(54) СПОСОБ ПОВЕРКИ ТОЛЩИНОМЕРОВ НЕМЕТАЛЛИЧЕСКИХ
ПОКРЫТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверки толщиномеров неметаллических покрытий | 1983 |
|
SU1146542A1 |
| Имитатор толщины покрытия для поверки толщиномеров | 1983 |
|
SU1147926A1 |
| Устройство для поверки вихретоковых толщиномеров неметаллических покрытий | 1984 |
|
SU1281871A1 |
| Устройство для поверки толщиномеров покрытий | 1990 |
|
SU1740985A1 |
| Способ поверки вихретоковых толщиномеров | 1983 |
|
SU1093962A1 |
| Контрольный образец для градуировки и поверки толщиномеров покрытий | 1978 |
|
SU1105751A1 |
| Устройство для поверки электромагнитного толщиномера покрытий | 1983 |
|
SU1112225A1 |
| Имитатор для настройки электромагнитных толщиномеров покрытий | 1978 |
|
SU690282A1 |
| Мера толщины пленок | 1981 |
|
SU993007A2 |
| Мера толщины пленок | 1991 |
|
SU1796886A1 |
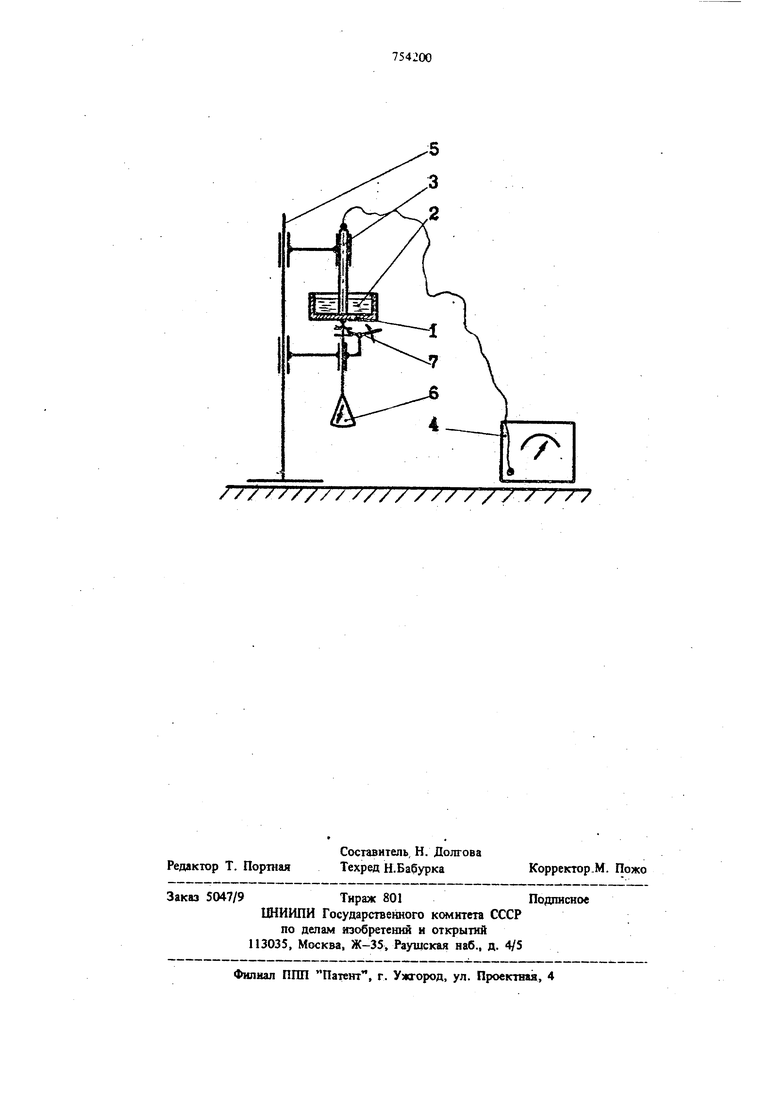
Изобретение относится к измерительной технике и может иайтн применение при поверке и градуировке толщиномеров в любой отрасли машиностроения. Известен способ поверки толщиномеров лак красочных покрытий, согласно которому измерительный преобразователь поверяемого толшин мера вручную вводится на поверхность пленки или покрытия аттестованной по толшине образцовой меры, затем измеряют толшнну образцового покрытия, а о погрешности поверяемого толщиномера и годности ето применения судят по наибольшей разности отсчета по щкале и HOMKHajibHoro значения аттестоЕа1гной толшины (Ц. Недостатком известного способа является низкая производительность и погрешность поверки. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ поверки толщиномеров неметаллических покрытий, заключающийся в том, что поверяемый толщиномер размещают напротив подложки, связывают с ним измеритель НОЙ цепью образцовый прибор, сравнивают показания его с показанием поверяемого толщиномера, задают величину зазора между подложкой и толщиномером, измеряют ее образцовым прибором, сравнивают с показанием толшшюмера и по разности показаний судит о погрещности толиишомера 2. Недостатками известного способа являются низкая производительность поверки, большая трудоемкость изготовления и высокая стоимость образцовых мер толтю1Ы пленок, применяемых при поиерке, большая norpeiimocTb поверки, связанная с тем, что поверка осуществляется в отдельных точках шкалы толщиномера, обусловле) количеством образцовых мер. При поверке в погрешность входит погрешность от непостоянства измерительного усилит при поверке и осиов ая norpeuatocrb самой образцовой меры. Цель изобретсн1л - повыщение точности поБсрки. Это достю-ается тем, что толшшюмер и образцовый прг.бор устацаилипают на обшей измерительной оси, подложку закрепляют на из3зрительном стержне образцового прибора, двияагом в направлении измерительной оси. юме того, используют подложку, выполненн углублением, заполняемым жидкостью - им гором ТОЛШ1ШЫ покрытия. На чертеже представлено устройство, осушес шюшее предиюженный способ поверки. Устройство содержит подложку 1 с углубнием, запо;шяемым жидкостью - имитато|М 2 покрытия. Измерительный наконечник поверяемого толщиномера 4, например вихтокового, размещен на штативе 5. Образцо1Й прнбор 6 устанавливают на обшей изметельной оси с измерительным паконечником поверяемого толщиномера. Подложка 1 закреплена на измерительном фжне образцового прибора 6 с механизмом его перемещения. Способ поверки толщиномеров неметалли;ких покрытий осуществляется следующим разом. В углубление подложки 1 наливают жид;ть - имитатор 2 покрытия (лак, краску, vto и др.), толщина которых подлежит «ерению поверяемым толщиномером. После этого гомерительный наконечник 3 )еряемого толщиномера 4 приводят в сопри ;новение с дном подложки 1, устанавливая I самым толщиномер 4 на нуль, и затем внивают показания образцового прибора с сазаннем поверяемого толщшшмера 4. С ющью механизма 7 перемещения задают ичину зазора между подложкой 1 и на ечником 3 поверяемого толщиномера 4 часно методике аоверки.. Измеряют велиу этого зазора образцовым прибором и знивают его с показанием толщиномера. П ку таким образом производят во всех пов иых точках щкалы толщиномера и по наи ьшей разнице показаний образцового приJ и поверяемого толщиномера судят о при юсти его к применению. После поверки /блекие подложки и измерительный нако:ик толщиномера промывают. , При поверке толщиномеров неметаллических покрытий данным способом снижается стоимость поверки толщиномеров, так как отпадает нeoбxoди focть в изготоапении и аттестации больщого количества образцовых мер толщины, повыщается точность поверки толщиноме ров благодаря непрерывности измерений по всей шкале. Формула изобретения 1.Способ поверки толш1шомеров неметаллических покрытий, заключающийся в том, что поверяемый толщиномер размещают напротив пошюжки, связывают с ним измерительной цепью образцовый прибор и сравнивают показания его с показанием поверяемого толщиномера, задают величину зазора между подложкой и толщиномером, измеряют ее образцовым прибором, сравнивают с показанием толщиномера и по разности показаний судят о погрешности толщиномера, отличающийся тем, что, с целью повыщения точности поверки, толщиномер и образцовый прибор устанавливают на общей измерительной оси, подложку закрепляют на измерительном стержне образцового прибора, подвижном в направлении измерительной оси. 2.Способ по п. 1, о т л и ч а ю ш и йс я тем, что используют подложку, выполненную с углублением, заполняемым жидкостью- имитатором толщины покрытия. Источники информации, принятые во внимание при зкспертизе 1.Лаанеотс Р. А. Образцовые меры голшины пленок. Информационный листок № 650-71 Ленинградский иЯИТИ, 1971. 2.Инструкцш 197-57 по поверке магнит-, ных толщиномеров МТ-2 и МТ-ДАЗ. Комитет стандартов мер и инструментальных приборов при Совете Министров СССР (прототип).
