1
Изобретение относится к контактной сварке и может быть использовано преимущественно при герметизации корпусов интегральных микросхем контактной роликовой сваркой.5
Известно устройство для высокочастотной контактной сварки, содержащее сварочные электроды, подключенные ко вторичной обмотке сварочного трансформатора, первичная обмотка которого 10 включена в схему последовательного инвертора на тиристорах, конденсаторы фильтра, включенные между собой последовательно и подсоединеннные к звену постоянного тока, при этом средняя 5 точка соединения конденсаторов подключена к одному из концов первичной обмотки сварочного трансформатора l .
Однако известное устройство не предусматривает изменения переднего 20 фронта пачек сварочных высокочастотных импульсов в процессе сварки, что приводит к выплескам материала свариваемых деталей и электродов в процессе герметизации корпусов интег-25 ральных микросхем, особенно в начальный момент сварки, что ухудшает внешний вид изделий и приводит к браку.
Для улучшения формирования шва и исключения выплесков в начальный мо- JQ
мент сварки точки первйчная обмотка сварочного трансформатора выполнена с дополнительными выводами, из которых первый вывод наибольшее число витков, третий - наименьшее чид/10 витков, а второй - промежуточное число витков, к которым подсоединены конденсаторы фильтра, и дополнительно снабжены двумя регулируемыми линиями Зсщержки и задатчиком скважности сварочных импульсов, при этом . к выводам первичной обмотки сварочного трансформатора подключены дополнительные пары тиристоров, соединенные последовательно между собой так, что их общая точка подключена через коммутирующий конденсатор к соответствубщему выводу сварочного трансформатора, образуя отдельные инверторы, причем первая пара тиристоров подключена через конденсатор к первому выводу первичной обмотки сварочного трансформатора, а последняя пара - через конденсаторы к третьему выводу, аноды одного из тиристоров каждой пары соединены парашлельно и подсоединены к одному из конденсаторов фильтра, к другому конденсатору фильтра подсоединены катоды других тиристоров из каждой пары, а на вход блока управления первым инвертором подсоединены задатчик скважности сварочных импульсов и между первым и вторым блоками управления инверторами и вторым и третьим блоками управления инверторами включены линии задержки.
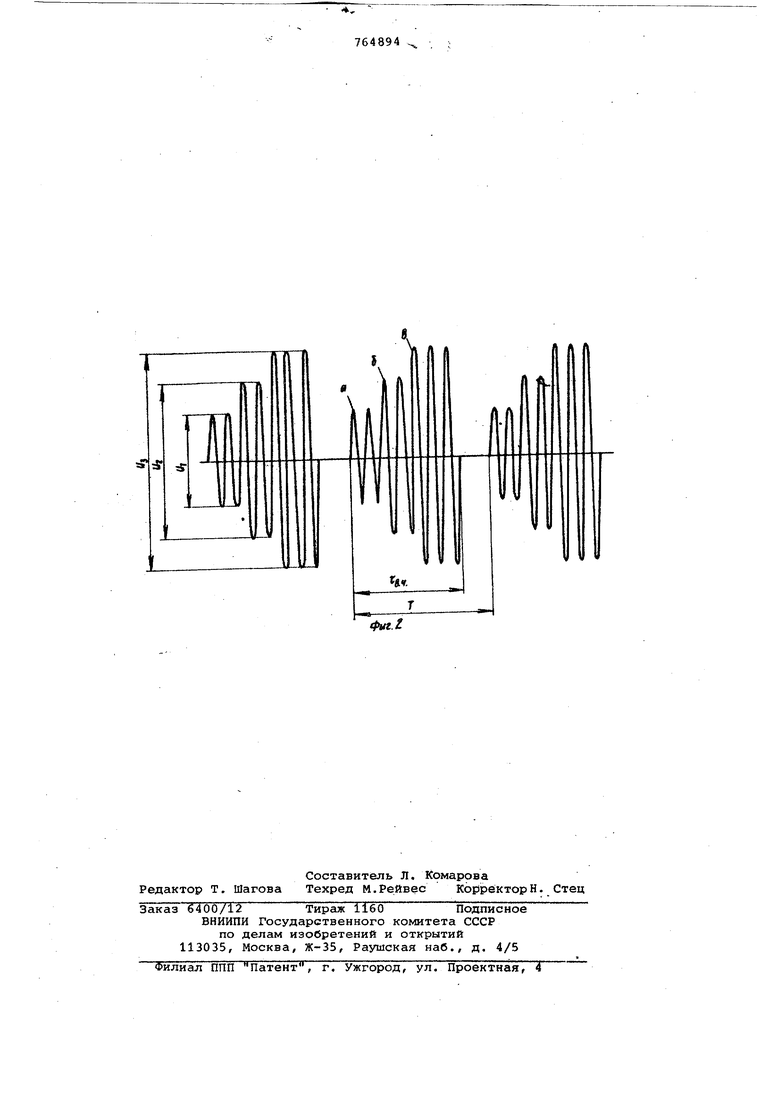
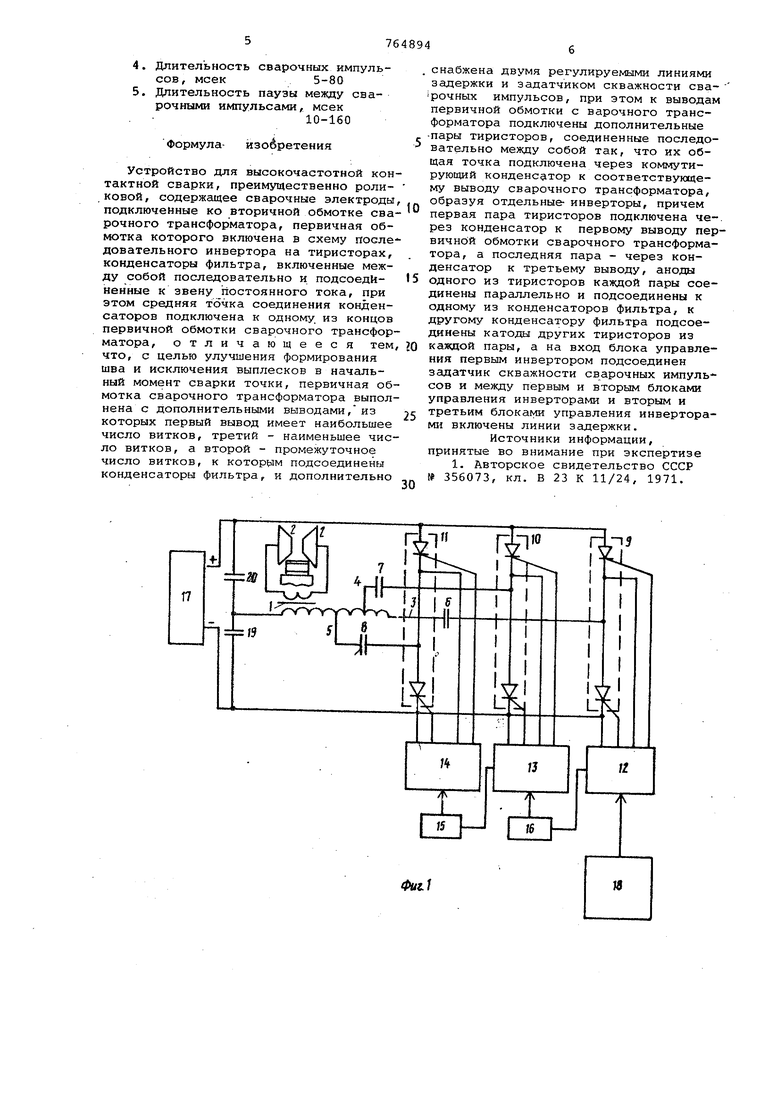
На фиг. 1 дана схема предлагаемого устройства на фиг. 2 - графики режима работы инверторов.
Устройство содержит сварочный трансформатор 1, вторичная обмотка которого подключена к сварочным электродам 2, а первичная обмотка подключена своими отдельными выводами 3, 4 и 5 через соответствующие коммутирующие конденсаторы б, 7 и 8 к средним точкам соединения соответствующих пар тиристоров 9, 10 и 11, управляющие электроды которых подключены к соответствующим блокам управления 12, 13 и 14. При этом между входом блока управления 14 и выжэдом блока управления. 13, а также между входом блока управления 13 и выходом блока управления 12 установлены соответствующие линии задержки 15 и 16. Силовые цепи тиристоров подключены к звену 17 постоянного тока. Включение блоков управления тиристорами осуществляется от задатчика 18 скважности пачек высокочастотных импульсов. Параллельно выходным цепям звена постоянного тока включены две последовательно соединенные батареи разделительных конденсаторов 19 и 20, средняя точка которых соединена с бдним из концов сварочного трансформатора.
Работает устройство следующим образом.
При получении команды на включение сварочного тока задатчик 18 скважности импульсов выдает сигнал в блок управления 12 инвертором для управления тиристорами 9. Тиристоры 9 совместно с конденсатором б выводом 3 первичной обмотки сварочного трансформатора 1 и разделительными конденсаторами 19 и 20 образуют первый инвертор, создающий первичные колебания, мощность которых наименьшая. Это достигается тем, что во-первых, инвертор включен в обмотку сварочного трансформатора с содержанием наибольшего количества витков в нем, и, во-вторых, тем, что емкость конденсатора 6 устанавли-. вается также меньшей по сравнению с величинами емкостей конденсаторов 7 и 8 других инверторов. При запуске инвертора на тиристорах 9 осуществляется формирование сварочных импульсов -с наименьшей амплитудой напряжения и и с более крутым спадом эаднего фроВта каждого сварочного импульса, что в итоге определяет наименьшую мощность сварочных импульсов.
По истечению времени, установленном линией задержки 15, прекращается запуск и работа тиристоров 9 и осуществляется с помощью блока управлейия 13 запуск тиристоров 10. При этом тиристоры 10 совместно с конденсатором 7, выводом обмотки сварочного трансформатора 1 и разделительными конденсаторами 19 и 20 образуют второй -инвертор, создающий на сварочном трансформаторе сварочные импульсы с мощностью большей, чем была мощность первого инвертора на тиристорах 9 благодаря увеличенной в этом инвертор величине емкости коммутирующего конденсатора 7 и работе инвертора при подключении к меньшего числа витков первичной обмотки сварочного трансформатора.
Время работы второго инвертора также, как И первого, определяется технологическими требованиями, зависящими от скорости перемещения свариваемых деталей, их толщины и других факторов. .
По истечению.заданного технологическим режимом времени работы инвертора 10 запуск и работа его прекращаются и с помощью блока управления 14 включается инвертор на тиристорах 11, который определяет конечную стадию формирования сварной точки и при работе которого формируются сварочные высокочастотные импульсы наибольшей мощности напряжение U. При этом инвертор образуется из следующих элементов схемы: тиристоры 11 коммутирующий конденсатор 8, вывод 5 первич.ной обмотки сварочного трансформатора, разделительные конденсаторы 19 и 20. Длительность работы этого инвертора определяется задатчиком 18 скважности пачек высокочастотных импульсов, который выключает третий инвертор, формируя время паузы между пачками высокочастотных импульсов.
В лабораторных условиях был соб.ран пакет устройства и опробован на имитаторах корпусов микросхем. Испытания макета источника питания для высокочастотной контактной сварки показали его широкие технологические возможности по формированию переднего фронта пачек, высокочастотных сварочных импульсов, что может значително улучшить качество сварного шва пр герметизации корпусов микросхем,уменшить количество бракованных изделий и увеличить процент выхода годных изделий после соперации герметизации
При испытаниях макетного образца источника питания для высокочастотно контактной сварки получены следующие параметры источника:
- I. Частота высокочастотных импульсов, КГЦ .6,1-4
2.Длительность нарастания переднего фронта пачки высокочастотных
импульсов, мсек 0,2-5
3.Амплитуда высокочастотных импульсов, в. 0,5-10
4.Длительность сварочных импульсов, моек5-80
5.Длительность паузы между сварочными импульсами, мсек
10-160
Формула- изобретения
Устройство для высокочастотной контактной сварки, преимущественно роликовой, содержащее сварочные электроды, подключенные ко вторичной обмотке сварочного трансформатора, первичная обмотка которого включена в схему после довательного инвертора на тиристорах, конденсаторы фильтра, включенные между собой последовательно и подсоедИненные к звену Постоянного тока, при этом средняя точка соединения конденсаторов подключена к одному, из концов первичной обмотки сварочного трансформатора, отличающееся тем что, с целью улучшения формирования шва и исключения выплесков в начальный момент сварки точки, первичная обмотка сварочного трансформатора выполнена с дополнительными выводами,из которых первый вывод имеет наибольшее число витков, третий - наименьшее число витков, а второй - промежуточное число витков, к которым подсоединены конденсаторы фильтра, и дополнительно
снабжена двумя регулируемыми линиями задержки и задатчиком скважности свапрочных импульсов, при этом к выводам первичной обмотки с варочного трансформатора подключены дополнительные
-пары тиристоров, соединенные последовательно между собой так, что их общая точка подключена через коммутирующий конденсатор к соответствующему выводу сварочного трансформатора, образуя отдельные инверторы, причем первая пара тиристоров подключена через конденсатор к первому выводу первичной обмотки сварочного трансформатора, а последняя пара - через конденсатор к третьему выводу, аноды одного из тиристоров каждой пары соединены параллельно и подсоединены к одному из конденсаторов фильтра, к другому конденсатору фильтра подсоединены катоды других тиристоров из казадой пары, а на вход блока управления первым инвертором подсоединен задатчик скважности сварочных импульсов и между первым и вторым блоками управления инверторами и вторым и третьим блоками управления инверторами включены линии задержки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 356073, кл. В 23 К 11/24, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный источник питания | 1988 |
|
SU1618541A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Источник питания для контактной сварки на повышенной частоте | 1988 |
|
SU1590281A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1996 |
|
RU2094196C1 |
| Инверторный сварочный источник питания | 1987 |
|
SU1530367A1 |
| Регулятор сварочного тока | 1990 |
|
SU1731503A2 |