Изобретение относится к стекольной промышленности и может быть использовано на заводах строительного и технического стекла, производящих листовое стекло горизонтальными способами, конкретно к области резки стекла на форматы непосредственно на конвейере, осуществляющем транспорт уже разрезанных и в поперечном направлении листов стекла.
Известно, что в настоящее время непосредственно на транспортирующем конвейере осуществляют только поперечную резку движущейся ленты стекла. Затем разрезанные листы транспортируются на резные столы, где из них вырезают требуемые форматы. Подсобная технология требует большого количества оборудования, соответствующих производственных площадей и повышенного числа обслуживающего персонала.
Известно устройство для управления резкой листового стекла, содержащее систему управления поперечной и продольной резкой, причем схема управления продольной резкой учитывает информацию о наличии в ленте стекла остаточных нормальных напряжений и в зависимости от их величины при раскрое ленты осуществляет изменение размеров заготовок [1]
Недостатком известного устройства является наличие схемы расчета остаточных напряжений и их сравнения с допустимыми, что значительно снижает эффективность резки за счет повышенной инерционности системы управления. Это отрицательно влияет на производительность всей линии производства стекла.
Наиболее близким к предлагаемому является устройство для резки движущейся ленты стекла, содержащее балки поперечной и продольной резки и систему их управления.
Система управления обеспечивает посредством схемных решений ситуацию, при которой продольные надрезы вписываются между поперечными, не пересекая их. Это повышает качество резки, предотвращая разрушение стекла в местах пересечения резов [2]
Недостатком этой системы управления является то, что она не учитывает необходимости резки стекла на различные размеры.
Изменение размеров в данном случае возможно только за счет переустановки резаков продольной резки, что связано с остановкой оборудования и снижением производительности технологической линии.
Целью изобретения является расширение ассортимента вырезаемых стекол по размерам.
Цель достигается тем, что устройство управления движущейся ленты стекла, содержащее механизм поперечной резки, выполненный в виде подвижной балки с размещенным на нем приводным режущим инструментом, механизм продольной резки с исполнительными механизмами резаков, датчик перемещения ленты стекла, подключенный к выходу блока управления приводом поперечной резки, первые триггер и элемент И, первый пусковой элемент, выход которого подключен к исполнительным механизмам первых резаков продольной резки, снабжено шаговым переключателем, вторыми и третьими триггерами и пусковыми элементами, тремя программируемыми счетчиками и элементами ИЛИ, девятью элементами сравнения с задатчиками и восемью дополнительными элементами И, причем выход блока управления приводом поперечной резки подключен к входу шагового переключателя, первый выход которого подключен к первым входам первых программируемого счетчика и триггера, выход которого подключен к первому входу второго программируемого счетчика, второй выход шагового переключателя подключен к второму входу второго программируемого счетчика и первому входу второго триггера, выход которого подключен к первому входу третьего программируемого счетчика, третий выход шагового переключателя подключен к второму входу третьего программируемого счетчика и первому входу третьего триггера, выход которого подключен к второму входу первого программируемого счетчика, третьи входы программируемых счетчиков соединены с датчиком перемещения ленты стекла, первый выход первого программируемого счетчика подключен к входам первого, второго и третьего элементов сравнения, выход каждого из которых подключен соответственно к одному из входов первого, второго и третьего элементов И, первый выход второго программируемого счетчика подключен к входам четвертого, пятого и шестого элементов сравнения, выход каждого из которых подключен соответственно к одному из входов четвертого, пятого и шестого элементов И, первый выход третьего программируемого счетчика подключен к входам седьмого, восьмого и девятого элементов сравнения, выход каждого из которых подключен соответственно к одному из входов седьмого, восьмого и девятого элементов И, второй выход первого программируемого счетчика подключен к второму входу третьего триггера, другим входом первого, второго и третьего элементов И и к четвертому входу третьего программируемого счетчика, второй выход которого подключен к второму входу второго триггера, другим входам седьмого, восьмого и девятого элементов И и к четвертому входу второго программируемого счетчика, второй выход которого подключен к второму входу первого триггера и другим входам четвертого, пятого и шестого элементов И, выход первого, четвертого и седьмого элементов И подключен к входам первого элемента ИЛИ, выход которого подключен к входу первого пускового элемента, выход второго, пятого и восьмого элементов И подключен к входам второго элемента ИЛИ, выход которого через второй пусковой элемент соединен с исполнительными механизмами вторых резаков продольной резки, выходы третьего, шестого и девятого элементов И подключены к входам третьего элемента ИЛИ, выход которого через третий пусковой элемент соединен с исполнительными механизмами третьих резаков продольной резки.
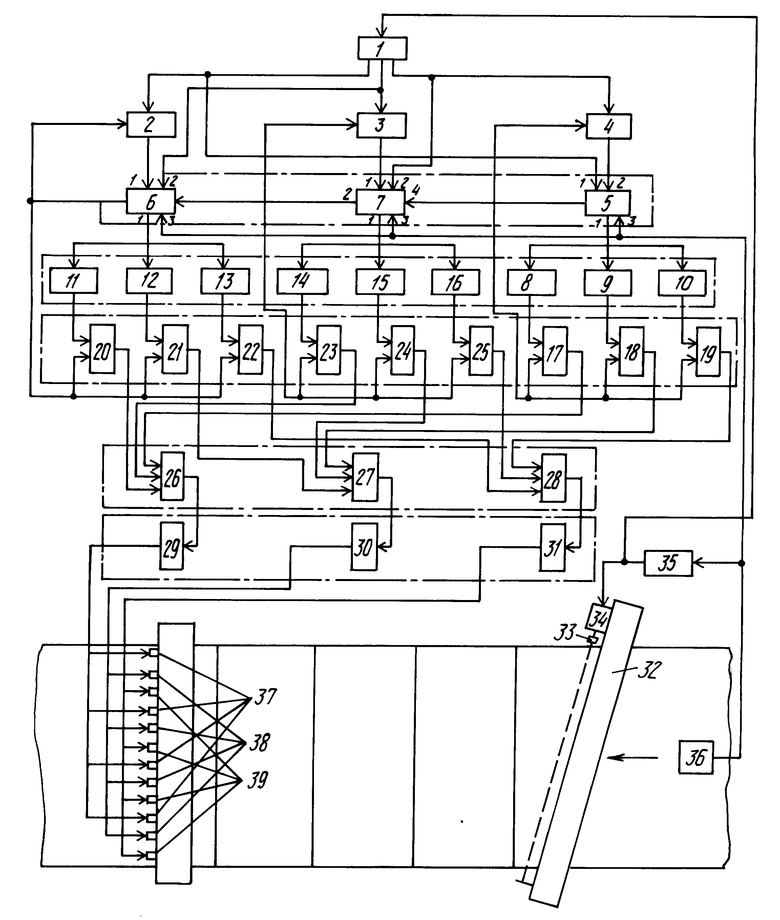
На чертеже приведена блок-схема устройства управления продольной резкой.
Устройство содержит шаговый переключатель 1, три триггера 2,3,4, три программируемых счетчика 5,6 и 7, девять элементов 8-16 сравнения с задатчиками, девять логических элементов И 17-25, три логических элемента ИЛИ 26,27,28 и три пусковых элемента 29,30,31.
Кроме того, устройство содержит механизм продольной резки, выполненный в виде подвижной балки 32 с размещенным на нем режущим инструментом 33, имеющим привод 34, блок 35 управления поперечной резкой, датчик 36 перемещения ленты стекла и механизм поперечной резки с исполнительными механизмами 37,38 и 39 первых, вторых и третьих резаков, размещенных в соответствии с требуемым поперечным размером изделий.
Устройство работает следующим образом.
Импульсы счетчика 6 перемещения при движении ленты стекла поступают в блок 35 управления поперечной резкой и на третьи входы программируемых счетчиков 5,6 и 7. После отсчитывания заданного количества импульсов, соответствующих длине листа в поперечном направлении, блок 35 управления поперечной резкой выдает импульсный сигнал на начало реза. Одновременно этот же сигнал поступает на вход шагового переключателя 1, который предназначен для распределения непрерывно идущих импульсных сигналов по трем каналам в очередной последовательности по каналам и тактируемых входными импульсными сигналами. После поступления первого сигнала на вход шагового переключателя 1 на первом его выходе появляется такой же сигнал, поступающий на первый вход первого триггера 2 и переключающий его в единичное состояние. На выходе первого триггера 2 появляется логическая "1", которая затем поступает на разрешающий первый вход второго программируемого счетчика 6. Счетчик 6 начинает отсчет выходных импульсов.
Когда с блока 35 поступает второй импульс о начале реза, с шагового переключателя 1 появляется выходной импульс уже с второго его выхода. При этом в работу запускается второй канал управления. Этот импульс переключает второй триггер 3 в единичное состояние. Третий счетчик 7 начинает отсчет импульсов с счетчика 6 перемещения. Одновременно импульс о начале реза поступает на опрашивающий вход счетчика 6, давая команду на опрос его состояния. Отсчитанное число импульсов в двоично-десятичном коде, соответствующее размеру первого отрезанного листа в поперечном направлении, поступает с первого выхода второго счетчика 6 на входы четвертого, пятого, шестого элементов сравнения.
В каждом элементе сравнения устанавливается оператором свой заданный размер листа стекла, соотносимый с размерами листов, отрезаемых балкой 32 поперечной резки. Если число импульсов, поступающее с программируемого счетчика 6, совпадает, например, с установленным числом элемента 11 сравнения, то на его выходе появляется логическая "1", поступающая на первый вход четвертого логического элемента И 20. При дальнейшем продвижении первого поперечного надреза счетчик 6 продолжает отсчет. Когда счетчик 6 насчитает число, равное установленному программой и соответствующее определенной длине ленты стекла или расстоянию от балки 32 поперечной резки до расположения исполнительных механизмов 37,38,39 продольной резки, с второго выхода второго счетчика 6 появляется логическая "1", которая поступает одновременно на вторые входы логических элементов И 20,21 и 22.
В результате этого на обоих входах логического элемента И 20 появится логическая "1", она же появится и на выходе этого элемента. А на выходах элементов И 21 и 22 будет оставаться логический "0" ввиду того, что на их первых входах был "0". В то же время логическая "1" счетчика 6 переключит триггер 2 в исходное нулевое состояние, подготовив его к следующему циклу.
Логическая "1" с выхода элемента И 20, проходя через логический элемент ИЛИ 26, включит пусковой элемент 29, который подает напряжение на исполнительные механизмы 37 продольной резки. Начинается продольная резка листа на форматы, соответствующие по размерам запрограммированным. Аналогично формируется сигнал на опускание других групп резаков продольной резки при получении листов стекла других размеров. Второй импульс с начала реза, поступающий с блока 35 поперечной резки на вход шагового переключателя 1, задействует уже второй его выход соответственно на второй триггер 3, который в свою очередь запускает третий программируемый счетчик 7.
При поступлении третьего импульсного сигнала о начале реза в работу включается третий триггер 4, который устанавливается в единичное состояние. Счетчик 7 переводится в опрашиваемое состояние. Данные счетчика сравниваются с информацией элементов 14,15 и 16 сравнения. При равенстве числа, заданного одним из элементов сравнения, с информацией счетчика на выходе этого элемента сравнения появляется логическая "1", которая подается на первый вход восьмого логического элемента И 24. Когда программируемый счетчик отсчитывает число, программно установленное в нем оператором, то на его выходе появляется логическая "1", которая переводит счетчик 6 в нулевое состояние.
Появившаяся на втором выходе программируемого счетчика 7 логическая "1" через восьмой логический элемент И 24 и элемент ИЛИ 27 подает команду на пусковой элемент 30 для включения исполнительных механизмов 38 в работу. Резаки продольной резки опускаются и начинают вырезать стекло заданного программой размера. В это время резаки 39 поднимаются. При перемещении последующих поперечных резов аналогично производится опускание резаков продольной резки других программ.
Условием правильной работы устройства является то, что на расстоянии от размещения балки 32 поперечной резки до линии размещения резаков продольной резки должно размещаться не более трех поперечных надрезов.
Использование данного устройства позволяет осуществлять раскрой ленты стекла на форматы практически любых размеров, предварительно запрограммированных в системе управления продольной резкой. Это оптимизирует процесс и позволяет избежать отходов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РАЗГРУЗКОЙ БУНКЕРОВ | 1991 |
|
RU2040491C1 |
| Устройство для управления поперечной резкой ленты стекла | 1988 |
|
SU1618736A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОПИРНОГО ВЫРЕЗАНЯ ФИГУРНОГО СТЕКЛА | 1992 |
|
RU2023689C1 |
| МОДУЛЬ ВВОДА-ВЫВОДА СИСТЕМЫ ЦИФРОВОГО УПРАВЛЕНИЯ | 1991 |
|
RU2032201C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ШАГОВЫМ ДВИГАТЕЛЕМ | 1997 |
|
RU2125762C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ФИЛЬТРАЦИИ ЖИДКОСТИ | 1995 |
|
RU2094090C1 |
| СИСТЕМА УПРАВЛЕНИЯ ПРИВОДАМИ СТАНКА-АВТОМАТА ДЛЯ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК НА ИЗДЕЛИИ | 1993 |
|
RU2082594C1 |
| Устройство для управления поперечной резкой ленты стекла | 1985 |
|
SU1296522A1 |
| Устройство управления станком для вырезки фигурных стекол | 1988 |
|
SU1662958A1 |
Использование: стекольная промышленность, заводы строительного и технического стекла, производящие листовое стекло горизонтальным способами. Устройство содержит механизмы поперечной и продольной резки стекла, датчик перемещения ленты стекла, шаговый переключатель, три триггера, программируемых счетчика, элементов ИЛИ и пусковых элементов, девять элементов сравнения и элементов И, блок управления поперечной резкой и исполнительные механизмы резаков продольной резки. 1 ил.
УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА, содержащее приводной механизм поперечной резки, механизм продольной резки с исполнительными механизмами резаков, датчик перемещения ленты стекла, подключенный к входу блока управления поперечной резкой, первые триггер и элемент И, первый пусковой элемент, выход которого подключен к исполнительным механизмам первых резаков продольной резки, отличающееся тем, что оно снабжено шаговым переключателем, вторым и третьим триггерами и пусковыми элементами, тремя программируемыми счетчиками и элементами ИЛИ, девятью элементами сравнения с задатчиками и восемью дополнительными элементами И, причем выход блока управления приводом поперечной резки подключен к входу шагового переключателя, первый выход которого подключен к первым входам первых программируемого счетчика и триггера, выход которого подключен к первому входу второго программируемого счетчика, второй выход шагового переключателя подключен к второму входу второго программируемого счетчика и первому входу второго триггера, выход которого подключен к первому входу третьего программируемого счетчика, третий выход шагового переключателя подключен к второму входу третьего программируемого счетчика и первому входу третьего триггера, выход которого подключен к второму входу первого программируемого счетчика, третьи входы программируемых счетчиков соединены с датчиком перемещения ленты стекла, первый выход первого программируемого счетчика подключен к входам первого, второго и третьего элементов сравнения, выход каждого из которых подключен соответственно к одному из входов первого, второго и третьего элементов И, первый выход второго программируемого счетчика подключен к входам четвертого, пятого и шестого элементов сравнения, выход каждого из которых подключен соответственно к одному из входов четвертого, пятого и шестого элементов И, первый выход третьего программируемого счетчика подключен к входам седьмого, восьмого и девятого элементов сравнения, выход каждого из которых подключен соответственно к одному из входов седьмого, восьмого и девятого элементов И, второй выход первого программируемого счетчика подключен к второму входу третьего триггера, другим входам первого, второго и третьего элементов И и к четвертому входу третьего программируемого счетчика, второй выход которого подключен к второму входу второго триггера, другим входам седьмого, восьмого и девятого элементов И и к четвертому входу второго программируемого счетчика, второй выход которого подключен к второму входу первого триггера и другим входам четвертого, пятого и шестого элементов И, выходы первого, четвертого и седьмого элементов И подключены к входам первого элемента ИЛИ, выход которого подключен к входу первого пускового элемента, выходы второго, пятого и восьмого элементов И подключены к входам второго элемента ИЛИ, выход которого через второй пусковой элемент соединен с исполнительными механизмами вторых резаков продольной резки, выходы третьего, шестого и девятого элементов И подключены к входам третьего элемента ИЛИ, выход которого через третий пусковой элемент соединен с исполнительными механизмами третьих резаков продольной резки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для резки движущейся ленты стекла | 1977 |
|
SU679536A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
