и логический элемент И, причем первый вход счетчика соединен с выходом соответствующего блока задания длин листов и с первым вхоом элемента И, выход счетчика через ополнительный переключатель соединен с первым входом триггера, первый выход которого подключен ко второму входу COOTветснующего, блока задания длин листов и второму входу элемента И, второй выход триггера соединен со вторым входом последующего блока задания длин листов, второй выход триггера последующего блока отсчета числа длин листов подключен к соответствующему входу первого блока заания длин листов и со входом переключателя, выход которого соединен со вторым входом счетчика и со втоым входом триггера каждого блока отсчета числа длин листов.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 462807, кл.С 03 В 33/02, 1975.
2,Авторское свидетельство СССР ПО заявке № 2341205/33,кл,СОЗвЗЗ/02,
976 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления последовательностью нанесения резов на движущуюся ленту стекла | 1976 |
|
SU643446A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Устройство для резки ленты стекла | 1980 |
|
SU895938A1 |
| Устройство управления станком для вырезки фигурных стекол | 1988 |
|
SU1662958A1 |
| Устройство для управления поперечной резкой ленты стекла | 1985 |
|
SU1296522A1 |
| Устройство для динамической индикацииВРЕМЕНи СуТОК и КАлЕНдАРя | 1978 |
|
SU805244A2 |
| Формирователь временной задержки для управления прерывателем | 1990 |
|
SU1780162A1 |
| Устройство для резки непрерывно движущейся ленты стекла | 1977 |
|
SU656990A1 |
| УСТРОЙСТВО для СЧЕТА МЕТРАЖА И ОПРЕДЕЛЕНИЯ ТЕОРЕТИЧЕСКОГО ВЕСА ПРОКАТА | 1967 |
|
SU195640A1 |
| Конвейерные весы | 1989 |
|
SU1643945A2 |
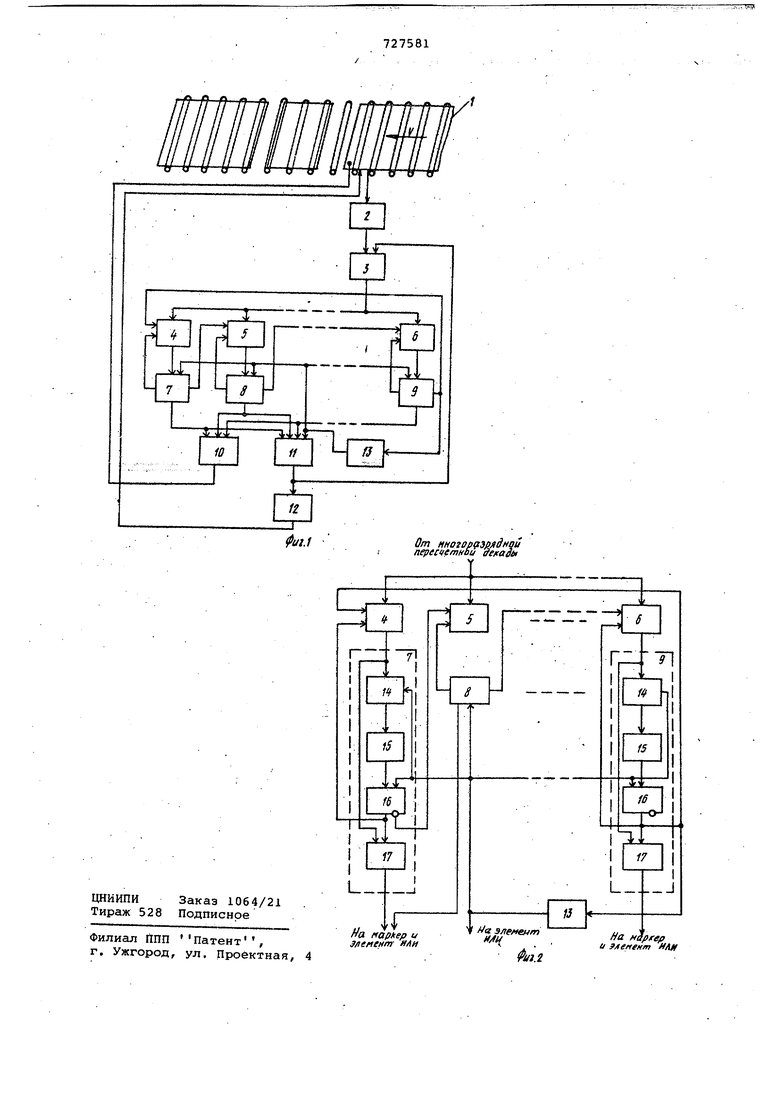
фиг.1
От нногаруэрлднди nepecvfmHDu ye/raati
