по трапецеидальному закону в диапазоне 20-400 Гц.
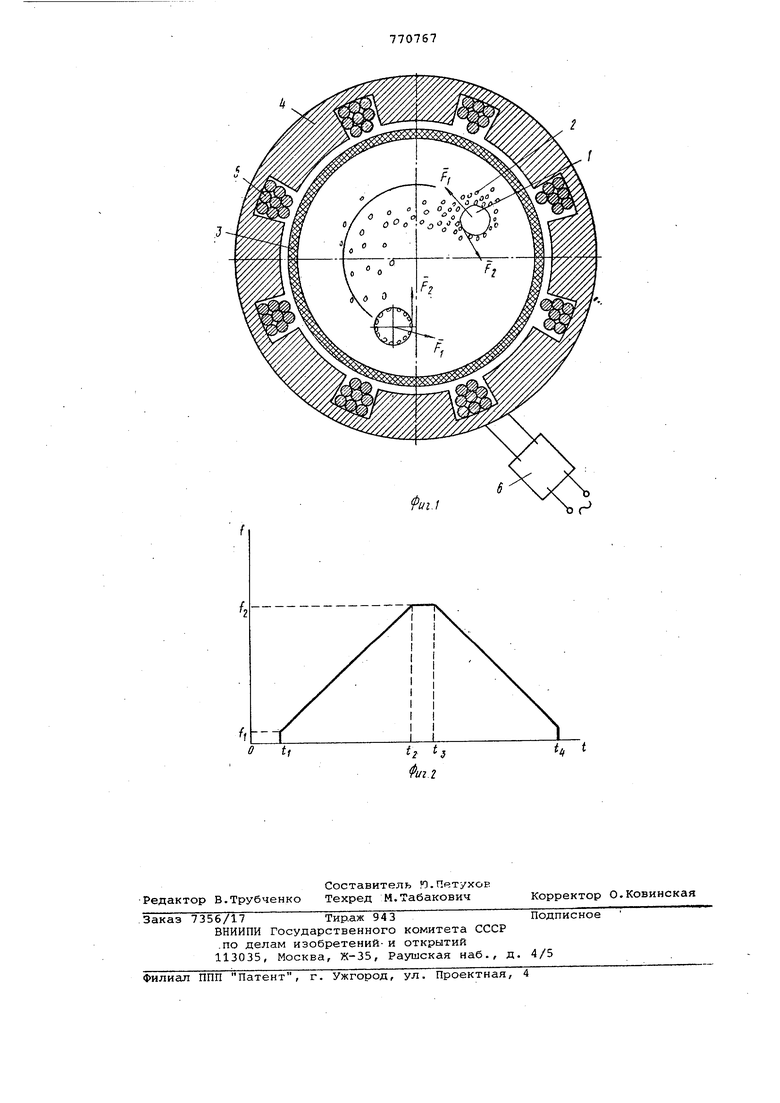
На фиг. 1 изображена схема устройства, реализующего предлагаемый способ; на фиг. 2 - график изменения частоты вращающегося электромагнитного поля.
Кристаллы 1 абразивной среды предварительно порционно смешивают с металлическим компонентом 2 и связуюцим веществом в диэлектрическом сосуде 3. С внешней стороны сосуда 3 расположен статор 4 с обмоткой 5 или несколько независимых электромагнитов. Обмотка 5 статора 4 подключена к питающей сети через регулятор 6 частоты.
Реализация способа происходит следующим образом. За счет подключения обмотки 5 на кристаллы 1 и компонент 2 действует вращаю1цееся зле тромагнитное поле, .которое заставляет кристаллы 1 перемещаться внутри сосуда 3. При этом составляющая F электромагнитной силы, приложенная к центру кристалла, заставляет его совершать движение параллельно направлению электромагнитного поля, а составляющая В-, , направленная по касательной к поверхности кристалла 1, вртцает последний вокруг своей оси.
В начальный момент времени ti в процессе гранулирования с помощью регулятора б частоты на компоненты гранулы накладывают электромагнитное поле с минимальной частотой вращения f . Составляющая F значительно превышает при этом по абсолютной величине составляющую Fn и заставляет кристаллы 1 перераспределяться в объеме металлического компонента 2. При постепенном увеличении частоты вращения поля f-, - f i момент времени t, -t, изменяется соотношение между F,j и F, в сторону увеличения F,j, и уменьшения F . За счет этого кристаллы 1 начинают вращаться с постепенно увеличивающейся ,скоростью. При этом под действием F компоненты гранул соприкасаются между собой и благодаря возникающим молекулярным силам и образующегося при трении электростатического притяжения происходит накатка металлического компонента 2 на кристаллы 1. Линейное увеличение скорости вргидения гранулы обеспечивает равномерное распределение металлического компонента по поверности кристаллов.
При максимальной частоте f в интервале времени , происходит обкатка гранулы до заданных размеров , после чего в период времени tjj -1 частоту вращения поля линейно уменьшают . что уменьшает составляющую- Г и увеличивает f . При этом возрастает линейная скорость гранул вдоль стенок сосуда и происходит их уплотнение за счет соударения между собой и о стенки сосуда 3.
Установлено, что при использовании в качестве компонентов гранулы металлизированных кристаллов алмазов и металлических шихт на основе вольфрама, железа и никеля процесс гранулирования целесообразнее проводить путем изменения частоты вращения электромагнитного поля в интервале 20-400 Гц.
Введение в способ гранулирования накатывания металлического компонента на кристаллы абразивной среды во вращающемся магнитном поле, частоту вращения которого изменяют
по трапецеидальному закону в диапазоне 20-400 Гц, позволяет повысить качество гранулирования за счет обес печения равномерности накатки и повышения плотности гранул. При этом прочность гранул повышается на 1728%.
Формула изобретения
5 1, Способ гранулирования ферромагнитных абразивных материалов при котором абразивные зерна смешивают с металлическим компонентом и связующим веществом, а затем последние накатывают на перемещаемые абразивные зерна, отличающийся тем, что, с целью повышения качества гранулирования, абразивные зерна перемещают вращаf ющимся магнитным полем.
2.Способ по п. 1, отличающийся тем, что частоту вращения электромагнитного поля меняют по трапецёида41ьному закону.
3.Способ по п. 2, отличающийся тем, что частоту вращающегося магнитного поля меняют
в диапазоне 20-400 Гц.
Источники информации, принятые во внимание при экспертизе 5 1. Патент Франции № 1330425, кл. В 24 О 3/10,опублик. 1962.
2. Авторское свидетельство СССР № 307889, кл. В 24 О 3/10, 1970.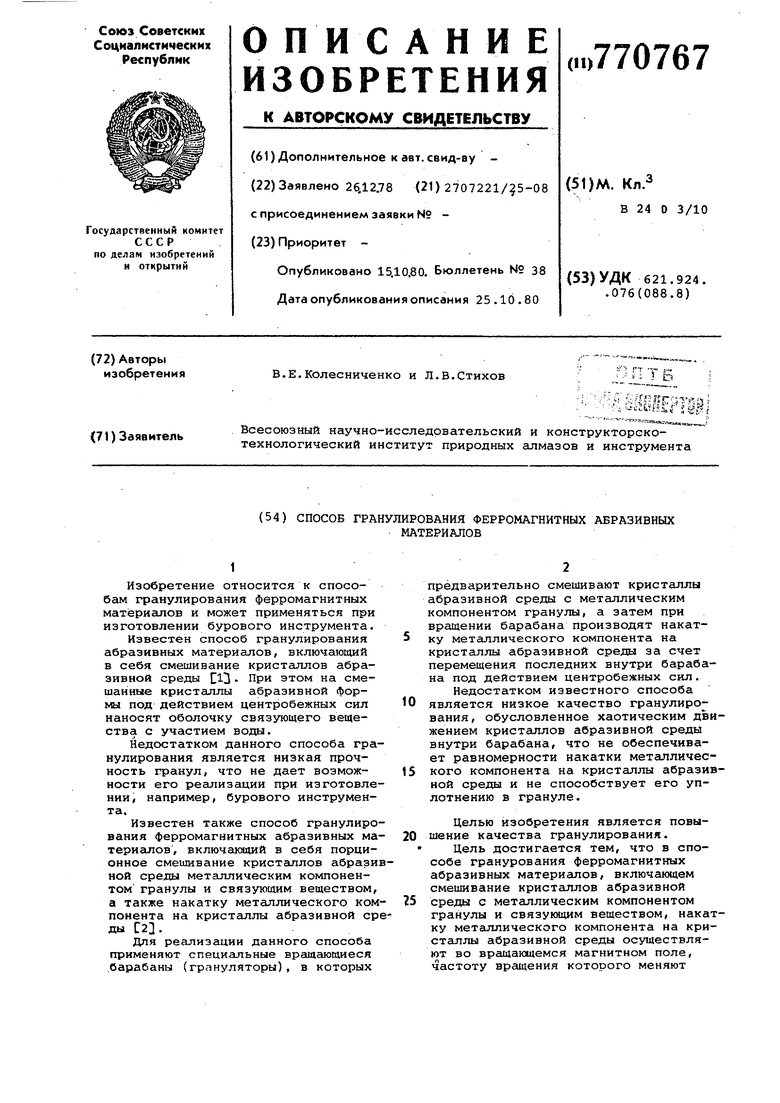
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ВОЗДЕЙСТВИЯ НА СПЕРМУ ЖИВОТНЫХ | 1998 |
|
RU2155558C2 |
| СПОСОБ ОБРАБОТКИ СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2085547C1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| СИНХРОННО-АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2752234C2 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| АСИНХРОННЫЙ НИЗКООБОРОТНЫЙ ДВИГАТЕЛЬ С СОСРЕДОТОЧЕННЫМИ ПОЛЮСАМИ И ПИТАНИЕМ ОТ ЭЛЕКТРОННОГО УПРАВЛЯЕМОГО ИСТОЧНИКА ТОКА СПЕЦИАЛЬНОЙ ТРАПЕЦЕИДАЛЬНОЙ ФОРМЫ | 2017 |
|
RU2672032C1 |
| Способ изготовления абразивного инструмента | 1977 |
|
SU643317A1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| Способ гранулирования алмазов | 1986 |
|
SU1393609A1 |
| Способ испытания на механическую прочность модели обмоточного слоя беспазовой электрической машины | 1984 |
|
SU1236392A1 |