(54) МЕТЧИК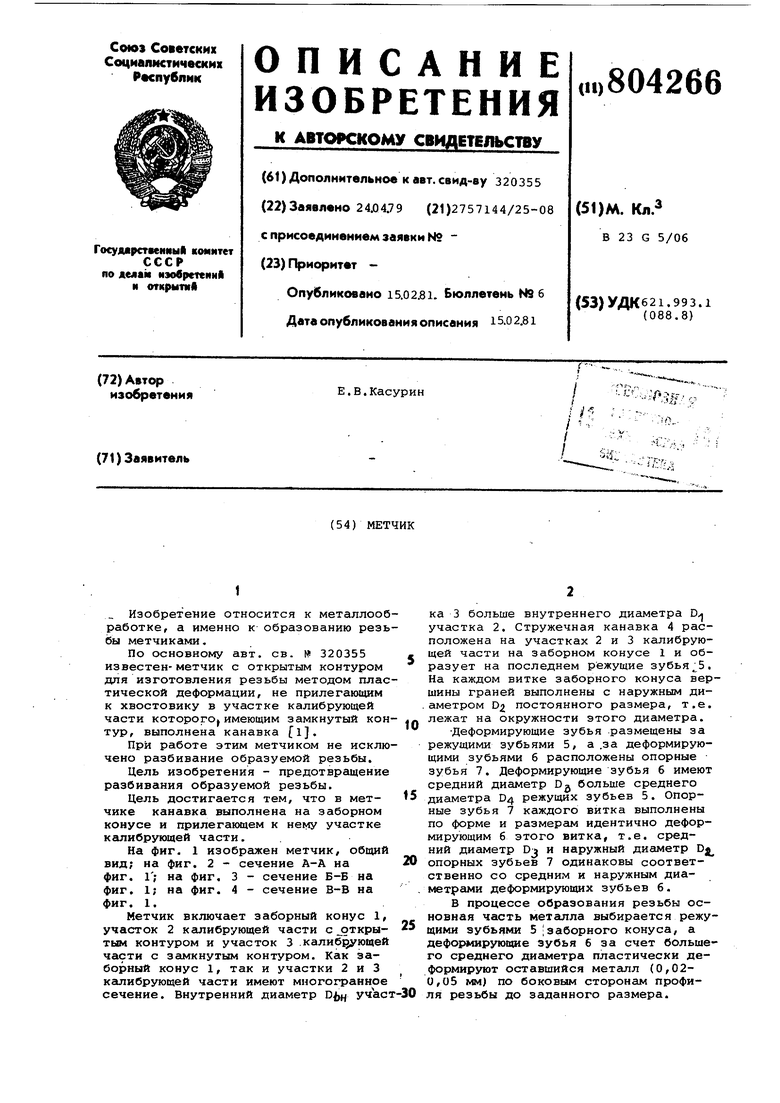
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1980 |
|
SU1134321A1 |
| Метчик | 1987 |
|
SU1516207A1 |
| Метчик | 1981 |
|
SU1215245A2 |
| Метчик | 1983 |
|
SU1134322A2 |
| КОМБИНИРОВАННЫЙ (РЕЖУЩЕ-ДЕФОРМИРУЮЩИЙ) МЕТЧИК | 1998 |
|
RU2142867C1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
| Метчик | 1983 |
|
SU1151395A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| МЕТЧИК | 2001 |
|
RU2198074C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
Изобретение относится к металлооб работке, а именно к образованию резь бы метчиками. По основному авт. св. № 320355 известен- метчик с открытым контуром для изготовления резьбы методом плас тической деформации, не прилегающим к хвостовику в участке калибрующей части которого имеющим замкнутый кон тур, выполнена канавка fl. При работе этим метчиком не исклю чено разбивание образуемой резьбы. Цель изобретения - предотвращение разбивания образуемой резьбы. Цель достигается тем, что в метчике канавка выполнена на заборном конусе и прилегающем к нему участке кгьлибрующей части. На фиг, 1 изображен метчик, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1. Метчик включает заборный конус 1, участок 2 калибрующей части с JDTKPUтым контуром и участок 3 калиб ющей части с Зс1мкнутым контуром. Как заборный конус 1, так и участки 2 и 3 калибрующей части имеют многогранное сечение. Внутренний диаметр учас ка 3 больше внутреннего диаметра D участка 2. Стружечная канавка 4 расположена на участках 2 и 3 калибрующей части на заборном конусе 1 и образует на последнем режущие зубья 5. На каждом витке заборного конуса вершины граней выполнены с наружным диаметром DI постоянного размера, т.е. лежат на окружности этого диаметра. Деформирующие зубья размещены за режущими зубьями 5, а .за деформирующими зубьями б расположены опорные зубья 7. Деформирующие зубья б имеют средний диаметр Dg больше среднего диаметра 04 режущих зубьев 5. Опорные зубья 7 каждого витка выполнены по форме и размерам идентично деформирующим 6 этого витка, т.е. средний диаметр Dj и наружный диаметр Dj опорных зубьев 7 одинаковы соответственно со средним и наружным диаметрами деформирующих зубьев б. В процессе образования резьбы основная часть металла выбирается режущими зубьями 5 ;заборного конуса, а дефО ;жирующие зубья 6 за счет большего среднего дигилетра пластически деформируют оставшийся металл (0,020,05 мм) по боковым сторонам профиля резьбы до заданного размера.
Участок 2 кашибрует резьбу, полученную заборным конусом. У часток 3 срезает режущими зубьями с.едловидные кратеры, образованные зубьями 6 при пластическом деформировании на вершинах резьбы.
Усилия, возникающие в процессе образования резьбы на зубьях 5 и 6 каждого витка, метчика воспринимаются опорными зубьями 7 этого же витка. Последние при этом опираются боковыми сторонами и вершиной на образованную режуйщми и деформирующими зубьями поверхность резьбы, а в резьбообразовании участия не принимают, что исключает отклонение оси метчика от оси нарезаемого отверстия, т.е, предотвращает разбивание резьбы.
Формула изобретения
Метчик по основному авт. св. 320355, отличающийся тем, что, с целью предотвращения разбивания резьбы, канавка выполнен на заборном конусе и прилегающем к нему участке калибрующей части..
Источники информации, принятые во внимание при экспертизе
