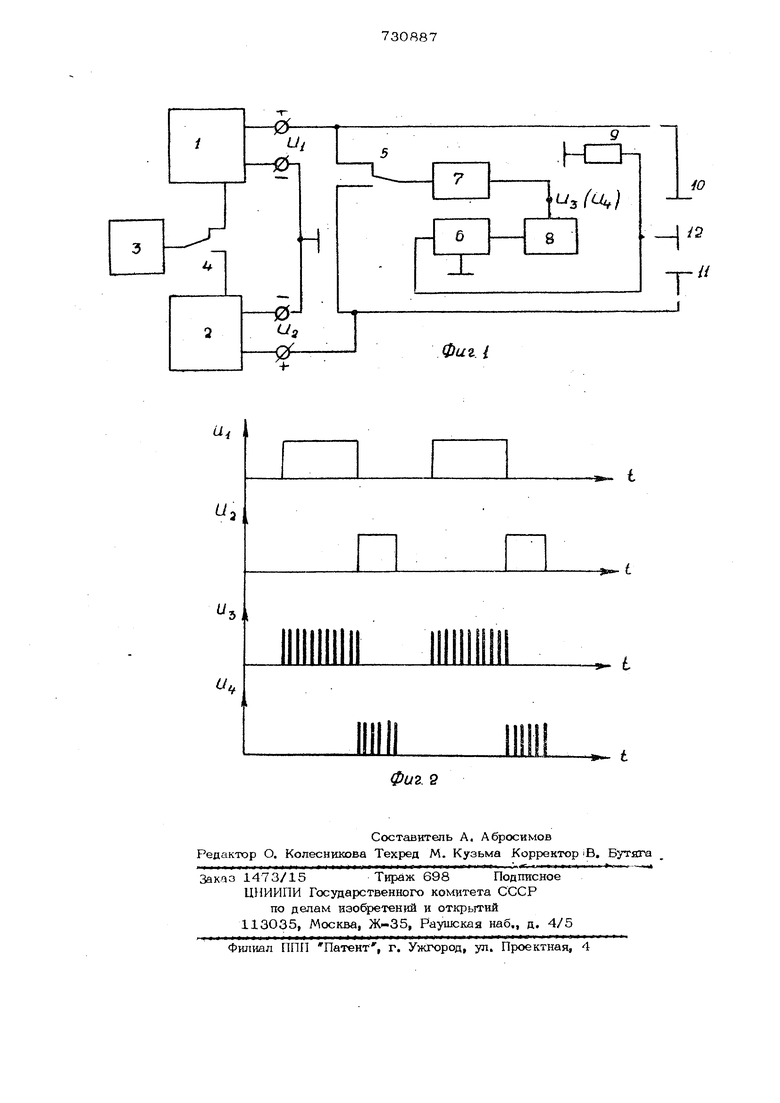
Иаобретение относится к Гальвано- пластйсе и может быть использовано для контроля и регулирования гальванич еЬких процессов. Известно устройство для регулировани соотношения металлов в сплаве, полученном в гальванической ванне электролитг&« ческеал способом в условиях пульсврую : щего тока, содержащее источники питания, реле времени, гфиборы контроля тока резистор, переключатель источников питания, усилитель и частотомер Tl . Недостаток известного устройства заключается в относительно низкой точности регултфования соотношения металлов в сплаве и его механических свойств. Цель изобретения - повышение To tности регутщрования соотношения металлов в сплаве и улучшение его механи-: чес кия: свойств. . Поставленная цель достигается тем, что в устройство дополнительно введен блокинп-генератор, а резистор включен последовательно с анодом и подключен ОДНИМ концом к общему приводу, а дру гим ко входу усилителя, выход которого :Подключен ко ВХОДУ бпошшг генератора, последовательно соединенного с частотомером, другой вхбд которого подключен к переключателю источников тска. В устройстве изменяется длительность импульсов, питающего напряжения, которое после вьшеления на резисторе преоб, разуется в частоту и подсчитывается частотомером, при этом количество ш пульсов пропорционально среднему току, протекающему через анод при неизменной амплитуде анодного напряжения. На фкг. 1 приведена схема устройства контроля и регул1фования соотношения ме;таллов в сплаве, полученного электролитическим методом в условиях пульсирующего тока на фиг. 2-эшоры напряжений. Схема содер ит источники питания 1,2, реле 3 времени, контакты 4 реле 3, переключатель 5 источников питания, усилитель 6, частотомер 7, блокинг генера-ч
тор 8, |XJ3HCTop 9, аноды 10 и 11, ка тод 12.
Устройство работает следующим со- разом.
Реле врюмени, переключая контакты 4 реле в верхнее или нижнее положение, включает поочередно источники 1,2 питания, при этом на аноды 10, 11 пода ется питающее напряжение. Время, в течение которого аноды 10 или 11 находятся под напряисением Iдлительность ил пульсов), задается реле 3 времени. Таким образом, изменяя время включения источников 1,2 питания, можно изменять время протекания тока между анодом 10 и катодом 12 или мегаду анодом 11 и катодом 12. Для регулирования соотношения металлов в сплаве необходимо контролировать длительность импульсов, подаваемых с источников питания на аноды 1О и 11 при постоянной амплитуде питающего напряжения. Чтобы проконтро- лировать длительность выходныхимпуль сов, например, источника 1 ffi тaнияt необходимо переключатель S поставить в вергшее положение. При включении источника 1 питания между анодом 1О и катодом 12 протекает ток, при этом на резисторе 9 выделяется напряжение, которое подается на вход усилителя 6. Напряжение, снимаемое с усилителя 6, подается на вход блокинп-генератора 8, который, возбуждаясь, генерирует импульсы, продолжительность которых зависит от длительности выходных импульсов, подаваемых .с усилителя 6, а, следовательно, от импульса источника 1 питания.
С выхода блокинг-генератора импульс подаются на вход частотомера 7, на другой вход которого одновременно через Переключатель 5 подаетсяимпульс синхронизаиони от источника 1 питания
Таким образом, частотомер 7 просчитывает только те импульсы с блокинг-генератора, которые выделяются на резисторе 9 при включении источника 1 питания.
При включении переключателя 5 в нижнее положение контролируеах:я длительнос;ть импульсов с источника 2 питания,
Работа схемы поясняется эпюрами напряжений, снятыми в основных точках данного устройства, где -И и H,g импульсы, снятые с выхода источников 1,2 питания, И и MV импульсы с выхода блокинх -генераторо, причем количество импульсов в пачке соответствует длительности импульсов источника питания.
Таким образом, устройство позволяет повысить точность контроля и регулирования соотношения токов, питающих галь ваническую ванну, а, следовательно, упуч- шить механические свойства пол чаемого сплава, не требует дорогостоящего оборудования и высококвалифицированного обслуживающего персонала и позволяет автом;атизировать гальванопластическое осаждение сплава заданного состава. Формула изобретения
Устройство для регулирования соот ноше}1ия металлов в сплаве, получе1Шом в гальванической ванне электролитическим способом в условиях пульсирующего тока, содержащее источники питания, реле времени, приборы контроля тока, резистор, переключатель источников питани$ ус литель и частотомер, отличаюш, е е с я тем, что ,с целью повышения точности регулирования соотношений металлов в сплаве и улучшения его механических свойств, в него дополнительно введен блокинр-генератор, а резистор включен последовательно с анодом и. подключен одним концом к общему приводу,а другим ко входу, усилителя, выход которого подключен ко входу блокинг-генератора, последовательно соединенного с частотомером, другой вход которого подключен к переключателю истошиков питания.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР по заявке № 2473377, кл. С 25 D 21/1 2, 06,04,77.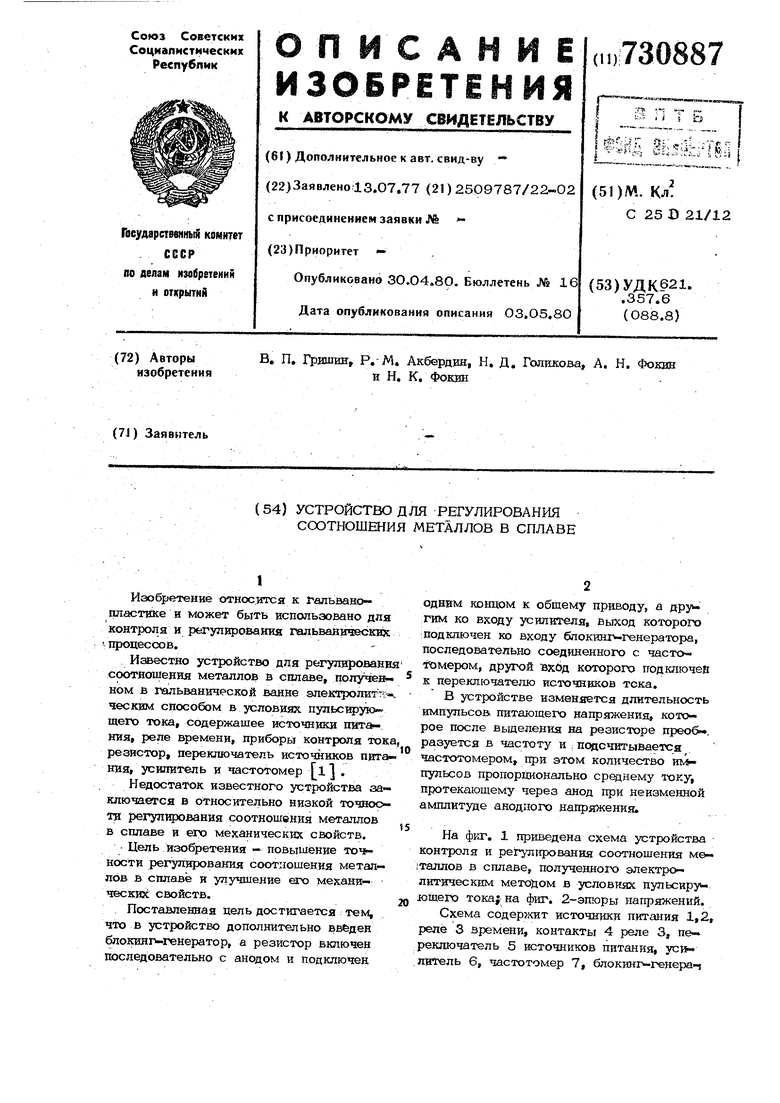
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройсво для регулирования соотношения металлов в сплаве | 1977 |
|
SU627184A1 |
| Тиристорный источник тока для электролитического осталивания | 1978 |
|
SU749947A1 |
| Ждущий блокинг-генератор | 1976 |
|
SU627566A1 |
| Пропорциональный терморегулятор | 1980 |
|
SU864261A1 |
| Устройство импульсного нагрева | 1987 |
|
SU1466880A1 |
| Способ регулирования содержания металла в сплаве | 1976 |
|
SU579352A1 |
| Электронная система зажигания | 1974 |
|
SU637545A1 |
| Устройство для защитного отключения в трехфазной сети с заземленной нейталью | 1989 |
|
SU1663680A1 |
| Многодвигательный электропривод | 1990 |
|
SU1818676A1 |
| Устройство для обработки металлов давлением | 1976 |
|
SU611766A1 |