Изобретение относится к технологии машиностроения к механической обработке трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам, алмазно-абразивным инструментом и может быть использовано при шлифовании и полировании плоских поверхностей.
Известен способ шлифования и устройство, реализующее его, включающий непрерывное наложение на заготовку через обрабатываемую поверхность в направлении нормали ультразвуковых колебаний, при этом заготовке сообщают колебания, модулированные по частоте [1].
Недостатком известного способа является не эффективное повышение интенсификации процесса, дающее не высокое повышение производительности, и качество изготовляемой продукции ввиду того, что ультразвуковая обработка ведется на частотах 15…50 кГц и амплитудой в несколько единиц мкм [2]. Алмазно-абразивные зерна, имеющие размеры на порядок больше, чем амплитуда ультразвуковых колебаний, осуществляют резания только передними гранями, как при обычном, традиционном шлифовании, и зона контакта инструмента с заготовкой увеличивается на ничтожно малую величину.
Задача изобретения - расширение технологических возможностей, повышение качества и производительности обработки за счет сообщения обрабатываемой заготовки низкочастотных, не зависящих от частоты вращения инструмента, крутильных колебаний, повышение интенсификации процесса шлифования за счет осуществления резания не только передними, но и боковыми, и задними гранями алмазно-абразивных зерен, а также за счет увеличения зоны контакта инструмента с заготовкой, позволяющей экономно расходовать алмазно-абразивный материал, снижение расходов на изготовление оснастки за счет упрощения конструкции вибропривода.
Поставленная задача решается с помощью предлагаемого способа плоского вибрационного шлифования, включающий непрерывное наложение на обрабатываемую заготовку колебаний, при этом заготовке сообщают крутильные колебания низкой частоты и амплитуды, соизмеримой с размерами алмазно-абразивного зерна шлифовального инструмента, для чего используют устройство, содержащее корпус, на верхней части которого подвижно на планках из антифрикционного материала, выполняющих функции подшипника скольжения, установлена электромагнитная прямоугольная плита, в центре которой со стороны нижнего торца расточено глухое отверстие, в котором на подшипнике установлена эксцентриковая шейка вращающегося ротора, на противоположном от шейки торце которого расположен витой магнитопровод, имеющий в пазах вторичную короткозамкнутую обмотку, при этом вышеупомянутый ротор входит в состав торцового асинхронного двигателя, последний помимо ротора содержит статор, выполненный заодно целое с нижней частью корпуса, с витым магнитопроводом на торце, в пазах которого расположена m1-фазная первичная обмотка, кроме того, ротор подвижно с возможностью вращения с помощью упорных подшипников закреплен с учетом зазора между торцами магнитопроводов на опорном стакане, запрессованном в центральном отверстии нижней части корпуса.
Особенности предлагаемого способа плоского виброшлифования поясняются чертежами.
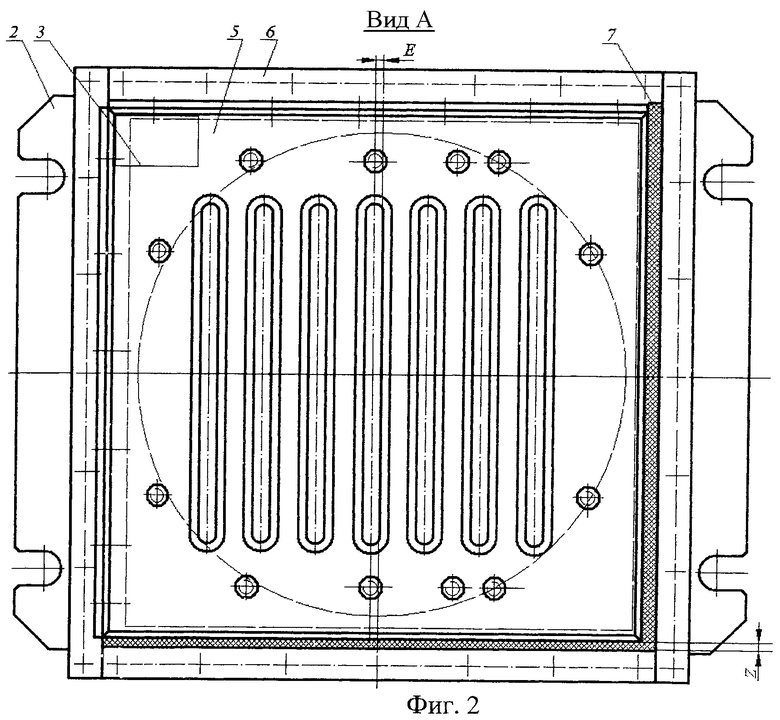
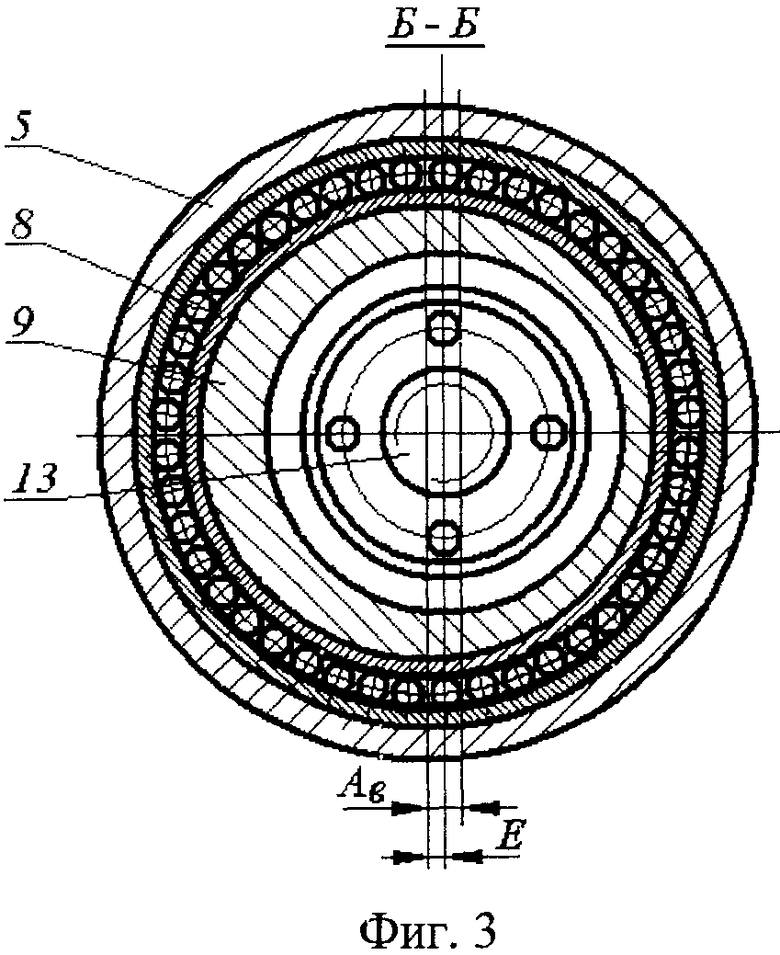
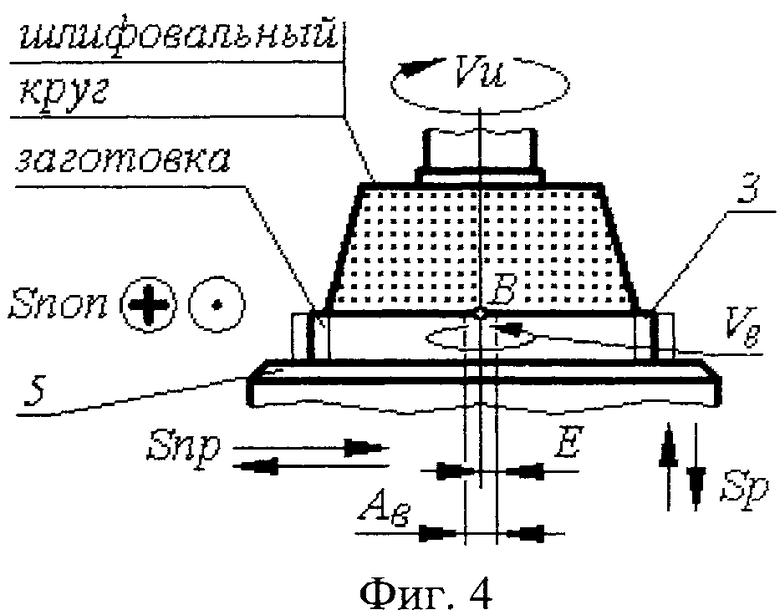
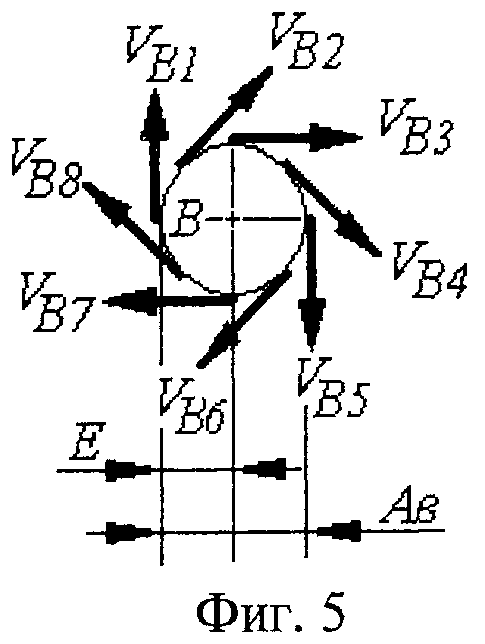
На фиг.1 изображено устройство, реализующее предлагаемый способ, вид спереди, частичный продольный разрез; на фиг.2 - вид сверху по А на фиг.1; на фиг.3 - сечение по Б-Б на фиг.1; на фиг.4 - схема плоского шлифования торцом круга плоской поверхности заготовки, закрепленной на магнитной плите, предлагаемым способом; на фиг.5 - траектория движения точки В шлифуемой поверхности заготовки за один полный цикл крутильного колебательного вибрационного движения с наложением векторной диаграммы скорости, действующей на обрабатываемую заготовку VB в восьми положениях через каждые 45°.
Предлагаемый способ предназначен для высокоэффективного плоского шлифования на плоскошлифовальных станках с наложением крутильных вибрационных движений со скоростью VB и амплитудой AB на обрабатываемую заготовку.
Устройство, реализующее предлагаемый способ, содержит корпус 1, нижняя часть которого выполнена в виде опор 2 с пазами для крепежных болтов с возможностью закрепления на столе станка (последний не показан). Верхняя часть корпуса выполнена плоской с возможностью установки на ней обрабатываемых заготовок 3. На верхней части корпуса подвижно на опорных планках 4 из антифрикционного материала, выполняющих функции подшипника скольжения, торцом установлена электромагнитная прямоугольная плита 5. Опорные планки 4 изготовлены из антифрикционного материала, например, оловянно-фосфористой литейной бронзы Бр. ОФ10-1 (по ОСТ 1.90054-72).
Электромагнитная прямоугольная плита предназначена для закрепления заготовок 3 из ферромагнитных материалов при обработке на плоскошлифовальных станках. Устройство и конструкция электромагнитной прямоугольной плиты может быть выполнено, например, по ГОСТ 17519-81. Также, в качестве устройства для закрепления заготовок из ферромагнитных материалов при обработке на плоскошлифовальных станках может быть взята плита с постоянными магнитами по ГОСТ 16528-81 [3].
Крепежные планки 6 с уплотнителем 7, установленные сверху опорных планок, крепят последние к корпусу, ограничивают вращательное вибрационное движение плиты относительно вертикальной оси и предохраняют от попадания в зону сопряжения плиты с опорными планками отработанного шлама. Крепежные планки установлены с гарантированным зазором Z относительно плиты, позволяющим свободное перемещение плиты в горизонтальной плоскости.
В центре нижнего торца электромагнитной плиты расточено глухое отверстие, в котором на подшипнике 8 установлена эксцентриковая шейка вращающегося ротора 9, расположенная на его верхнем торце. На противоположном нижнем торце ротора 9 расположен витой магнитопровод 10, имеющий в пазах вторичную короткозамкнутую обмотку.
Ротор 9 входит в состав торцового асинхронного двигателя (ТАД) [4…6]. ТАД помимо ротора содержит статор, выполненный заодно целое с нижней частью корпуса 1, с витым магнитопроводом 11 на торце. В пазах магнитопровода 11 расположена m1-фазная первичная обмотка.
Ротор подвижно с возможностью вращения, благодаря упорным подшипникам 12, закреплен с учетом зазора Δ между торцами магнитопроводов 10 и 11, на опорном стакане 13, запрессованном в центральном отверстии нижней части корпуса.
После подключения обмотки магнитопровода 11 статора к сети, в результате воздействия вращающегося магнитного поля на проводники короткозамкнутой обмотки магнитопровода ротора, последний приводится во вращение со скоростью VB. Возникающие при этом силы осевого притяжения магнитопроводов ротора и статора воспринимаются упорным подшипником 14. Благодаря тому, что упорный подшипник 14 установлен снаружи магнитопроводов ротора и статора, следовательно, диаметр его дорожки качения достаточно большой, повышается устойчивость ротора против выворачивающего действия сил, требующихся для эффективного виброшлифования.
Так работает привод вибрационных движений, выполненный в виде компактного торцового асинхронного электродвигателя. Устройство, реализующее предлагаемый способ, имеет самую короткую кинематическую цепь вибропривода и расширяет технологические возможности,
При вращении ротора ТАД привода крутильных колебаний ось верхней эксцентриковой шейки ротора 9, эксцентрично смещенной на величину эксцентриситета E, относительно общей центральной оси ротора, будет описывать окружность диаметром AB=2E. Вместе с эксцентриковой шейкой ротора крутильные вибрационные движения будет совершать электромагнитная плита с заготовками. Эти вибрации будут иметь амплитуду AB и частоту f, равную частоте вращения ротора.
Вышеупомянутый гарантированный зазор Z между плитой и крепежными планками, дающий возможность свободного перемещения плиты в горизонтальной плоскости, должен быть не менее удвоенной амплитуды колебательных движений, т.е. Z>2AB мм.
Работа предлагаемым способом осуществляется следующим образом.
Способ применим для плоского шлифования при работе как торцом, так и периферией круга, но данное описание относится к плоскому шлифованию торцом круга на плоскошлифовальном станке с крестовым (прямоугольным) столом и вертикальным шпинделем, например, мод. 3Д732Ф1.
Для установки и закрепления плоских призматических заготовок используется предлагаемое устройство, выполненное на основе электромагнитной прямоугольной плиты по ГОСТ 17519-81.
Нагрузка врезания, действующая по нормали на обрабатываемую поверхность заготовки, создается механизмами станка подачей SP (см. фиг.4), как при традиционном плоском шлифовании. Выбор величины нагрузки врезания и глубины резания зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
При плоском шлифовании заготовка вместе со столом совершает возвратно-поступательные движения SПР, при этом инструменту сообщают вращательное движение VИ и поперечную подачу SПОП на каждый двойной ход стола.
При вращении ротора ТАД привода крутильных колебаний электромагнитная плита устройства с заготовками будет описывать окружность диаметром AB относительно вертикальной оси, т.е. совершать крутильные вибрационные колебания с амплитудой AB (мм) и частотой f (Гц), равной частоте вращения ротора ТАД привода крутильных колебаний.
В результате наложения на возвратно-поступательное движение стола станка с заготовками со скоростью SПР крутильных вибрационных колебаний со скоростью VB электромагнитной плиты создается перекрестное движение заготовки под алмазно-абразивными зернами инструмента относительно вектора скорости инструмента VИ и периодически изменяется величина и направление суммарной скорости резания и сила трения (см. фиг.5). Происходит изменение направления скольжения обрабатываемой заготовки относительно шлифовального круга и алмазно-абразивные зерна начинают работать как передними, так и боковыми, и задними гранями, а также изменяется в сторону увеличения интенсивность съема металла и ширина обработки за один проход. При этом облегчается съем металла и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания, вследствие чего полностью подавляются автоколебания и сила трения уменьшается до 4 раз. Кроме того, это позволяет увеличить число активно работающих алмазно-абразивных зерен и интенсифицировать срезание выступов неровностей обрабатываемой поверхности заготовок.
Для эффективной работы алмазно-абразивных зерен как передними, так и боковыми, и задними гранями, необходимо, чтобы амплитуда колебаний обрабатываемой поверхности была на порядок больше величины режущих зерен абразива.
Исходя из того, что колебаниям подвергаются большие массы заготовок и плиты, ведущие к возникновению больших инерционных сил и автоколебаний, и приводом крутильных колебаний применен торцовый асинхронный электродвигатель, позволяющий получать частоту вращения ротора в пределах от 600 мин-1 до 3000 мин-1 частота вибраций составляет f=10…50 Гц и величина амплитуды вибрационных колебаний - AB=0,75…2,50 мм.
В результате совмещения продольного возвратно-поступательного движения со скоростью SПР устройства и крутильных вибрационных колебаний электромагнитной плиты с заготовками со скоростью VB, а также вращательного движения инструмента - VИ на обработанной поверхности формируется износостойкий, регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты, улучшается качество поверхностного слоя заготовки и гасятся автоколебания.
Улучшаются условия работы алмазно-абразивных зерен, уменьшается их износ, повышается интенсивность съема материала и размерная стойкость инструмента, создается благоприятная кинематика движения алмазно-абразивных зерен относительно заготовки, что также снижает шероховатость обработанной поверхности.
Снижение силы трения и гашение автоколебаний шлифовального шпинделя с кругом позволяет улучшить качество обработанной поверхности при одновременном увеличении режимов и производительности. Полное подавление автоколебаний и уменьшение силы трения при использовании предлагаемого способа позволяет повысить режимы и производительность обработки в 2,5…3 раза без ухудшения качества обработанной поверхности.
Кроме того, в таких условиях стойкость инструмента возрастает до 2 раз, по сравнению со стойкостью при традиционной алмазно-абразивной обработке без наложения колебаний.
Предлагаемый способ позволяет повысить производительность также благодаря совмещению черновой и чистовой обработки.
При шлифовании мягкими шлифовальными кругами обеспечивается однотонная зеркально чистая поверхность с малой высотой неровностей.
Шлифование жесткими алмазно-абразивными кругами с применением предлагаемого способа не уступает по производительности высокоскоростному шлифованию и обеспечивает улучшение качества обработанной поверхности.
Таким образом, происходит, интенсивно воздействующее на обрабатываемую поверхность, шлифование с крутильными вибрационными колебаниями заготовки, которое существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность. Следует отметить, что виброшлифование сопровождается образованием упрочненного поверхностного слоя, обладающего повышенной микротвердостью и наличием остаточных сжимающих напряжений.
Снижение силы трения позволяет расширить технологические возможности используемой электромагнитной плиты, т.е. при той же силе притяжения имеется возможность уменьшить размер закрепляемой заготовки, регламентированной, например, ГОСТ 17519-81, а также увеличить режимы обработки и производительность.
Проведены производственные испытания с использованием предлагаемого способа и разработанного устройства для вибрационного плоского шлифования, установленного на плоскошлифовальный станок с крестовым (прямоугольным) столом и вертикальным шпинделем, например, мод. 3Д732Ф1. Плоские призматические заготовки общей массой до 10 кг устанавливались на электромагнитную прямоугольную плиту по ГОСТ 17519-81 предлагаемого устройства. Обработка проводилась с частотой вибраций f=10…50 Гц и величиной амплитуды вибрационных колебаний AB=0,75…2,50 мм. Приводом крутильных колебаний использовался торцовый асинхронный электродвигатель, позволяющий получать частоту вращения ротора в пределах от 600 до 3000 мин-1.
Значения технологических факторов (частоты вибраций, величины амплитуды вибрационных колебаний) выбирались таким образом, чтобы обеспечить кратность вибрационного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности воздействия ведет к возникновению больших инерционных сил и автоколебаний.
Производственные испытания показали, что предложенный способ обеспечивает осцилляцию теплового поля, интенсифицирует процесс обработки вследствие прироста площади контакта заготовки с инструментом за один проход, позволяет получить пересечение под углом траекторий движения алмазно-абразивных зерен шлифовального круга с направлением исходной шероховатости, обуславливая сетку следов и характер микрогеометрии как при хонинговании, шлифохонинговании с наложением вибраций. Улучшаются условия самозатачивания шлифовального круга.
Опытное шлифование плоских заготовок с использованием предлагаемого способа позволяет стабильно получать шероховатость Ra=0,32 мкм по всей длине с 95% вероятностью и полном отсутствии следов «рубленности». Исследованиями установлено, что производительность процесса виброшлифования повышается с увеличением амплитуды колебаний. Следовательно, с точки зрения повышения интенсивности съема материала следует выбирать наибольшие амплитуды колебаний. Производительность процесса изменяется в зависимости от частоты колебаний не монотонно. Для обработки материалов в различных условиях имеются диапазоны частот, при которых достигается наибольший съем материала. Так, при обработке заготовок из Ст.3 с традиционно выбранными режимами шлифования, оптимальными оказались частоты порядка 30…40 Гц.
Способ расширяет технологические возможности плоского шлифования, повышает качество и производительность обработки за счет сообщения заготовкам низкочастотных, не зависящих от частоты вращения инструмента, крутильных вибрационных колебаний, интенсифицирует процесс шлифования и позволяет осуществлять резание не только передними, но и боковыми, и задними гранями алмазно-абразивных зерен, а также за счет увеличения зоны контакта инструмента с заготовкой, позволяющей экономно расходовать алмазно-абразивный материал, снижает затраты на изготовление и эксплуатацию за счет упрощения конструкции вибропривода.
Источники информации
1. Заявка на изобретение RU №2004129025/02. МПК B24B 1/04. Способ шлифования. Киселев B.C., Ковальногов В.Н., Чудинов М.А. 01.10.2004; 10.03.2006.
2. Хорбенко И.Г. Ультразвук в машиностроении. М., 1974.
3. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.93-101.
4. Загрядцкий В.И., Кобяков Е.Т., Степанов Ю.С. Торцовые асинхронные электродвигатели и электромеханические агрегаты. Под общей ред. докт. технич. наук, проф. Ю.С.Степанова. - М.: Машиностроение - 1, 2003. - С.6-15, рис.1.4-1.5.
5. Патент RU 2058655, C6 H02K 5/16, 17/00. Торцовая электрическая асинхронная машина / Загрядцкий В.И., Кобяков Е.Т. 1996. Бюл. №11.
6. Патент RU 2140700, C1, 6 H02K 5/173, 5/16, 17/16. Торцовая электрическая асинхронная машина / Загрядцкий В.И., Кобяков Е.Т., Сидоров Е.П. 1999. Бюл. №30.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2437751C2 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| ВИБРОУПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2009 |
|
RU2429963C2 |
Изобретение относится к технологии машиностроения, к механической обработке трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам, алмазно-абразивным инструментом и может быть использовано при шлифовании и полировании плоских поверхностей заготовок. Способ осуществляют с непрерывным наложением на обрабатываемую заготовку крутильных колебаний низкой частоты и амплитуды, соизмеримой с размерами алмазно-абразивного зерна инструмента. На верхней части корпуса подвижно на планках из антифрикционного материала устанавливают электромагнитную, прямоугольную плиту, в центре которой со стороны нижнего торца растачивают глухое отверстие. В последнем устанавливают эксцентриковую шейку вращающегося ротора. На противоположном от шейки торце ротора располагают витой магнитопровод, имеющий в пазах вторичную короткозамкнутую обмотку. Ротор входит в состав торцового асинхронного двигателя, который содержит выполненный заодно целое с нижней частью корпуса статор с витым магнитопроводом на торце и с m1-фазной первичной обмоткой. Ротор подвижно с возможностью вращения закрепляют с обеспечением зазора между торцами магнитопроводов на опорном стакане, запрессованном в центральном отверстии нижней части корпуса. В результате повышается качество и производительность обработки за счет сообщения заготовкам низкочастотных, не зависящих от частоты вращения инструмента, крутильных вибрационных колебаний. 5 ил.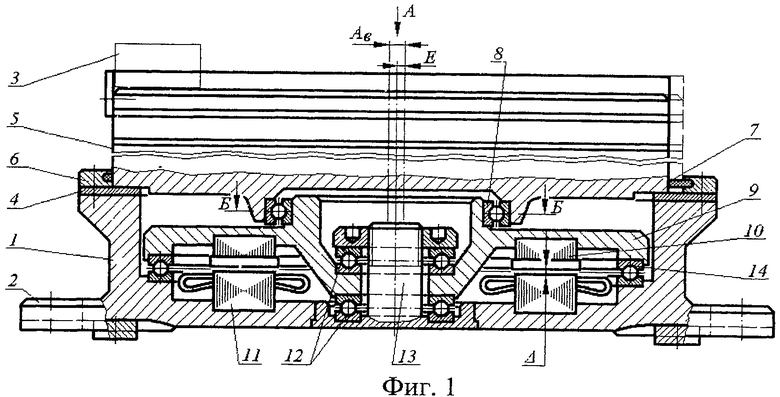
Способ плоского вибрационного шлифования, включающий непрерывное наложение на обрабатываемую заготовку колебаний, отличающийся тем, что заготовке сообщают крутильные колебания низкой частоты и амплитуды, соизмеримой с размерами алмазно-абразивного зерна шлифовального инструмента, для чего используют устройство, содержащее корпус, на верхней части которого подвижно на планках из антифрикционного материала, выполняющих функции подшипника скольжения, устанавливают электромагнитную прямоугольную плиту, в центре которой со стороны нижнего торца растачивают глухое отверстие, в котором на подшипнике устанавливают эксцентриковую шейку вращающегося ротора, на противоположном от шейки торце которого располагают витой магнитопровод, имеющий в пазах вторичную короткозамкнутую обмотку, при этом упомянутый ротор входит в состав торцового асинхронного двигателя, который содержит выполненный заодно целое с нижней частью корпуса статор с витым магнитопроводом на торце, в пазах которого располагают m1-фазную первичную обмотку, причем ротор подвижно с возможностью вращения с помощью упорных подшипников закрепляют с обеспечением зазора между торцами магнитопроводов на опорном стакане, запрессованном в центральном отверстии нижней части корпуса.
| Способ шлифования | 1983 |
|
SU1087307A1 |
| RU 2004129025 C1, 10.03.2006 | |||
| Станок для полирования плоских поверхностей | 1987 |
|
SU1502269A1 |
| МИНИВЕЛОСИПЕД ПРИВАЛОВА | 2000 |
|
RU2224679C2 |
| JP 60207737 A, 19.10.1985. | |||

