эталонной металлизации, два выхода напряжения коммутатора соединены с переключателем режима работы, токовый выход датчика эталонной металлизации связан со входом стабилизатора, выходы напряжения датчика эталонной металлизации связаны со входом переключателя режима работы, один из выходов которого связан со входом электронного ключа, выход которого связан с токовым входом токово-потенциального коммутатора, выход стабилизатора связан со вторым входом электронного ключа, выход блока сравнения связан со входом блока автоматизации контроля металлизации, один выход которого связан с электронным ключом, другой - с токово-потенциальным коммутатором, выходы блоков программного управления и сштоматизации контроля металлизации соединены с параллельными выходами блока управления шаговыми приводами.
Кроме того, токово-потенциальный коммутатор выполнен в виде релейного переключателя из четырех контактных групп, нормально замкнутые и нормально разомкнутые контакты первой контактной группы соединены соответственно с нормально разомкнутыми и нормально замкнутыми контактами второй контактной группы, нормально замкнутые и нормально разомкнутые контакты третьей контактной группы соединены соответственно с нормально разомкнутыми и нормально замкнутыми контактами четвертой контактной группы, нормально замкнутые контакты первой и четвертой контактных групп имеют выходы для включения в токовую цепь, нормально замкнутые контакты второй и третьей контактных групп имеют выходы для снятия напряжения, а выходы перекидных контактов всех контактных групп используются для подключения к контактным щупам верхней и нижней контактных головок.
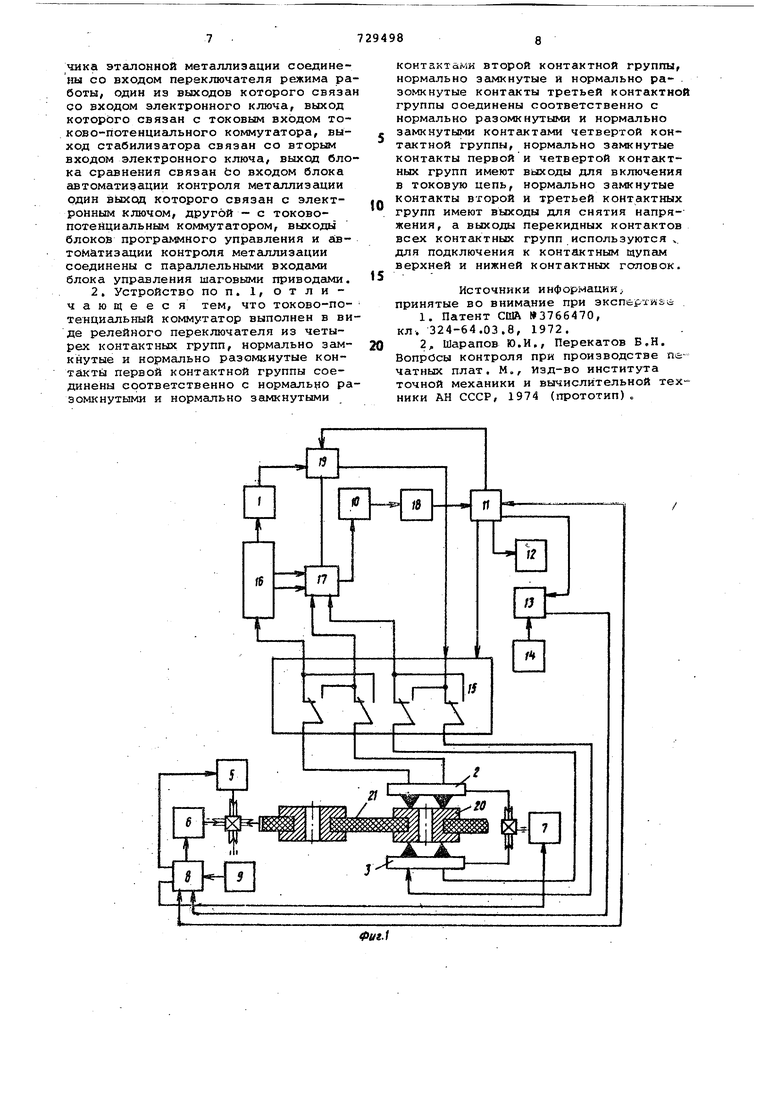
На фиг. 1 представлена структурная схема устройства; на фиг. 2 - верхняя и нижняя контактные головки, разрез; на фиг. 3 - расположение щупов в контактных головках; на фиг,4 положение щупов на металлизации вокруг отверстия при симметричном и несимметричном расположенииотносительно оси отверстия.
Автоматическое устройство для проверки качества металлизации отверстий печатных плат содержит стабилизатор. 1 тока, верхнюю и нижнюю контактные головки 2 и 3 со щупами 4, приводы 5 и 6 подачи печатных плат по координатным осям и привод 7 подачи верхней и нижней контактных головок, блок 8 управления с пультом 9 ручног управления всеми приводами, измеритель 10 сигналов, блок 11 автоматиза ции контроля металлизации, с выходами которого соединены регистратор 12
и блок 13 программного управления, со вторым входом которого соединен фотосчитывающий блок 14.
Кроме того, устройство включает токово-потенциальный коммутатор 15, датчик 16 эталонной металлизации, переключатель 17 режима работы, блок 18 сравнения, подключенный через измеритель 10 сигналов к переключателю 17, и электронный ключ 19,
Верхняя и нижняя контактные головки 2 и 3 щупами 4 установлены на контактных площадках 20 металлизированного отверстия контролируемой печатной платы 21.
.Приводы 5 и б подачи печатных пла и привод 7 подачи контактных головок .выполнены шаговыми.
Щупы 4 контактных головок 2 и 3 расположены на взаимно перпендикулярных диаметрах одной окружности, щупы расположенные на одном диаметре, электрически соединены между собой, что в случае несимметричного расположения контактной площадки 20 относительно отверстия обеспечит контакт между металлизацией и щупом.
Стабилизатор тока 1 через датчик 16 соединен с токово-потенциальным коммутатором 15, Выходы датчика 16 соединены с переключателем 17 режима работы, два других входа которого связаны с токово-потенциальным коммутатором 15, а два выхода переключателя - с одним из входов электронного ключа 19 и измерителем 10 сигналов. Выход стабилизатора 1 через электронный ключ 19 соединен с токово-потенциальным коммутатором 15.
Блок 11 автоматизации контроля соединен с третьим входом электронного ключа 19, а вход блока 11 - с токово-потенциальным коммутатором. Блок 13 nporpcLMMHoro управления и блок 11 автоматизации контроля металлизации соединены с параллельными входами блока 8 упргшления шагов1лми приводами. Два щупа 4 верхней и два щупа нижней контактных головок 2 и 3 соединены с токово-потенциальным коммутатором 15..
Устройство работает следующим образом.
Щупы контактных головок устанавливают на контси тные площадки любого металлизованного отверстия печатной платы. Переключатель 17 режима работы устанавливают в положение Калибровка, при этом электронный ключ 19 открывается и по замкнутой цепи: стабилизатор 1 тока, электронный ключ 19, нормально замкнутый контакт коммутатора 15, датчик 16 эталонной металлизации течет эталонный ток, Так как величина омического .сопротивления датчика 16 известна, то по измерителю 10 калибруется измерительный тракт устройства.
Затем переключатель 17 переводится в положение измерение и электронный ключ 19 закрьшается. В этом положении переключателя 17 электронный ключ 19 будет открываться и закрываться только при условии, что контактные щупы обеих головок 2 и 3 контактируют с контактной площадкой 20 печатной платы. После очередного замера по сигналу блока 11 сначаша .закрывается ключ 19, затем осуществляется подъем контактных головок 2 и 3. Это. предотвращает подгорание щупов 4.
Включением кнопки Пуск блока 8 управления шаговыми приводами приводы 5 и 6 устанавливают плату 21 в исходное положение, совпадающее с началом координат платы.
Дальнейшая работа устройства осуществляется по программе. В фотосчитывающем блоке 14 программа считывается и обрабатывается в блоке 13 программного управления и подается на блок 8 управления приводами. Приводы 5 и 6 осуществляют отработку заданного программой перемещения платы
После этого по сигналу блока 8 запускается Тс11 товая система блока 11. По сигналу блока 11 запускается шаговый привод 7, Контактные головки опускаются на контактную площадку 20 металлизированного отвератия. Контактное давление щупов 4 регулируется путем изменения числа импульсов, подсшаемых из блока 8 управления приводами.
По сигналу тактовой системы блока 11 открьшается электронный ключ 19. Через щупы 4 и металлизированное отверстие течет ток определенной величины. Напряжение, снимаемое с другой пары контактных щупов 4, через переключатель 17 подается на измеритель 10 сигналов,.например цифровой вольтметр. При неизменном токе через металлизированное отверстие падение напряжения пропорционально омическому сопротивлению металлизации отверстия, т.е. по величине напряжения можно судить о качестве металлизации. Увеличение омического сопротивления проявит себя как увеличение напряжения, т.е. металлизация в отверстии имеет дефект.
Результат измерения в двоично-десятичном коде снимается с измерителя 10 и запоминается в блоке 18 сравнения. По сигнсшу тактовой системы блока 11 все контактные группы коммутатора 15 перейдут во второе положение. Стабилизатор тока подключится к другой паре контактных щупов и будет произведено второе измерение без изменения положения щупов на плате. Результат второго измерения поступит; в блок 18 сравнения.
При совпадении измерений через блок 11 закроется электронный ключ 19 и на блоки 8 и 13 поступит команда на подъем контактных головок 2 и 3 и ввод следующего кадра программы. Результат второго измерения ;подается также в блок 11 контроля металлизации, где сравнивается с уставкой, и если оно окажется выше напряжения уставки, включится регистратор 12, например печатающее устройство, и будет
0 осуществлена распечатка порядкового номера измерения, координат отверстия и величины омического сопротивления, т.е. на ленте будут зафиксированы данные о дефекте и его координаты.
5
При необходимости устройство может работать в режиме ручного управления от блока 9.
Предлагаемое устройство позволяет
0 осуществить контроль всех отверстий плат с высокой надежностью и производительностью,что ведет к повышению качества-выпускаемых печатных плат.
25
Формула изобретения
1. Автоматическое устройство для проверки качества металлизации отверс0тий печатных плат, содержащее стабилизатор тока, контактные головки со щупами, приводы подачи печатных плат по координатным осям и привод подачи верхней и нижней контактных головок,
5 блок управления с пультом ручного управления всеми приводами, измеритель сигналов, блок автоматизации контроля металлизации, соединенные с его выходами регистратор и блок
0 программного управления, и соединенный со вторым входом последнего фотосчитывающий блок, отличающееся тем, что, с целью повышения надежности контроля, оно снабже5но токово-потенциальным коммутатором, датчиком эталонной металлизации, пе-реключателем режима работы, подключенным к нему через измег.итель блоком сравнения и электронным ключом, приводы подачи печатных плат и привод
0 подачи контактных головок выполнены шаговыми, щупы контактных головок расположены на взаимно перпендикулярных диаметрах одной окружности, при этом щупы, расположенные на одном
5 диаметре, электрически соединены между собой, выходы верхней и нижней контактных головок соединены с токово-потенцисшьным коммутатором, один выход которого соединен с токовым
0 входом датчика эталонной металлизации, два выхода напряжения коммутатора соединены с переключателем режима работы, токовый выход датчика эталонной металлизации связан со входом
5 стабилизатора, выходы напряжения датчика эталонной металлизации соединены со входом переключателя режима работы, один из выходов которого связа со входом электронного ключа, выход которого связан с токовым входом токово-потенциального коммутатора, выход стабилизатора связан со вторым входом электронного ключа, выход блока сравнения связан bo входом блока автоматизации контроля металлизации один выход которого связан с электронным ключом, другой - с токовопотенциальным коммутатором, выходы блоков программного управления и aiBтоматизации контроля металлизации соединены с параллельными входами блока управления шаговыми приводгили. 2. Устройство поп. 1, отличающеес я тем, что токово-потенциальный коммутатор выполнен в виде релейного переключателя из четырех контактных групп, нормально замкнутые и нормально разомкнутые конТс1кты первой контактной группы соединены соответственно с нормально разомкнутыми и нормально замкнутыми
контактами второй контактной группы, нормально замкнутые и нормально разомкнутые контакты третьей контактно группы соединены соответственно с нормально разомкнутыми и нормально замкнутыми контгжтами четвертой контактной группы, нормашьно замкнутые контакты первой и четвертой контактных групп имеют выходы для включения в токовую цепь, нормально замкнутые контакты второй и третьей контактных групп имеют выходы для снятия напряжения, а выходы перекидных контактов всех контактных групп используются . для подключения к контактным щупам верхней и нижней контактных головок.
Источники информацииi принятые во внимание при экспертиа
1.Патент США №3766470, кл. 324-64.03.8, 1972.
2,Шарапов Ю.И., Перекатов Б,Н. Вопросы контроля при производстве печатных плат. М., изд-во института точной механики и вычислительной техники АН СССР, 1974 (прототип)„

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для проверки качества металлизации отверстий печатных плат | 1986 |
|
SU1413557A1 |
| Автоматическое устройство для проверки качества металлизации печатных плат | 1978 |
|
SU873104A2 |
| Устройство для контроля металлизированных переходов печатной платы | 1985 |
|
SU1308955A1 |
| Устройство для контроля межслойных переходов печатной платы | 1980 |
|
SU947793A1 |
| Устройство для контроля межслойных соединений печатных плат | 1986 |
|
SU1323987A1 |
| Устройство для контроля качества межслойных соединений печатной платы | 1978 |
|
SU781722A1 |
| Устройство для контроля параметров | 1986 |
|
SU1403074A1 |
| Контактная головка для контроля металлизированных отверстий печатных плат | 1980 |
|
SU890570A1 |
| Устройство для контроля печатных плат | 1987 |
|
SU1510112A1 |
| КОМПЛЕКС КОНТРОЛЯ БОРТОВЫХ КАБЕЛЬНЫХ СЕТЕЙ | 2009 |
|
RU2436108C2 |


ui
