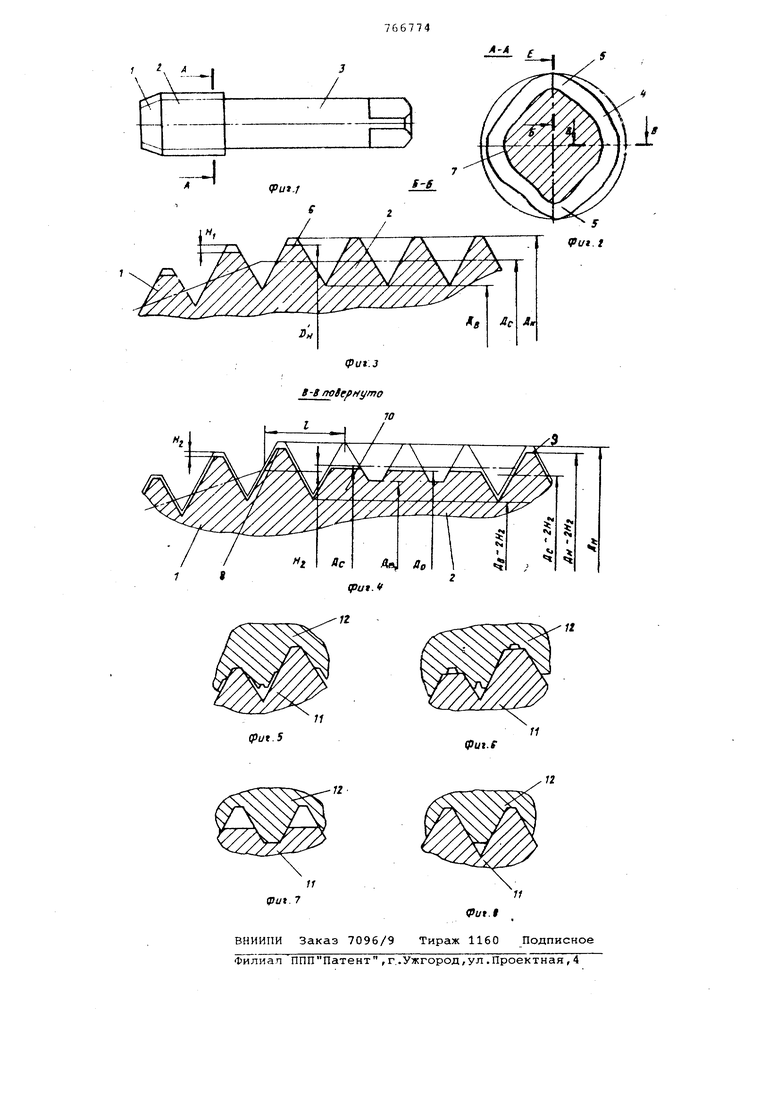
Изобретение относится к области металлообработки, а именно к образованию резьбы метчиками методом пластической деформации. Известен метчик для изготовления резьбы с замкнутым контуром методом пластической деформации с четньаи чис лом граней fl . Данный метчик является наиболее близкими к изобретению по технической сущности и достигаемому результату. Недостатком его является то, что на каждый зуб действует одностороння боковая нагрузка, которая с увеличение угла гзаборного конуса резко воз растает, что приводит к понижению качества резьбы и делает метчик нена дежным в работе. Целью изобретения является обеспе чение повышения качества резьбы и надежности работы метчика. Указанная цель достигается тем, что ребро, на котором расположен первый калибрующий зуб, и соответственно последующие нечетные ребра выполнены с уменьшенным наружным диаметром на заборном конусе и первом зубе калибрующей части на величину 2Hi 2(0,04-0,16)5, где S шаг резьбы, а четные ребра на участке калибрующей части, прилегающем к заборному конусу и хвостовику, занижены по наружному, среднему и внутреннему диаметрам на величину 2Н,, меньшую 2Hi и равную . 2 (0,ft2-0,01) S, при этом на с1)еднем участке четных ребер наружный диаметр выполнен равным диаметру отверстия под резьбу, а внутренний - с . замкнутым контуром. На фиг. 1 изображен метчик, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.2 на фиг. 4 - разрез В-В на фиг.2; на фиг. 5 - схема резьбообразования заборным конусом четных ребер; на фиг. 6 - то же, нечетных ребер) на фиг. 7 - схема резьбообразования ребер калибрующей частью четных ребер; на фиг. 8 - то же,нечетных ребер. Метчик.для изготовления резьбы методом пластической деформации состоит из заборного конуса 1, калибрующей 2 части и хвостовика 3. Метчик выполнен с четным числом граней 4, например, четырехгранным. Ребро 5, на котором расположен первый калибрующий зуб 6, и соответственно последукщие нечетные ребра 5 выполнены
С уменьшенным наружным диаметром Д на заборном конусе 1 и первом зубе б калибрующей части 2 на величину 2Н -(0,4-0 ,16) . S ,где S - шаг резьб
DH - наружный диаметр метчика DC - средний диаметр метчика Dj - внутренний диаметр метчика DO - диаметротверстия под резьбу в обрабатываемой детали. Четные ребра 7 на участке 8 калибрующей части 2, прилегающем к заборному конусу 1, и участке 9, прилеГсоощем к хвостовику 3, занижены по наружному DH диаметру, среднему DC и внутреннему Dg, на величину 2HQ , меньшую равную 2(0,02-0,1) S. Величины Н, и Н-г получены путем математического вывода и проверены экспериментально.
На среднем участке 10, начинающемся на расстоянии f(1,2-2,5) S от конца заборного конуса 1, четнЕлх ребер наружный диаметр равен диаметру отверстия под резьбу DO, а внутренний диаметр Dg выполнен с замкнутым контуром с равномерным увеличением, а затем уменьшением диаметра впадин в пределах указанного допуска, H,H,j,
При изготовлении резьбы метчиком 11 в изделии 12 выполнение нечетных ребер с уменьшенным наружным диаметром на заборном конусе и первом калибрующем зубе на величину H-t позволяет выдавливать металл только боковыми сторонами этих зубьев.
Уменьшение наружного, среднего и внутреннего диаметров четных ребер на величину Н,; позволяет зубьям этих ребер вьвдавливать металл только вершиной и верхними частями боковых сторон ( Н 7 Hj).
Второй калибрующий зуб нечетных ребер вьвдавливает объем металла, равный объему срезанного металла с первого зуба, а остальные зубья являются калибруютцими. Все калибрующие зубья нечетн15х ребер находятся в контакте с обрабатываемым материалом вершиной и боковыми сторонами.
Четные ребра с замкнутым контуром на участке калибрующей части, находящемся на расстоянии Е от заборного конуса, формируют резьбу по внутреннему диаметру и прилегающим к нему боковым сторонам.
Оптимальным числом впадин с замкнутым контуром для получения глухих и сквозных резьб является пять. с Нечетные ребра калибрующей части формируют резьбу по наружному и среднему диаметрам разной величины, а четные ребра - по внутреннему диаметру переменной величины, в за висимости от величины диаметра отверстия.
Такая схема образования резьбы позволяет уменьшить величины контактньк напряжений на резьбовом профиле во время выдавливания резьбы, улучшить условия попадания смазочноохлаждающей жидкости в зону контакта, исключить заклинивание метчика во время работы, а соответственно и поломку его.
Таким образом, такое конструктивное выполнение метчика обеспечит повышение качества изготовляемой им резьбы и надежность его работы.
Формула изобретения
Метчик для изготовления резьбы с замкнутым контуром методом пластической деформации с четным числом граней, отличающийся
0 тем, что, с целью повышения качества резьбы и надежности работы метчика, ребро, на котором расположен первый калибрующий зуб, и соответственно последующие нечетные ребра выполнены
5 с уменьшенным наружным диаметром на заборном конусе и первом зубе калибрующей части на величину.2Н, 2 (0,0|-0,16) S, где S - шаг резьбы, а четные ребра на участке кгилибруюцеЯ части, прилегающем к заборному конусу и хвостовику, занижены по наружному, среднему и внутреннему диаметрам на величину 2Н5 равную 2 (0,02-0,1)5 и меньшую 2Н , при этом на среднем участке четных ребер наружный диаметр выполнен равным диаметру отверстия под резьбу, а внутренний - с замкнутым контуром.
Источники информации, принятые во внимание при экспертизе
0 1.Авторское свидетельство СССР 195842, кл. В 23 G 5/06, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1979 |
|
SU804266A2 |
| Метчик | 1980 |
|
SU1134321A1 |
| Метчик | 1986 |
|
SU1371811A2 |
| Метчик для нарезания точных резьб | 1979 |
|
SU831445A1 |
| МЕТЧИК ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1972 |
|
SU421445A1 |
| Метчик | 1987 |
|
SU1703314A1 |
| МЕТЧИК | 1999 |
|
RU2229965C2 |
| Бесстружечный метчик | 1982 |
|
SU1013063A2 |
| Метчик | 1980 |
|
SU1041244A1 |
| Метчик | 1980 |
|
SU975269A1 |