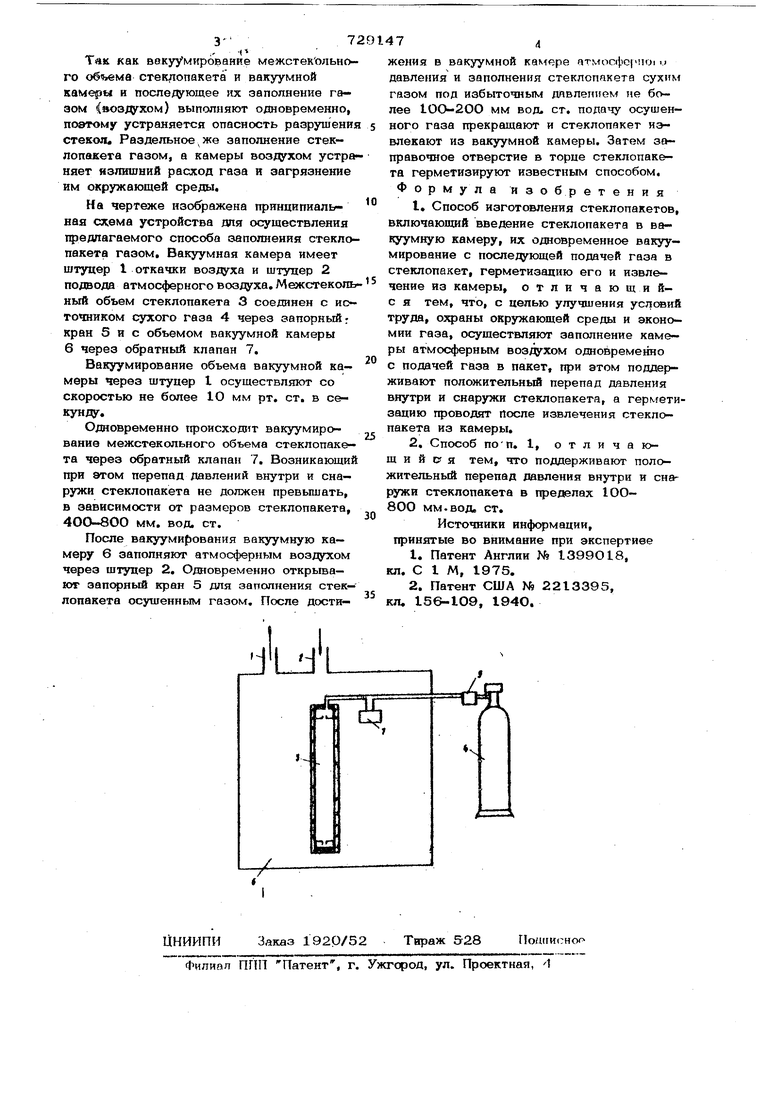
Изобретение относится к промышлевно сти стройматериалов, в частности к способам изготовления клееных, паяных и сварных стеклопакетов, заполненных осушенным воздухом, газом или смесью газов. Известен способ изготовнения стеклопакетов, где нагревание производят в вакуумной печи, которую сначала вавууми- руют, а затем заполняют газом 1.J. Пакеты заполн$иот продувкой через дегидрационные отверстия, расположенные в торцовой части по периметру стеклопакета. Заполнение стеклопакетов осушенным воздухом или газом продувкой требует от 30 мин до четьфех и более часов (в зависимости от размеров стеклопакета, требуемой точки росы и соотношения мас газа и атмосферного воздуха в межсте- кольном объеме стеклоппкета ). Кроме того, недостатками такой техно логии является большой расход дефицитны и дорогостоящих специальных газов и загрязнение ими окружающей среды. Наиболее близким к изобретению является способ производства стеклопаке- тов, включающий введение стеклопакета в вакуумную камеру, их одновременное вакуумирование с воследукяцей подачей газа в стеклопакат, герметизацию его и извлечение из камеры {2j. Однако при этом способе будет велик расход специальных газов и не устраняется загрязнение окружающей среды. 11ель изобретения - улучшение условий труда, окружающей среды и экономия газа. Это достигается тем, что осуществляют заполнение камеры атмосферным воздухом одновременно с подачей газа в пакет, при этом поддерживают положительный перепад давления внутри и снаружи стеклопакета, а герметизацию проводят после и&влечения стеклопакета из камеры, причем положительный перепад давления поддержввают в пределах 1ОО-вОО мм. вод. ст. Тйк как вакуумирование межстекольного стеклопакета и вакуумной камеры и поспврующее их заполнение газом { оаруком) выполняют одаовременно, поэтому устраняется опасность разрушения стекол. Раздельное же заполнение стеклопакега газом, а камеры воздухом устра няет язлшиний расход газа и загрязнение им окружающей среды, На чертеже изображена принципиальная схема устройства для осуществления предлагаемого способа заполнения стеклопакета газом. Вакуумная камера имеет штуцер 1 откачки воздуха и штуцер 2 подвода атмосферного воздуха. Межстеколь ный объем стеклопакета 3 соединен с источником сухого газа 4 через запорный: кран бис объемом вакуумной камеры 6 через обратный клапан 7, Вакуумирование объема вакуумной камеры через штуцер 1 осуществл5пот со скоростью не более Ю мм рт, ст, в секунду. Одновременно происходит вакуумированне межстекольного объема стеклопакета через обратный клапан 7, Возникающий при этом перепад давлений внутри и снаружи стеклопакета не должен превышать, в зависимости от размеров стеклопакета, 4ОО-8ОО мм, вод, ст. После вакуумирования вакуумную камеру 6 заполняют атмосферным воздухом через штуцер 2, Одновременно открьгоают запорный кран 5 для заполнения стек- лопакета осушенным газом. После дости774 жения в вакуумной атмосфорпо i.i давления и заполнения стеклопакета сухим газом под избыточным дйвлеппем не более 10О-2ОО мм вод. ст, подачу осушенного газа прекращают и стеклопакет извлекают из вакуумной камеры. Затем заправочное отверстие в торце стеклопакета герметизируют известным способом. Формула изобретения I. Способ изготовления стеклопакетов, включающий введение стеклопакета в вакуумную камеру, их одновременное вакуу- миров ание с последующей подачей газа в стеклопакет, герметизацию его и извлечение из камеры, отличающийС я тем, что, с целью улучшения услсжий труда, охраны окружающей среды и экономии газа, осуществляют заполнение камеры атмосферным воздухом одновременно с подачей газа в пакет, при этом поддерживают положительный перепад давления внутри и снаружи стеклопакета, а repNfeTHзацию проводят после извлечения стеклопакета из камеры, 2. Способ поП. 1, отличающ и и сг я тем, что поддерживают положительнъй перепад давления внутри и снаружи стеклопакета в пределах 1ОО8ОО мм.вод. ст. Источники информации, принятые во внимание при экспертиее 1.Патент Англии № 1399О18, кл, С I М, 1975. 2,Патент США N9 2213395, кл. 156-109, 1940,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ЭЛЕМЕНТОВ ОСТЕКЛЕНИЯ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ | 2014 |
|
RU2546457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПАКЕТА | 2013 |
|
RU2530857C1 |
| Способ получения гидрофобного нефтесорбента и устройство для его осуществления | 2019 |
|
RU2708309C1 |
| Способ получения гидрофобного нефтесорбента и устройство для его осуществления | 2019 |
|
RU2708362C1 |
| Энергосберегающие звукоизолирующие пакеты | 2022 |
|
RU2800073C1 |
| ВАКУУМИРОВАННЫЙ СТЕКЛОПАКЕТ С ИНДИКАТОРОМ | 2008 |
|
RU2382162C1 |
| Способ изготовления многослойного стекла | 2001 |
|
RU2223240C2 |
| ИЗОЛИРУЮЩИЙ СТЕКЛОПАКЕТ, СОДЕРЖАЩИЙ БЛОК ВЫРАВНИВАНИЯ ДАВЛЕНИЯ С МЕМБРАНОЙ И КАПИЛЛЯРОМ | 2018 |
|
RU2743986C1 |
| СПОСОБ ОСУШКИ ПОЛОСТИ МОРСКОГО ГАЗОПРОВОДА ПОСЛЕ ГИДРАВЛИЧЕСКИХ ИСПЫТАНИЙ | 2017 |
|
RU2638105C1 |
| СПОСОБ ОСУШКИ ПОЛОСТИ ОБОРУДОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2198361C2 |
JLd
/
