(54) СПОСОБ ВЯЗКИ МОНТАЖНОГО ЖГУТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЯЗКИ МОНТАЖНОГО ЖГУТА | 1972 |
|
SU346823A1 |
| Устройство для вязки жгута | 1981 |
|
SU1001531A1 |
| Устройство для вязки жгута | 1981 |
|
SU1278208A1 |
| Способ изготовления жгутов из проводов | 1986 |
|
SU1383522A1 |
| Устройство для вязки жгута | 1983 |
|
SU1432617A1 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1995 |
|
RU2074524C1 |
| Устройство для изготовления жгутов преимущественно с несущей перфорированной панелью | 1987 |
|
SU1466034A1 |
| Устройство для вязки жгута | 1986 |
|
SU1383525A1 |
| Способ изготовления жгутов из проводов | 1986 |
|
SU1398114A1 |
| Защитное покрытие для земляных поверхностей | 1990 |
|
SU1781363A1 |
1
Изобретение относится к технике монтажа радиоэлектронной аппаратуры и может использоваться, например, в аппаратуре связи.
Из основного авт. св. № 346823 известен способ вязки монтажного жгута, основанный на обвязывании жгута нитью, причем на жгут накладывают гибкую пластмассовую пластину, выполненную в виде основания с выступами, а нить накидывают петлей на выступы пластины поочередно с двух сторон снизу наверх.
В известном способе возможна фиксация нити путем обрабатывания места, где нить наброшена петлей на вьуступ, клеющим материалом или оплавлением выступа.
Недостатком известного способа является то, что в случае разрыва нити жгут распускается, а при оплавлении выступов или обработке клеющим материалом необходимы дополнительные затраты времени, клеющие материалы и специальные оплавители.
Цель изобретения - повышение производительности вязки жгута.
Это достигается тем, что нить фиксиру ют в клиновидных щелях, выполненных на
боковых поверхностях выступов пластмассовой гибкой ленты.
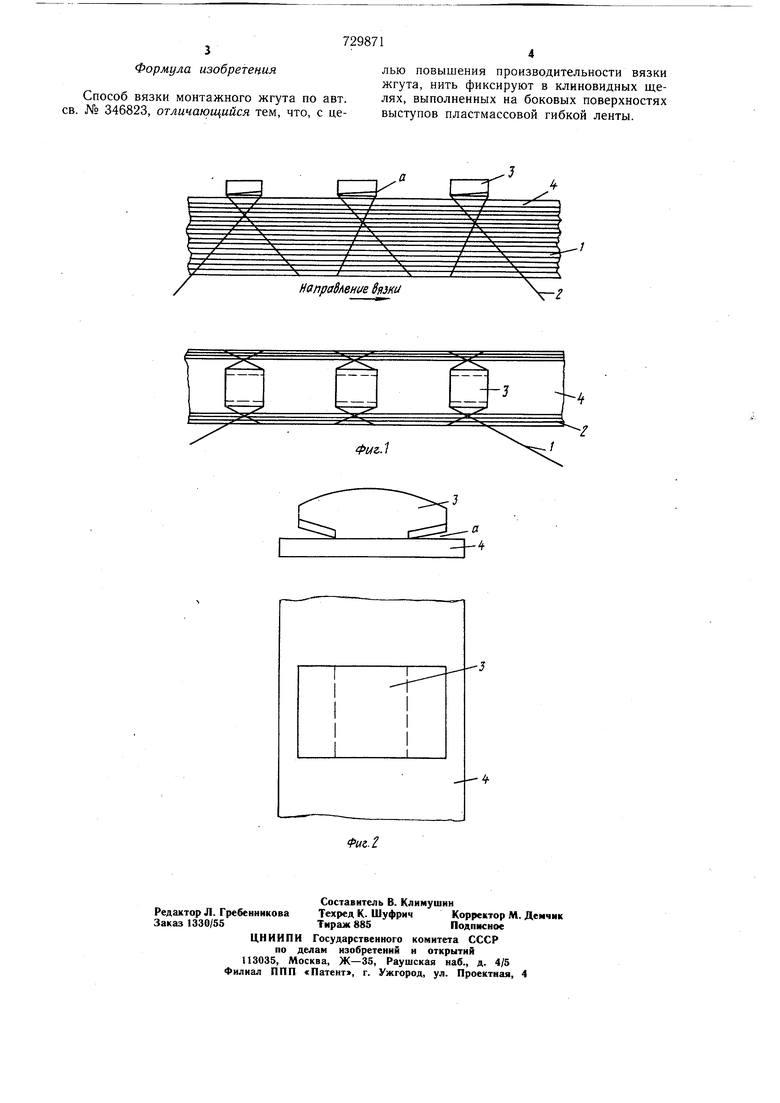
На фиг. 1 дана схема вязки жгута предлагаемым способом; на фиг. 2 изображена 5 гибкая лента.
При вязке жгута 1 нить 2 набрасывают пртлей на выступ 3 пластмассовой гибкой ленты 4 и фиксируют в клиновидных щелях «а. При этом нить фиксируется за счет упругого обжимающего воздействия пластмассы выступа. В случае обрыва нити с одной или с другой стороны упругое обжимающее воздействие выступа на нить создает силу трения, удерживающую нить в щели и не допускающую ее перемещение в направлении действия упругих сил сжатия нити. По Мере натяжения нити при вязке, нить сильнее врезается в щель и тем самым эффект стопорения усиливается.
20 Предлагаемый способ позволяет сократить время на изготовление жгута, исключить использование дополнительных клеющих материалов и специальных оплавителей выступов.
729871 34
Формула изобретениялью повышения производительности вязки
Способ вязки монтажного жгута по авт. лях, выполненных на боковых поверхностях св. № 346823, отличающийся тем, что, с це- выступов пластмассовой гибкой ленты.
жгута, нить фиксируют в клиновидных ще
/
ИапраёАение вязка
-л
3
