янного напряжения, причем выход последнего одновибратора через формирователь запускающих импульсов и устройство управления соединен с входом первого одновибратора.
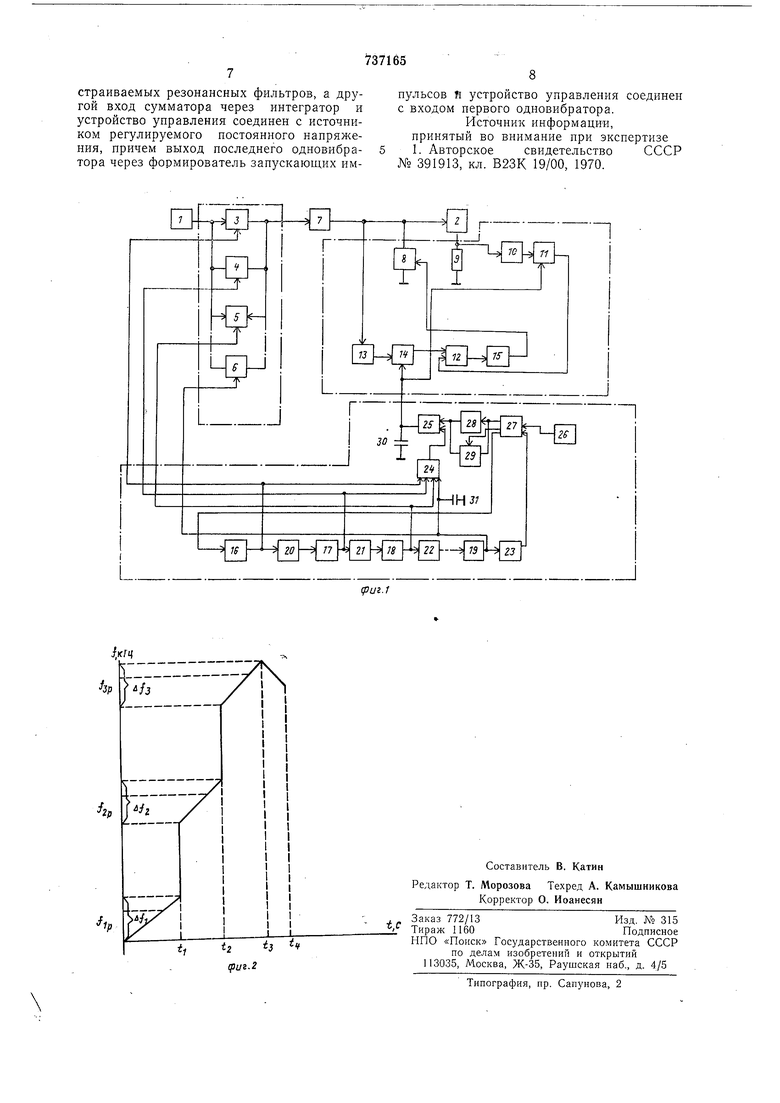
На фиг. 1 приведена функциональная электрическая схема устройства; на фиг. 2 - графически временная зависимость частоты колебаний сварочного инструмента за цикл сварки.
Устройство содержит основные узлы: генератор I шума с равномерной спектральной плотностью, широкополосный электроакустический преобразователь 2, функциональных аттенюаторов 3-6, цепь обратной связи по фазе между током и напряжением нреобразователя ,и блок задания режимов сварки.
Сигнал с выхода генератора 1 шума через управляемые напряжением параллельно включенные аттенюаторы 3-6, подается на вход зсилителя 7 мощности. Выход усилителя 7 мощности нагружен иа управляемую реактивность 8 и преобразователь 2 с последовательно включенным измерительным сопротивлением 9.
С сопротивления 9 через усилитель 10 и электрически перестраиваемый резонансный фильтр 11 напряжение, пропорциональное току через преобразователь 2, подается на один вход фазового детектора 12 цепи обратной связи по фазе. На другой вход фазового детектора 12 подается напряжение с выхода усилителя 7 мощности через аттенюатор 13 и электрически перестраиваемый резонансный фильтр 14. Выход фазового детектора 12 через усилитель 15 тока соединен с управляемой реактивностью 8.
Сигнал на управляющие входы функциональных аттенюаторов 3-6 подается с выходов цепочки последовательно соединенных одновибраторов 16, 17, 18, 19 блока задания режимов сварки, разделенных формирователями 20, 21, 22, 23 заиускающих импульсов по заднему фронту имнульса с выхода предыдущего одновибратора. Эти же выходы одновибраторов через буфферное устройство 24 соединены с одним входом сумматора 25. На другой вход сумматора 25 напряжение подается с источника
26регулируемого напряжения через блок
27управления и иитегратор 28 с электронным ключом 29 для сброса его в «нуль. Импульс управления на ключ 29 подается с блока 27 управления.
Сигнал с выхода сумматора 25 подается иа управляющие входы перестраиваемых резонансных фильтров 11, 14 цепи обратной связи по фазе. Выход одновибратора 19 через формирователь 23 запускающих импульсов и блок 27 управления соединен с входом первого одновибратора 16.
До момента сварки напряжение на выходах одновибраторов 16, 17, 18, 19 равно нулю и аттеиюаторы 3-6 закрыты. Сигнал
на входе усилителя 7 мощности, а Следовательно, на преобразователе 2, отсутствует. Рассмотрим работу устройства, ограничившись для простоты циклом сварки с возбуждением преобразователя на частотных диапазонах, нанример, в области трех гармоник механического резонанса.
В начале сварки сигнал с блока 27 управления формирует на выходе одновибратора 16 импульсное напряжение, открывающее функциональный аттенюатор 3, затухание которого установлено таким, что на вход преобразователя 2 подается усиленный широкополосным усилителем 7 мощности
шумовой сигнал оптимальной для микросварки величины. Это же наиряжение с выхода одновибратора 16 через буферное устройство 24 и сумматор 25 подается на управляющие входы электрически перестраиваемых резонансных фильтов 11, 14. Буферное устройство 24, помимо обеспечения электрической развязки, уменьшает напряжение с выхода одновибратора 16 до такой величины, чтобы этим напряжением резонансиые фильтры И, 14 нерестроились в область первой резонансной частоты нреобразователя 2. В общем случае это может быть перестраиваемый частотный диапазон любой величииы. Одновременно с источника
26 регулируемого напряжения через блок 27 управления на вход интегратора 28 подается постоянное напряжение. На выходе интегратора 28 появляется изменяющееся во времени напря кение, которое, складываясь в сумматоре 25 с постоянным иаиряжением на выходе одновибратора 16, умеиьшениом до необходимой величииы буферным устройством 24, подается на резонансные фильтры 11, 14. Резонансные фильтры
сиихроино и последовательно перестраиваясь избирают из спектра шумового сигнала равные частоты в полосе А/ вблизи первой гармоники резонансной частоты fip преобразователя 2.
Избираемые частоты сравниваются по фазе в фазовом детекторе 12, напряжение с выхода которого через ус.;литель 15 тока изменяет величину управляемой реактивности 8 таким образом, что резонансная частота контура, образованного управляемой реактивностью 8 и статистической реактивностью преобразователя 2, становится равной частоте, выделяемой перестраиваемыми резонансными фильтрами 11, 14. При этом
акустическая мощиость, отдаваемая иреобразователям 2, максимальиа.
Таким образом, в каждый даиный момент цикла сварки, за счет работы цепи обратиой связи по фазе между током и иапряжением
преобразователя, статическая реактивность преобразователя 2 компенсируется управляемой реактивностью 8 для частоты, выделенной из шумового сигнала резонансными фильтрами И, 14.
В момент времени /i импзльсное папряженне на выходе одновибратора J6 становится равным нулю, функциональный аттенюатор 3 закрывается, а одновнбратор 17 запускается задним фронтом этого имнульса через формирователь 20, Постоянное напряжение, возникающее на выходе одновибратора 17, через буферное устройство 24 и сумматор 25 попадает на резонансные фильтры 11, 14 п скачкообразно перестраивает их в область частот А/2, близких ко второй гармонике /ЗР механического резонанса преобразователя 2, а линейно меняющееся напряжение с выхода интегратора 28 через сумматор 25 снова плавно перестраивает фильтры И, 14 в этой области частот. Одновременно напряжение с выхода одновибратора открывает функциональный аттенюатор 4, и на вход усилителя 7 мощности подается шумовой сигнал оптимальной амплитуды для данного момента процесса микросварки.
В момент времени t, определяемый длительностью импульса, формируемого одновибратором 17, запускается одновибратор 18, напряжением с выхода которого резонансные фильтры И, 14 скачкообразно перестраиваются в область третьей гармоники А /3 резонансной частоты преобразователя. Напряжением источника 26 частота перестраиваемых фильтров 11, 14, медленно изменяясь, проходит участок А /з с резонансной частотой /зр.
В момент времени t имнульс с блока 27 управления открывает электронный ключ 29, интегратор 28 сбрасывается в «нуль и закрывается функциональный аттенюатор 5. Для обеспечения плавного изменения амплитуды механических колебаний сварочного инструмента в переходные периоды и в конце цикла сварки включены запоминающие емкости 30, 31. В момент времени 4 цикл сварки заканчивается.
Для получения нового цикла сварки с блока 27 управления выдается запускающий импульс на вход одновибратора 16.
Диапазон частот ступенчатого прохождения и частот, на которых возбуждается преобразователь 2, выбирают исходя из физико-химических и электронно-механических свойств свариваемых деталей, параметров эквивалеитной электрической схемы замещения электроакустического преобразователя 2 и минимума радиопомех в определенных частотных диапазонах.
Изменяя уровень напряжения источника 26 регулируемого постоянного напряжения, длительность и амплитуду импульсов, формируемых одновибраторами 16, 17, 18, 19, величины затуханий, вносимых функциональными аттенюаторами 3, 4, 5, 6, можно в щироких пределах регулировать время сварки, скорость изменения частоты около области резонанса, время и величину мощности, выделяемой на гармониках механического резонанса преобразователя, и тем самым в зависимости от условий выбрать оптимальный режим сварки, обеспечивающий качественное соединение деталей. Применение в качестве задающего генератора источника щума позволило улучшить согласование с преобразователем, так как в каждый момент времени из цикла сварки на входе преобразователя, настроенного в
областьрезонанса одной из его механических гармоник, присутствует спектр частот, в котором всегда имеется необходимая резонансная частота. Данное устройство может работать не
только на высших гармониках, но и в любом частотном диапазоне от ультразвукового до гиперзвукового, так как величина рабочих интервалов частот и частотных интервалов между рабочими частотами может
выбираться в зависимости от физико-химических параметров зоны микросварки, а также конструктивных и физических нараметров используемых ультразвуковых и гиперзвуковых преобразователей.
Формула изобретения
Устройство для ультра- и гиперзвуковой микросварки и пайки, содержащее последовательно соединенные генератор щума с равномерной спектральной плотностью, широкополосный усилитель мощности, электроакустический широкополосный преобразователь, блок задания режимов сваркн н пайки, имеющий последовательно соединенные источники регулируемого ностоянного напряжения, устройство управления, интегратор с ключом для сброса его в исходное состояние и устройство обратной связи по
фазе между током и напряжением преобразователя, причем выход фазового детектора устройства обратиой связи через усилитель тока соединен с управляющим входом электрически управляемой реактивности, подключенной к выходу усилителя мош,ности, отличающееся тем, что, с целью повышения качества соединения, в устройство дополнительно введены параллельно соединенные функциональные аттенюаторы,
включенные между выходом генератора шума и входом усилителя мощности, электрически нерестранваемые резонансные фильтры, включенные последовательно в цепь тока и напряжения устройства обратной
связи по фазе, а в блок задания режимов сварки и найки введены цепочка последовательно соединенных времязадающих одновибраторов, разделенных формирователями занускающих импульсов, буферное
устройство и сумматор, при этом выходы одновибраторов соединены с управляющими входами функциональных аттенюаторов н через буферное устройство с одним входом сумматора, выход которого соединен с управляющими входами электрически пере7страиваемых резонансных фильтров, а другой вход сумматора через интегратор и устройство управления соединен с источником регулируемого постоянного напряжения, причем выход последнего одновибра-5 тора через формирователь запускающих им8пульсов и устройство управления соединен с входом первого одновибратора. Источник информации, принятый во внимание при экспертизе 1. Авторское свидетельство СССР № 391913, кл. В23К 19/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой микросварки | 1980 |
|
SU925589A1 |
| УСТРОЙСТВО ДЛЯ ВЫДЕЛЕНИЯ И ПРЕОБРАЗОВАНИЯ ПОЛЕЗНОЙ (ИНФОРМАЦИОННОЙ) СОСТАВЛЯЮЩЕЙ СИГНАЛА ДАТЧИКА РАСХОДОМЕРА ВИХРЕВОГО ТИПА | 2000 |
|
RU2176380C1 |
| Способ управления процессом микросварки | 1977 |
|
SU659320A1 |
| Измеритель параметров усилителей | 1980 |
|
SU941913A1 |
| Устройство для измерения приращений емкости или индуктивности | 1980 |
|
SU954896A1 |
| Демодулятор двухразрядной импульсно-кодовой модуляции (ИКМ) с инерционным компандированием | 1987 |
|
SU1552368A1 |
| Устройство для измерения комплексного коэффициента передачи четырехполюсника СВЧ | 1988 |
|
SU1596275A1 |
| Программный генератор | 1983 |
|
SU1190484A1 |
| Инфранизкочастотный фазометр | 1975 |
|
SU736004A1 |
| УПРАВЛЯЕМЫЙ ГЕНЕРАТОР КВАДРАТУРНЫХ СИГНАЛОВ | 2014 |
|
RU2565362C1 |
