фиг.з
Изобретение относится к техноло- гии раскладки проводов в жгуты при изготовлении радиоэлектронной аппаратуры и может быть использовано в приборостроит.ельной промьшленности.
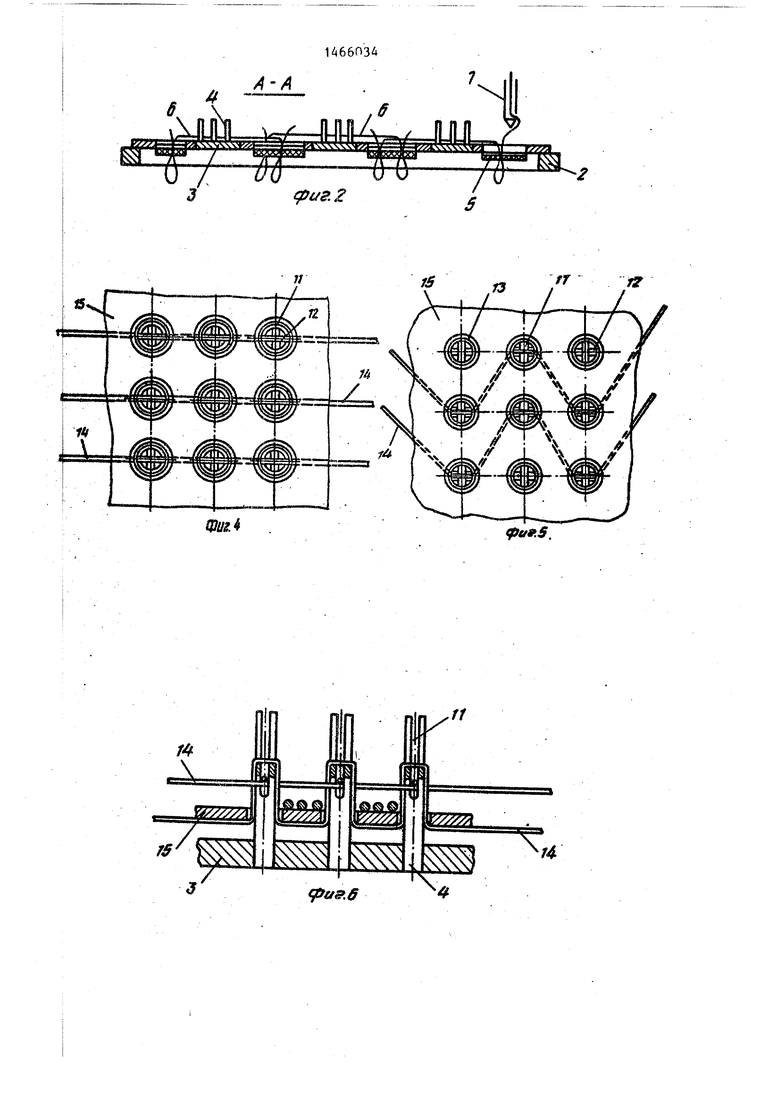
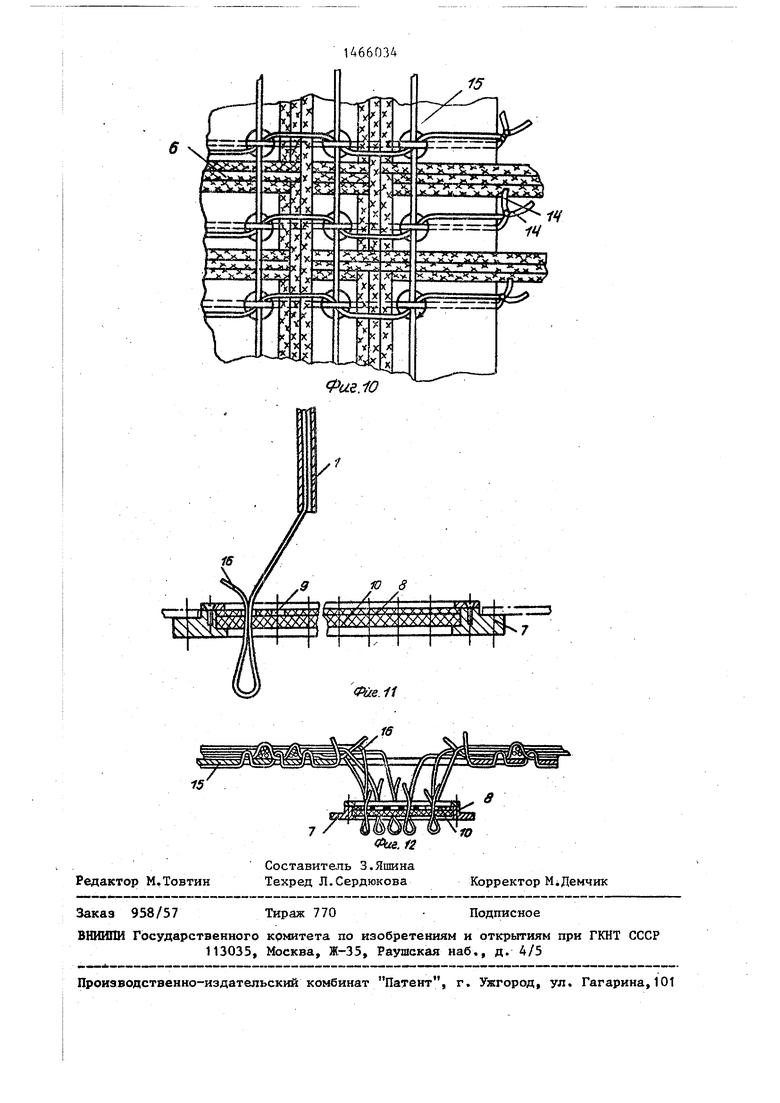
Цель изобретения - повышение производительности и расширение технологической возможности,, На фиг.1 показано устройство, общий ВИД на фиг.2 - разрез А-А на фиг.1; на фиг.З - часть съемной секции со штырями с уложенной нитью или шнуром и несущей панелью,; на фиг. 4 - вид сверху на фиг.З, при продольной укладке нити или шнура; на фиг.5 - то же, при зигзагообразной укладке нити или шнура; на фиг.6 - часть съемной секции со штьфями после рас- кладки проводов и прокладки допол-- нительных нитей или шнуров| на фиг.7 вид сверху на фиг.6; на фиг.8 - крестообразные пазы штыря с уложенными нитями или шнурами; на фиг.9 - часть жгута, увязанного к несущей панели; на фиг.10 - вид сверзсу на фиг.9; на фиг.11 - маркировочный трафарет, продольный разрезI на фиг,12 - часть жгута после вязки перед монтажем концов проводов.
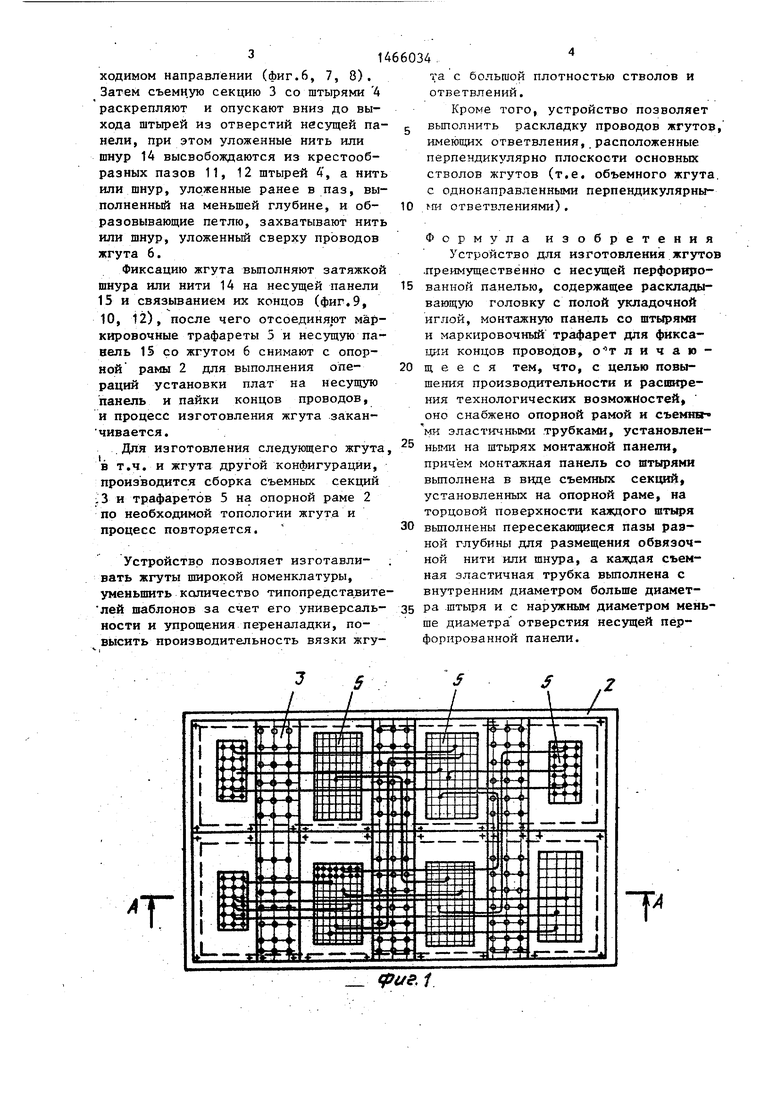
Устройство для изготовления жгутов содержит раскладывающую головку с полой укладочной иглой 1, опорную раму 2., на которой установлена монтажная панель в виде съемных секций 3 со штьгрями 4 и маркировочные трафареты 5 согласно конфигурации жгутов и определяющее направление стволов раскладываемого жгута 6 и места заделки концов проводов (фиг.1, 2).
Маркировочные трафареты 5 выполнены в виде съемных рамок 7 с обжатыми и зафиксированньми двумя слоями эластичного материала, например, резины и- полихлорвинила, при этом верхний слой 8 имеет отверстия 9 диаметром больше или равным диаметру укладочной иглы 1 , а нижний слой 10 имеет крестообразные просечки или отверстия меньше диаметра иглы 1 (фиг,11).
Съемные секц:ии 3 содержат элементы крепления (например, винты, защелки и др.) к опорной раме 2, которые обеспечивают их быстрое и удобное раскрепление и съем.
Штыри 4, в верхней части которых вдоль продольной оси на торцовой
поверхности вьтолнены пересекающиеся (крестообразные) пазы 11, 12 на разной глубине, установлены в- съемJ ной секции 3 жестко ипи съемно. На штыри 4 одеты съемные трубки 13 из эластичного материала, внутренний диаметр которых больше диаметра штырей на величину, равную не менее двух
0 диаметров или толщин нити или шнура 14, а наружный диаметр меньше диаметра отверстия несущей перфорированной панели 15, являющейся конструктивными элементом жгута 6 (фиг.З
5 4, 5).
Устройство работает следующим образом.
Сначала на опорной раме 2 устанавливают съемные секции 3 монтажной
0 панели со штырями 4 и маркировочные трафареты 5 согласно конфигурации жгута, жестко фиксируют и закрепляют их в опорной раме.
В пазы 12, выполненные на меньшей
5 глубине верхней части штырей 4, укладывают нить или шнур 14 вдоль рядов штырей или в другом необходимом направлении (фиг.З, 4, 5). Укладка нити или шнура 14 в пазы штырей выполняет0 ся с последовательным одеванием на штыри 4 трубок 13 из эЛастичного материала, которая обжимает нить .или шнур 14 по длине выступающей над секцией 3 части штыря 4, прижимая ее к -.
5 поверхности секции 3 (фиг.З). Затем на штыри 3 с одетыми трубками 13 насаживают несущую панель 15 с отверстиями в координатной сетке, оси которой совпадают с.осями координатной
0 сетки, в узлах которой установлены штыри 4 съемной секции 3, и разъем- но фиксируют к опорной раме 2.
После этого вьтолняют автоматизированную (или ручную) раскладку про5 водов 16 с поиощью укладочной иглы 1 между штырями 4 в соответствии с топологией жгута 6.
Фиксация и адресация концов проводов 16 производится в эластичных
0 слоях 8, 10 маркировочных трафаретов 5 (фиг.11).
После раскладки всех проводов сформированный жгут 6 обвязывают нит- 5 кой или шнуром 14 следукщим образом. Со штырей 4 снимают трубки 13 из эластичного материала, в пазы 11, вы-. полненные на большей глубине штырей 4, продевают нить или шнур 14 в необходимом направлении (фиг.6, 7, 8). Затем съемн.ую секцию 3 со штыряю 4 раскрепляют и опускают вниз до выхода штырей из отверстий несущей па- нели, при этом уложенные нить или шнур 14 высвобождаются из крестообразных пазов 11, 12 штырей 4, а нить или шнур, уложенные ранее в паз, выполненный на меньшей глубине, и об- разовывающие петлю, захватывают нить или шнур, уложенный сверху проводов жгута 6,
Фиксацию жгута выполняют затяжкой шнура или нити 14 на несущей панели 15 и связыванием их концов (фиг.9, 10, 12), после чего отсоединяют маркировочные трафареты 5 и несущую панель 15 со жгутом 6 снимают с опорной рамы 2 для выполнения one- раций установки плат на несущую панель и пайки концов проводов, и процесс изготовления жгута закан- чивается.
.Для изготовления следующего жгута в т.ч. и жгута другой конфигурации, производится сборка съемных секций .3 и трафаретов 5 на опорной раме 2 по необходимой топологии жгута и процесс повторяется.
Устройство позволяет изготавливать жгуты широкой номенклатуры, уменьшить количество типопредставите лей шаблонов за счет его универсаль- ности и упрощения переналадки, повысить производительность вязки жгу
0
5 0
5
5
0
та с большой плотностью стволов и ответвлений.
Кроме того, устройство позволяет выполнить раскладку проводов жгутов, имеющих ответвления, расположенные перпендикулярно плоскости основных стволов жгутов (т.е. объемного жгута. с однонаправленными перпендикулярными ответвлениями).
Формула изобретения
Устройство для изготовления жгутов .преимущественно с несущей перфорированной панелью, содержащее раскладывающую головку с полой укладочной иглой, монтажную панель со штырями и маркировочный трафарет для фиксации концов проводов, о тличаю- щ е е с я тем, что, с целью повышения производительности и расширения технологических возможностей оно снабжено опорной рамой и съемнв ми эластичными трубками, установлен- ныг-ш на штьфях монтажной панели, причем монтажная панель со штырями вьтолнена в виде съемных секций установленных на опорной раме, на торцовой поверхности каждого штыря выполнены пересекающиеся пазы раэ- ной глубины для размещения обвязочной нити или шнура, а каждая съемная эластичная трубка выполнена с внутренним диаметром больше диаметра штыря и с наружным диаметром меньше диаметра отверстия несущей перфорированной панели.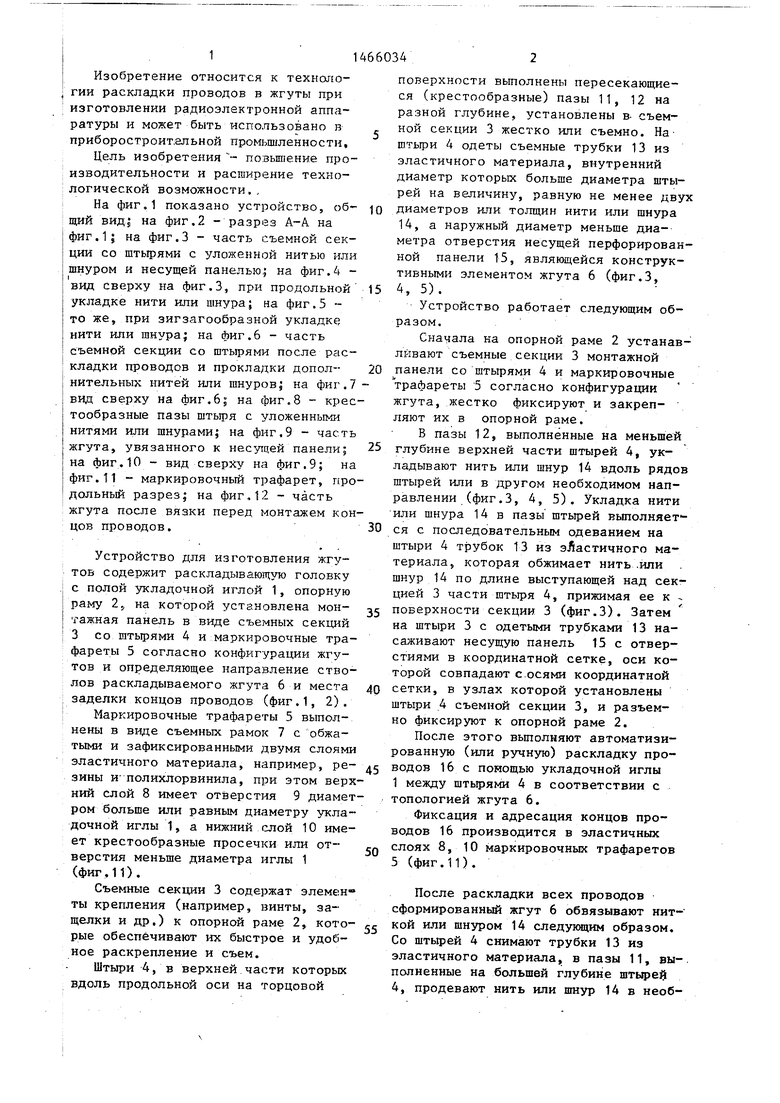
| название | год | авторы | номер документа |
|---|---|---|---|
| Маркировочный трафарет преимущественно в устройствах для раскладки проводов в жгут | 1988 |
|
SU1598255A1 |
| Шаблон для раскладки проводов в жгут | 1985 |
|
SU1302451A1 |
| Способ крепления концов проводов при их раскладке в жгут на шаблоне | 1988 |
|
SU1699032A1 |
| Шаблон для изготовления жгутов проводов | 1985 |
|
SU1354252A1 |
| Шаблон для раскладки проводов в жгут | 1986 |
|
SU1401656A1 |
| Жгут и шаблон для раскладки проводов в жгут | 1986 |
|
SU1496020A1 |
| Устройство для прокладки проводов на шаблоне | 1977 |
|
SU743041A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Шаблон для укладки проводов | 1984 |
|
SU1474875A1 |
| Устройство для раскладки проводов в жгут | 1988 |
|
SU1672598A1 |
Изобретение может быть использовано в области приборостроения. Устройство для изготовления жгутов преимущественно с не сущей перфорирог ванной панелью содержит раскладьшаюг щую головку с полой укладочной иглоА, монтажную панель в виде установленных на опорной раме съемных секций 3, на которой размещены штыри 4, на торцовой поверхности каждого из которых имеются пересеканнциеся пазы разной 13 глубины для размещения обвязочной нити или шнура. На штыри 4 надеты съемные эластичные трубки (СЭТ) 13, внутренний диаметр которых больше диаметра штырей 4 на величину, равную не менее двух диаметров или толщин, нити или шнура, а наружный диа- метр меньше диаметра отверстия не- :сущей перфорированной панели (НПП) |15, являющейся конструктивным зле- ментом жгута. Фиксацию жгута выполняют затяжкой шнура или нити на НПП 15 и связыванием их концов, после чего отсоединяют маркировочные трафареты и НПП 15 со жгутом, снимают с опорной рамы для выполнения операций установки плат на несущую панель ч и пайки концов проводов. СЭТ 13 надевается на штырь 4 после укладки нити или шнура вдоль рядов щтьфей или в другом направлении для прижатия к поверхности съемных секций 3. Устройство позволяет изготавливать жгуты широкой номенклатуры. 12 ил. /7 i (Л О) О) О 00 4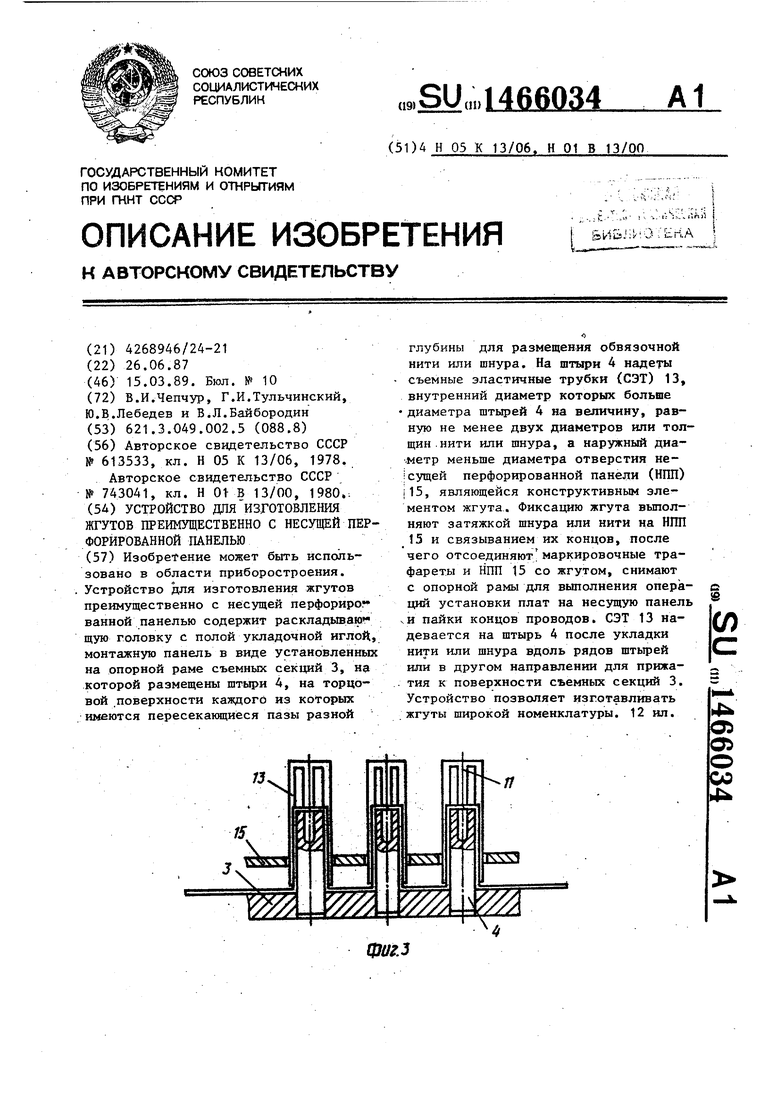
Т
т
е. f
-А
fjOo9,6
u.S.
П
cf3tjs.7
6 11
pu9.8
/y,
Фагг. 3
ffius.iO
М.Товтин
7/
. f2
Составитель З.Яшина Техред Л.Сердюкова
Заказ 958/57
Тираж 770
ВНШШИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
К(е.И
Корректор М4Демчик
Подписное
| Шаблон для монтажа электрических жгутов | 1976 |
|
SU613533A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для прокладки проводов на шаблоне | 1977 |
|
SU743041A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
