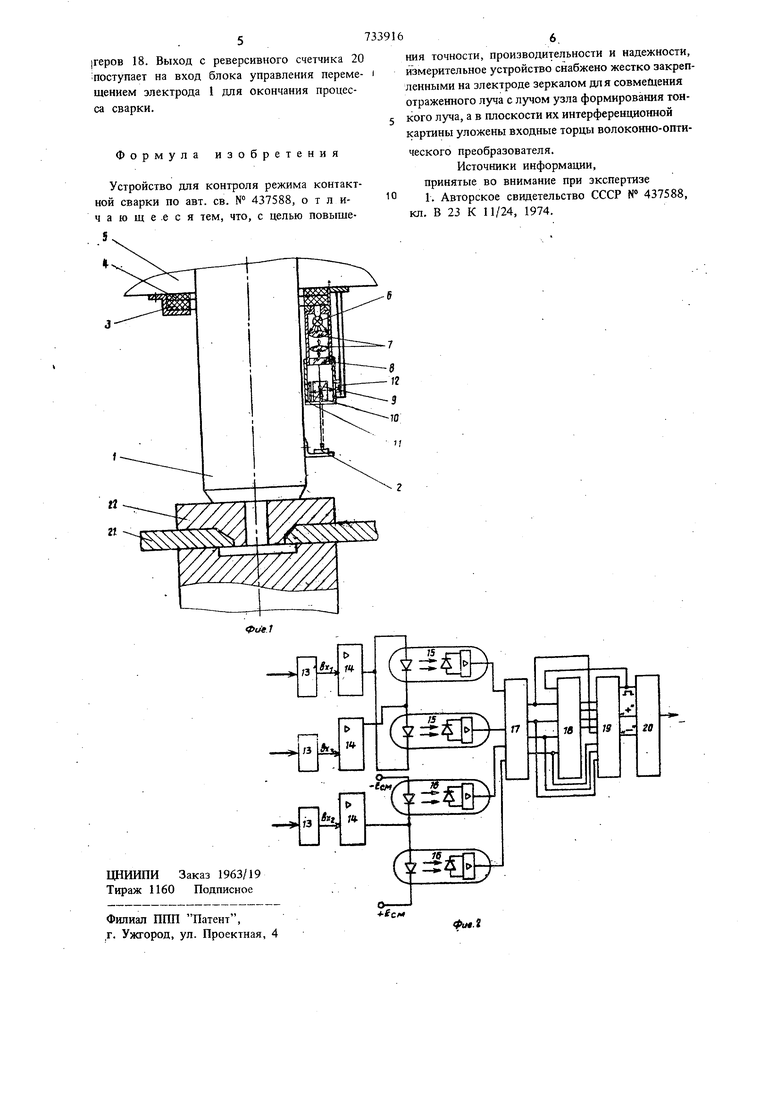
37 На фиг. 1 показано устройство, общий вид, частичный разрез; на фиг. 2 - структурная схема. Устройство содержит подвижный электрод 1 с жестко закрепленным на нем зеркалом 2, обмотки 3 и 4 трансформатора, установленного на станине 5, источник 6 когерентного излучения с геометрической оптикой 7 и интерференционным светофильтром 8, светоделительный кубик 9, неподвижное зеркало 10, жестко связанное через корпус 11 со станиной. В плоскости интерференционной картины установлены входные полированные торцы волоконно-оптического преобразователялинейки 12, набранной из лент световодов, размеры которых согласовываются с интерференционной картиной. Оптическая информация о рабочем перемещении подвижного электрода при сварке фотоэлектрическими преобразователями 13 преобразуется. в электри ческие сигналы, которые после усиления усилителями 14 поступают на оптроны 15 анализа разбаланса. Посредством оптронов 15 определяется очередность засветки лент световодов волоконно-оптического преобразователя при перемещении подвижного электрода. Элек трические сигналы с выходов фотоэлектрических преобразователей 13, соответствующих первой и третьей ленте световодов, поступают на вход оптронов 15. Оптроны 16 устанавливают предельные значения интенсивности света (максимальное или минимальное значение)., на ленте световода, т.е. волоконно-оптическая линейка, торцы которой расположены в плоскости интерференционной картины, при такой логической схеме обработки оптической инфор мации образована из трех лент световодов. Два состояния разбаланса и состояние max и min освещенности лент световодов позволяют выявить направление перемещения подвижного электрода и сформировать сигнал для дальнейщей обработки оптической информации. Эти состояния оптических элементов фик сируются четырех стабильным триггером 17, информация о предыдущих состояниях которого хранится триггером 18 до момента окон чания работы блока 19 анализа перемещения. Реверсивный счетчик 20 фиксирует импульсы, которые определяют действительное перемеще ние электрода в процессе сварки, исключая возможные вибрации и обратный ход. При необходимости информация с выхода ревер.сивного счетчика может быть преобразована для цифровой индикации в десятичном коде, соответствующим (ицровым значениям едини. цы измерения длины. Счетчиком 20 задается соответствующее значение уставки на перемещение подвижного электрода для данных свариваемых деталей и технологического оборудования. По сравнению действительного перемещения с заданным выдается управляющее воздействие на исполнительное устройство. Устройство функционирует следующим образом. После установки свариваемых деталей 21 и 22 датчиком положения подается команда на включение системы управления и опускание электрода 1. Одновременно с электродом 1 перемещается жестко закрепленное на нем зеркало 2. Когда электрод соприкасается с деталью 22, образуется электрическая цепь с больщим электрическим током, при этом во вторичных обмотках 3 и 4 трансформатора, укрепленного на станине 5, наводится ЭДС rf появляется ток в цепи источ ника 6 излучения. С помощью геометрической оптики 7 и интерференционного фильтра 8 формируется когерентный световой поток, который светоделительным кубиком 9 направляется на подвижное зеркало 2 и неподвижное зеркало 10. Отраженный от подвижного зеркала 2 луч имеет в себе информацию о действительном перемещении эл.ектрода 1. Л}, отраженный -от неподвижного зеркала, является опорным. Оба этих луча интерферируют и интерференционная картина воспринимается волоконно-оптическим преобразователем, набранным например; из трех лент световодов. Число интерференционных полос за время перемещения электрода регистрируется электроннологической схемой и обрабатывается по требуемому алгоритму. При этом оптические сигналы с первой, второй и третьей лент световодов волоконно-оптического преобразователя преобразуются фотоэлектрическими преобразователями 13 в соответствующие электрические входы. Первый и третий вход анализируются на разбаланс светодиодами оптронов 15, которые выявляют степень освещенности (контрастности) интерференционных полос с целью установления признака, характеризующего направление перемещения интерференщюнных полос. Оптрокы 16 по второму входу анализируют интерференционную картину по максимальной или минимальной освещенности. По сигналам, характеризующим состояние разбаланса максимальное и минимальное значения, четырехстабильный триггер 17 переключается из одного состояния в другое. Информация о предыдущем состоянии этого триггера хранится на триггерах 18. На каждое изменение состояния триггера 17 узел 19 анализа перемещения выдает импульс и команду реверсивному счетчику 20 на выполнение операций сложения или вычитания одновременно изменяя состояние триг|геров 18. Выход с реверсивного счетчика 20 поступает на вход блока управления переме- i щением электрода 1 для окончания процесса сварки.
Формула изобретения
Устройство для контроля режима контактной сварки по авт. св. № 437588, о т л ичающе.еся тем, что, с целью повышения точности, производительности и надежности, измерительное устройство снабжено жестко закрепленными на электроде зеркалом для совмеШения отраженного луча с лучом узла формирования тонкого луча, а в плоскости их интерференционной картины уложены входные торцы волоконно-оптического преобразователя.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР N 437588, кл. В 23 К 11/24, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля режима контактной сварки | 1980 |
|
SU929366A1 |
| Лазерный измеритель скорости объекта | 1991 |
|
SU1780016A1 |
| Устройство для автоматической фокусировки оптической системы записи-воспроизведения информации | 1990 |
|
SU1802877A3 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ФОКУСИРОВКИ ИЗЛУЧЕНИЯ | 1991 |
|
RU2035772C1 |
| Волоконно-оптический гироскоп | 1989 |
|
SU1714515A1 |
| Устройство для измерения перемещений объекта | 1980 |
|
SU1716315A1 |
| Устройство контроля диаметра световодов и оптических волокон | 1990 |
|
SU1768962A1 |
| ОПТИКО-МЕХАНИЧЕСКИЙ ИЗМЕРИТЕЛЬ ДАВЛЕНИЯ | 1999 |
|
RU2159925C1 |
| ИНТЕРФЕРЕНЦИОННЫЙ КОМПАРАТОР ДЛЯ ИЗМЕРЕНИЯ КОНЦЕВЫХ МЕР ДЛИНЫ | 1966 |
|
SU213358A1 |
| Интерферометрическое измерительное устройство | 1982 |
|
SU1165878A1 |
