(54;
ДОЛБЕЖНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Долбежная головка | 1976 |
|
SU814728A1 |
| Долбежная головка | 1979 |
|
SU844294A1 |
| Долбежная головка | 1978 |
|
SU791531A2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Долбежная головка | 1976 |
|
SU814729A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Зубодолбежная головка | 1988 |
|
SU1563868A1 |
| Долбежная головка к станку для образования пазов в древесине | 1982 |
|
SU1071426A1 |
| Долбежная головка к станку для образования пазов в древесине | 1977 |
|
SU655527A1 |
| ДОЛБЕЖНАЯ ГОЛОВКА К СТАНКУ ДЛЯ ОБРАЗОВАНИЯ ПАЗОВ В ДРЕВЕСИНЕ | 1965 |
|
SU170166A1 |
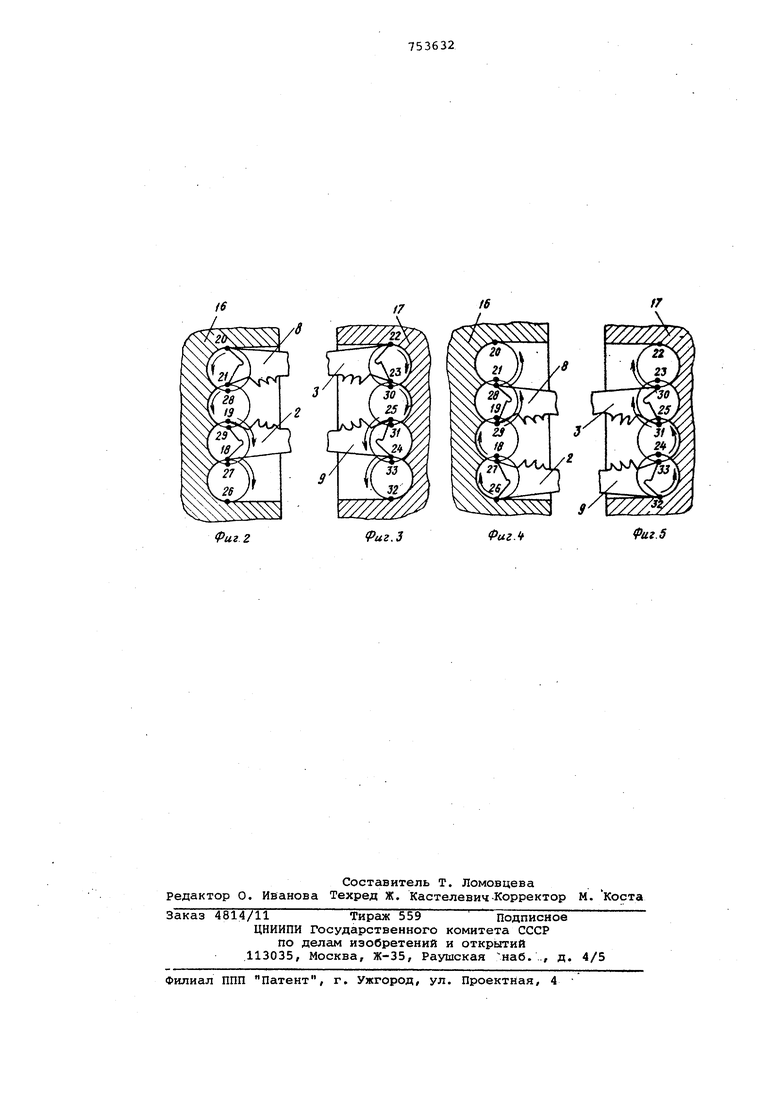
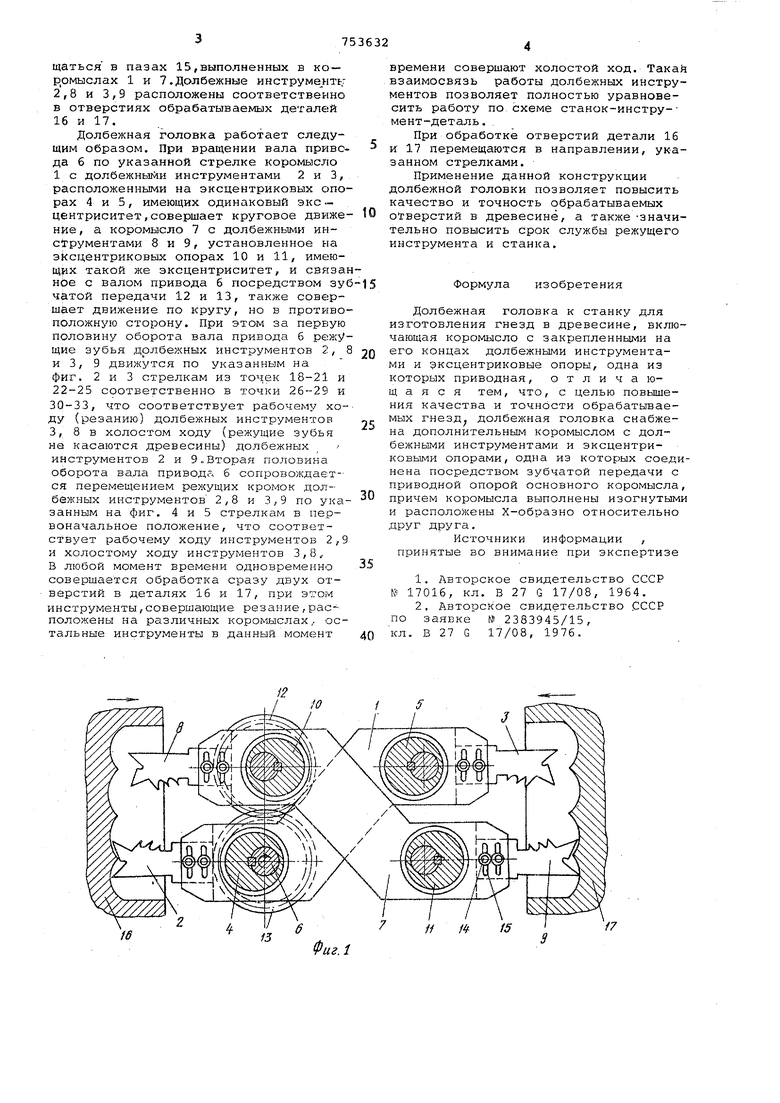
Изобретение относится к оборудова нию для изготовления гнезд в древеси не и может быть использовано в лесно и деревообрабатывающей промышленноеИзвестна долбежная головка для из готовления гнезд в древесине,включаю щая долбежный инструмент,закрепленный в нижней части коромысла,смонти рованного на опорах,выполненных в виде шатуна и эксцентриковой привод ной втулки l3. 1Лэр«:.1тна также долбежная головка к станку для изготовления гнезд в древесине, включающая коромысло с закрепленными на его концах долбежны ми инструментами и эксцентриковые опоры, одна из которых. - приводная Недостатком известных долбежных головок является низкое качество и точность обрабатываемых гнезд. Цель изобретения - повышение качества и точности обрабатываемых гнезд. Достигается это тем, что долбежная головка снабжена допо.пнительным коромыслом с долбежными инструмента ми и эксцентриковыми опорами, одна из которых соединена посредством зубчатой передачи с приводной опорой основного коромысла, причем коромысла выполнены изогнутЕзМи и расположены х-образно относительно друг друга. На фиг. 1 изображен общий вид долбежной головки; на фиг. 2-5 - схемы рабочего положения долбежных инструментов , Долбежная головка состоит из коромысла 1, с двух противоположных сторон которого закреплены долбежные инструменты 2 и 3, при этом коромысло 1 расположено на двух эксцентриковых опорах 4 и 5, одна из которых закреплена на валу привода 6,. и коромысла 7, с двух противоположных сторон которого также закреплены долбежные инструмента 8 и 9, при этом передние режущие кромки долбежных инструментов 8 и 9 обращены навстречу передним режущим кромкам соответственно долбежных инструментов 2 и 3. Коромысло 7 установлено на двух эксцентриковых опорах 10 и 11, при этом одна из опор связана с валом привода 6 посредством зубчатой передачи 12 и 13.Закрепление долбежных инструментов на коромыслах осуществляется болтами 14,при этом болты имеют возможность перемещаться в пазах 15,выполненных в ко- ррмыслах 1 и 7.Долбежные HHCTpyMe.HTtr 2,8 и 3,9 расположены соответственно в отверстиях обрабатываемых деталей 16 и 17. Долбежная головка работает следущим образом. При вращении вала привода б по указанной стрелке коромысло 1 с долбежными инструментами 2 и 3, расположенными на эксцентриковых опорах 4 и 5, имеющих одинаковый экс- центриситет,совершает круговое движение, а коромысло 7 с долбежными инструментами 8 и 9, установленное на эксцентриковых опорах 10 и 11, имеющих такой же эксцентриситет, и свягзан ное с валом привода б посредством зуб чатой передачи 12 и 13, также совершает движение по кругу, но в противоположную сторону. При этом за первуро половину оборота вала привода б режущие зубья долбежных инструментов 2, 8 и 3, 9 движутся по указанным на фиг. 2 и 3 стрелкам из точек 18-21 и 22-25 соответственно в точки 2б--29 и 30-33, что соответствует рабочему ходу (резанию) долбежных инструментов 3, 8 в холостом ходу (режущие зубья не касаются древесины) долбежных инструментов 2 и 9.Вторая половина оборота вала привода б сопровождается перемещением режущих кромок долбежных инструментов 2,8 и 3,9 по указанным на фиг. 4 и 5 стрелкам в первоначальное положение, что соответствует рабочему ходу инструментов 2,9 и холостому ходу инструментов 3,8, В любой момент времени одновременно совершается обработка сразу двух отверстий в деталях 16 и 17, при эгом инструменты,совершающие резание,расположены на различных коромыслах,, остальные инструменты в данный момент времени совершают холостой ход. Такай взаимосвязь работы долбежных инструментов позволяет полностью уравновесить работу по,схеме станок-инстру- мент-деталь. , При обработке отверстий детали 16 и 17 перемещаются в направлении, указанном стрелками. Применение данной конструкции долбежной головки позволяет повысить качество и точность обрабатываемых отверстий в древесине, а также-значительно повысить срок службы режущего инструмента и станка. Формула изобретения Долбежная головка к станку для изготовления гнезд в древесине, включающая коромысло с закрепленными на его концах долбежными инструментами и эксцентриковые опоры, одна из которых приводная, о т л и ч а ющ а я с я тем, что, с целью повышения качества и точности обрабатываемых гнезд долбежная головка снабжена дополнительным коромыслом с долбежными инструментами и эксцентриковыми опорами, одна из которых соединена посредством зубчатой передачи с приводной опорой основного коромысла, причем коромысла выполнены изогнутыми и расположены Х-образно относительно друг друга. Источники информации , принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 17016, кл. В 27 G 17/08, 1964. 2,Авторское свидетельство СССР по заявке № 2383945/15, кл. В 27 G 17/08, 1976.
