жения и выдачи заготовки в .разгрузочный жеЛОб.
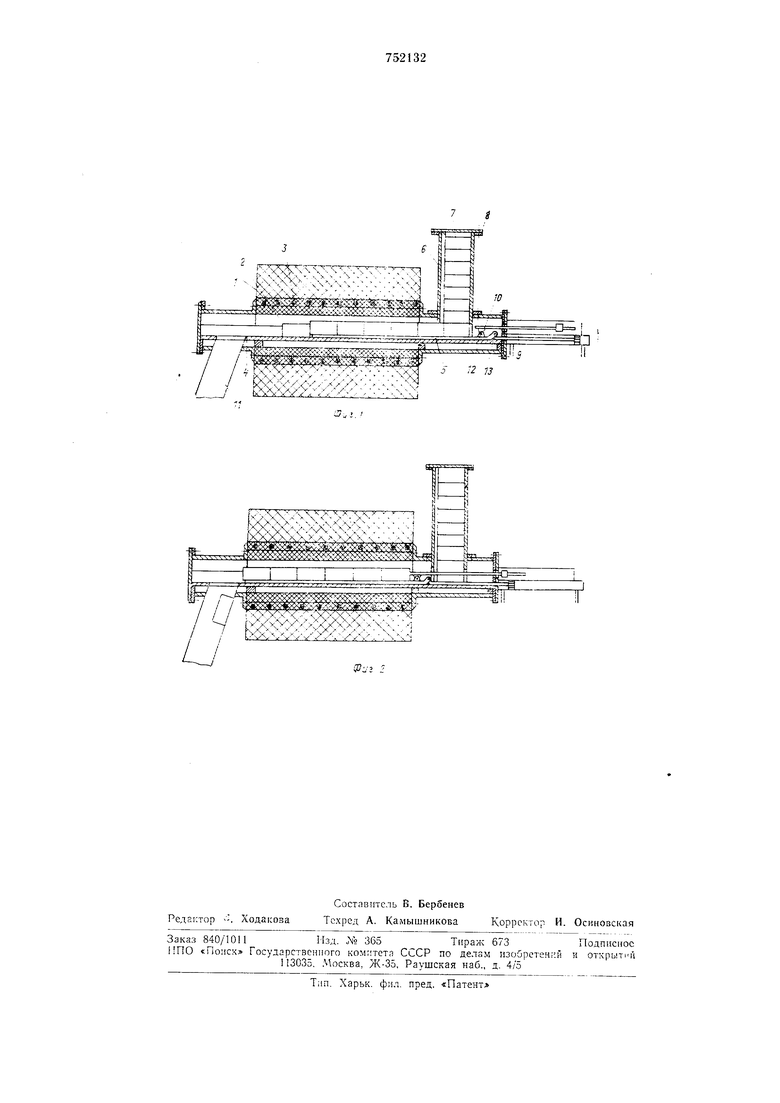
Печь состоят из корпуса / с внутренним каналом 2, нагревателя 3, неподвижной направляющей 4, подвижной направляющей 5, бункера 6 для заготовок 7 с крышкой 8, толкателя 9 со штангой J(9 и разгрузочного наклонного желоба //.
Шток тоЛКателя и штанга передним концом соединены с подвижной на-правляющей посредством щарниров 12. и 13.
Подвижная налравляющая установлена с возможностью свободного скольжения вдоль неподвижной направляющей.
Верхняя плоскость идтанги установлена ниже уровня верхней плоскости заготовки в канале печи.
Печь работает следующим образом.
Загохов.ки загружают в бункер набором в сменной кассете. Бункер закрывают герметичной крышкой. Включают толкатель печи и нижняя заготовка совместно с подВ1НЖНОЙ направляющей и штангой продвигается вперед. Штанга, двигаясь вслед за выталкиваемой из бункера заготовкой, поддерживает вер.хний ряд заготовок в бункере.
Включают обратный ход толкателя, и подвижная налравляюп.ая возвраи1ается з исходное .положение. При этом, вытолкнутая в «анал печи, заготовка упирается в следующую за ней и остается в канале печи. Далее цикл повторяется до заполнения заготовка.ми рабочего проетра.нства печи с таким расчетом, чтобы .передняя заготовка сползла на неподвижную направляющую. Длина подвижной направляющей выбирается так, чтобы лежащие перед ней заготовки находились в конце зо.ны равномерного нагрева. После прогрева иередней заготовки до за.данной температуры в ключают толкатель лечи и подвижная направляющая сбрасывает переднюю заготовку в разгрузочный .наклонный желоб. При обратном ходе толкателя следующая за выданной заготовка в зоне равномерного нагрева сдвигается с .подвижной направляющей за счет вновь .поступившей из бункера заготовки и занимает исходное лоложение для выдачи из печи. Печь может .работать в наклоняом положении при работе с защитной атмосферой.
Пример. В методической печи, имеющей лодвижную направляющую, соединенную со штоком толкателя, приводимого в движение от иневмоцилиндра, нагреваются спеченные образцы размером 14X14x60 мм из стали 30 НМ. По длине образцов измеряется темлература с помощью термопар, прикреплен.ных на концах и в середине образца. Разница температур меж.ду концами образца колеблется в пределах ошибок измерения 3-4° С, что характеризует высокую равномерность иагрева.
В предлагаемой печи упрощается конструкция за счет исключения .дополнительного лагревателя разгрузочного желоба из корпуса лечи, исключения дополнительных транспортирующих устройств заготовок. Размещение заготовки, лодлел ащей выдаче, непосредственно в зоне равномерного
нагрева .печл позволяет исключить перегрев в средней части иечи и тем самым сделать процесс более экономичным, повысить качество щтамповок как за счет исключения, лереграва металла, так и за счет равномер.ности нагрева по длине заготовки.
Ожидаемый экономический эффект 25 тыс. руб.
Формула и 3 о б .р е т с н и я
Методическая печь для нагрева заготовок, содержащая корпус, рабочую камеру с нагревательными элемента.ми, толкатель заготовок, выполненный в виде подвижной
иаправ.ляющей и щтанги, расположенной вдоль ее оси, отличающаяся тем, что, с целью упрощения конструкции и повышения герметизации загрузочного устройства, штанга соединена с подвижной направляющей, например, посредством шарнира.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР Ло 164189, кл. F 27 В 9/00, 1964.
2. Печи и сушила ма шиностроительной 50 промышленности. - «Сборник трудоз ВНИПИ «Теплолроект, 1977, вып. 42, с. 88-93.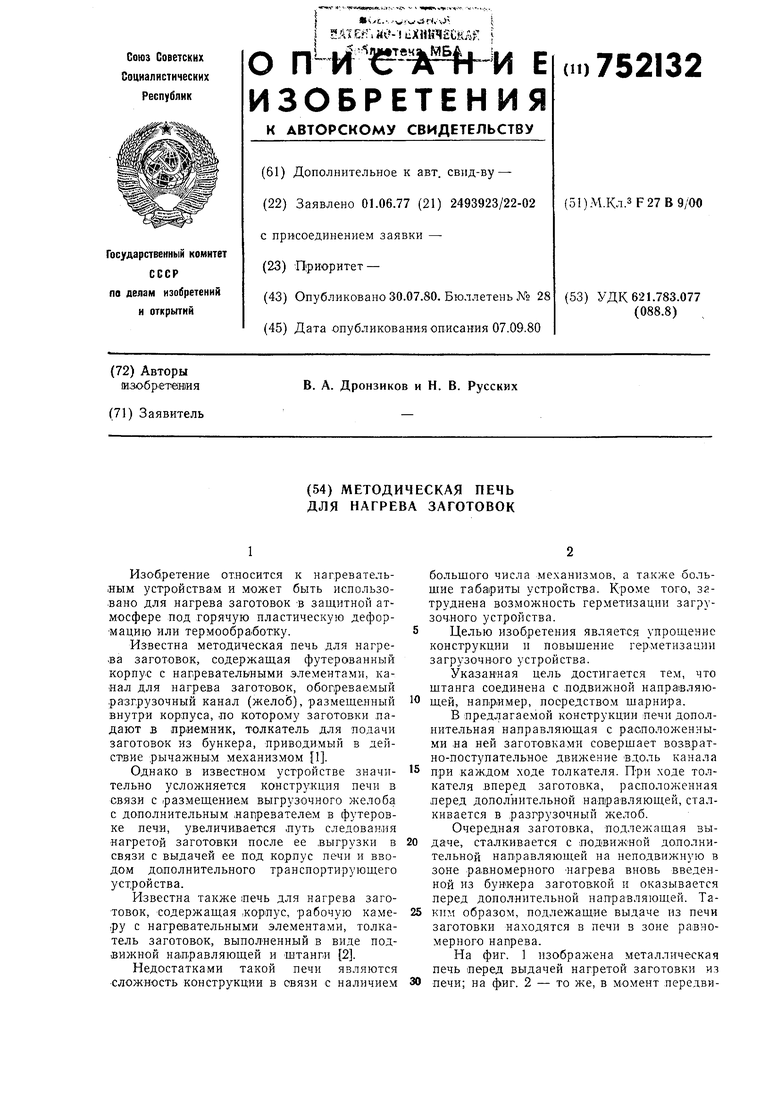
| название | год | авторы | номер документа |
|---|---|---|---|
| Методическая печь для нагрева заготовок | 1982 |
|
SU1043454A2 |
| Методическая печь для нагрева заготовок | 1981 |
|
SU968567A2 |
| Толкательная печь с защитнойАТМОСфЕРОй | 1978 |
|
SU802759A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Толкатель для перемещения заготовок в нагревательной печи | 1977 |
|
SU679782A1 |
| Печь с шагающими балками дляНАгРЕВА длиННОМЕРНыХ зАгОТОВОК(EE ВАРиАНТы) | 1979 |
|
SU846956A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| Загрузочное устройство для печейС зАщиТНОй АТМОСфЕРОй | 1979 |
|
SU807021A1 |
| Устройство для нагрева металлических изделий | 1984 |
|
SU1235940A1 |