1
Изобретение относится к металлургии, в частности может быть использовано при изготовлении литых деталей .
Известен способ термообработки 5 литых заготовок из жаропрочных никелевых сплавов в газостате, который включает нагрев до температуры выше температуры растворения - фазы, но ниже температуры неравновесного со-10 лидуса при одновременном воздействии высокого давления (до1800 атм) 1.
Недостатком указанного способа является то, что при этом не устраняются уссщочная рыхлота и рассеянная 15 пористость, имеющие связь с поверхностью детали. Такие дефекты не устраняются из-за проникновения внутрь дефектов рабочей среды, создающей давление.20
Наиболее близок по технической сущности к предлагаемому способ термообработки в газостате литых детёшей из сплавов Рене 80 и Рене 10025 при температуре 700-1230°С, давлении 1000 атм .- течение 8 ч. Способ отличается тем, что на поверхность деталК перед обработкой в газостате наносится специальная обмазка, кото- 30
рая в процессе нагрева размягчается, обволакивает деталь и препятствует связи внутренних пор с атмосферой газостата, что создает условия для их залечивания 2.
Недостаток известного способа заключается в том, что из-за стекания оплавившейся обмазки происходитчастичная разгерметизация внутренних полостей в детали, а также в том, что входящий в состав обмазки стеклянный порошок содержит такие элементы как Si, Mg, Са, Na, В, которые, диффундируя в поверхностные слои металла детали, отрицательно сказываются на структуре этих слоев и снижают механические свойства. Поэтому для деталей, поверхность которых не подвергается механической обработке (в частности для литых лопаток из жаропрочных никелевых сплавов), описанный метод нельзя рассматривать как решение проблема повышения качества литых лопаток из никелевых сплавов.
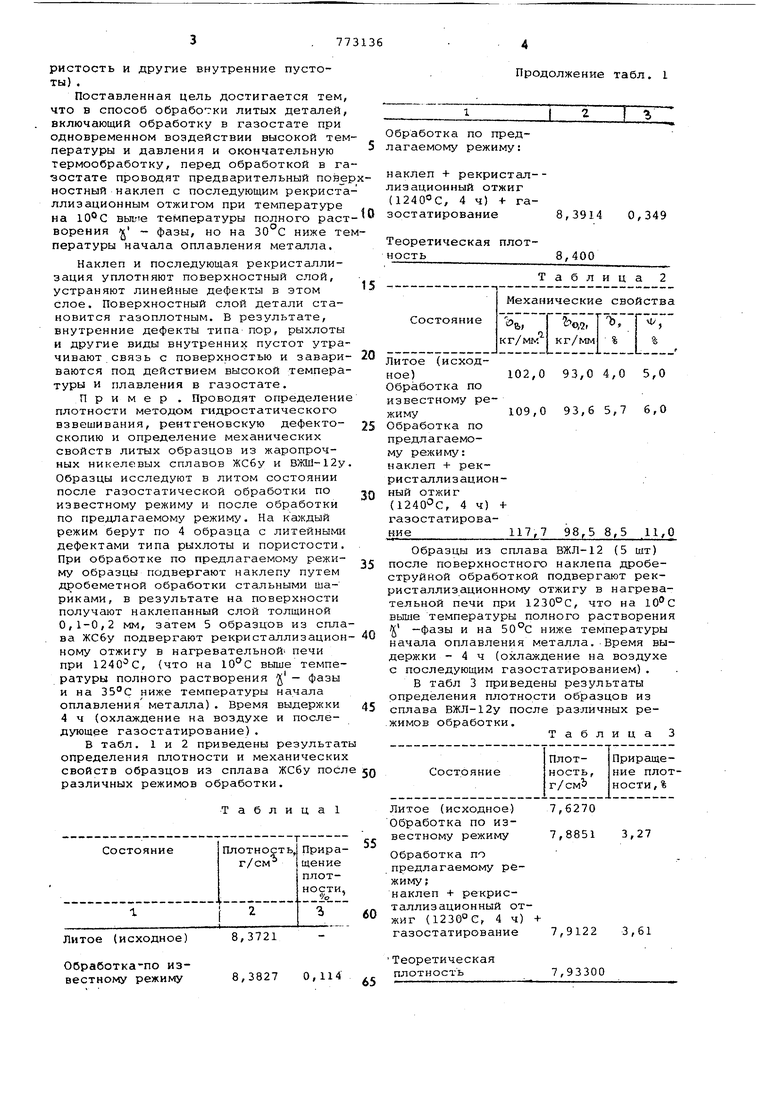
Цель изобретения - повышение качества и выхода годного литых деталей из жаропрочных никелевых сплавов в результате устранения дефектов литейного происхождения (рыхлота, пористость и другие внутренние пустоты) . Поставленная цель достигается тем, что в способ обработки литых деталей, включающий обработку в газостате при одновременном воздействии высокой тем пературы и давления и окончательную термообработку, перед обработкой в га зостате проводят предварительный noise иостный наклеп с последующим рекриста ллиэационным отжигом при температуре на вьлле температуры полного раст ворения - фазы, но на 30°С ниже те пературы начала оплавления металла. Наклеп и последующая рекристаллизация уплотняют поверхностный слой, устраняют линейные дефекты в этом слое. Поверхностный слой детали становится газоплотным. В результате, внутренние дефекты типа пор, рыхлоты и другие виды внутренних пустот утра чивают связь с поверхностью и завари ваются под действием высокой темпера туры и плавления в газостате. Пример . Проводят определени плотности методом гидростатического взвешивания, рентгеновскую дефектоскопию и определение механических свойств литых образцов из жаропрочных никелевых сплавов ЖСбу и ВЖШ-12у Образцы исследуют в литом состоянии после газостатической обработки по известному режиму и после обработки по предлагаемому режиму. На каждый режим берут по 4 образца с литейными дефектами типа рыхлоты и пористости. При обработке по предлагаемому режиму образцы подвергают наклепу путем дробеметной обработки стальными шариками, в результате на поверхности получают наклепанный слой толщиной 0,1-0,2 мм, затем 5 образцов из спла ва ЖСбу подвергают рекристаллизацион ному отжигу в нагревательной печи при , (что на 10°С выше температуры полного растворения - фазы и на ниже температуры начала оплавления металла) . Время выдержки 4 ч (охлаждение на воздухе и последующее газостатирование). В табл. 1 и 2 приведены результат определения плотности и механических свойств образцов из сплава ЖСбу посл различных режимов обработки.
л и ц а 1
Т а Продолжение табл. 1 Обработка по предлагаемому режиму: наклеп + рекристал-лизационный отжиг (1240«С, 4 ч) Ч- га8,3914 0,349 зостатирование Теоретическая плотностьТаблица 2 Литое (исход102,0 93,0 4,0 5,0 ное) Обработка по известному ре109,0 93,6 5,7 6,0 жиму Обработка по предлагаемому режиму: наклеп + рекристаллизацион ный отжиг (, 4 ч) + газостатирова98,5 8,5 11,0 ние117,7 Образцы из сплава ВЖЛ-12 (5 шт) после поверхностного наклепа дробеструйной обработкой подвергают рекристаллизационному отжигу в нагревательной печи при 1230°С, что на 10°С выше температуры полного растворения -фазы и на 50°С ниже температуры начала оплавления металла.-Время выдержки - 4 ч (охлаждение на воздухе с последующим газостатированием). В табл 3 приведены результаты определения плотности образцов из сплава ВЖЛ-12у после различных режимов обработки. Таблица 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения металла покрытий | 1991 |
|
SU1788084A1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2309191C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2009 |
|
RU2410475C2 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ГОРЯЧИМ ИЗОСТАТИЧЕСКИМ ПРЕССОВАНИЕМ | 2008 |
|
RU2380454C1 |
| Способ обработки отливок из жаропрочных сплавов на никелевой основе | 1987 |
|
SU1509419A1 |
| СПОСОБ УПЛОТНЕНИЯ ОТЛИВОК ИЗ НИКЕЛЕВОГО СПЛАВА | 2007 |
|
RU2361010C2 |
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2501880C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОКРЫТИЙ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2351685C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА ДЕТАЛЕЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2007 |
|
RU2346799C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2014 |
|
RU2572925C1 |
Литое (исходное) 8,3721
Обработка-по из0,114 вестному режиму 8,3827
Теоретическая
7,93300 плотность
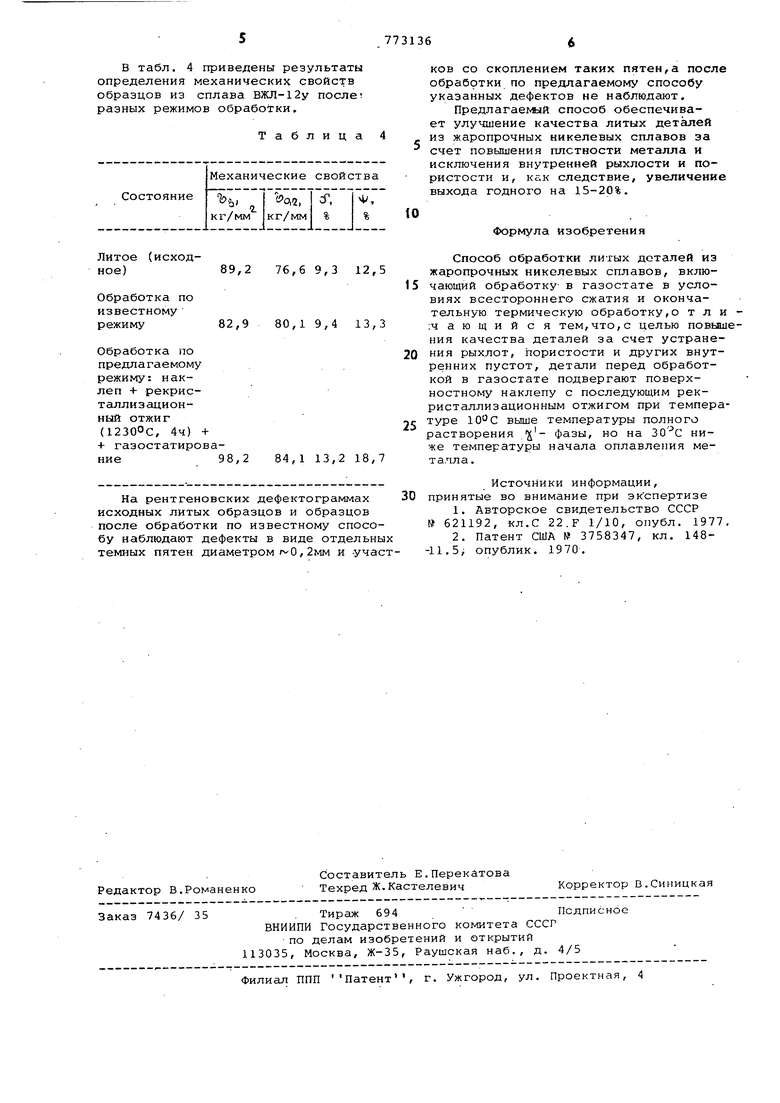
В табл. 4 приведены результаты определения механических свойств образцов из сплава ВЖЛ-12у после разных режимов обработки.
Таблица
89,2 76,6 9,3 12,5
82,9 80,1 9,4 13,3 98,2
84,1 13,2 18,7 На рентгеновских дефектограммах исходных литых образцов и образцов после обработки по известному способу наблюдают дефекты в виде отдельных темных пятен диаметром 0, 2мм и участков со скоплением таких пятен,а после обработки по предлагаемому способу указанных дефектов не наблюдают.
Пpeдлaгae Jh й способ обеспечивает улучшение качества литых деталей из жаропрочных никелевых сплавов за счет повышения плотности металла и исключения внутренней рыхлости и пористости и, кйк следствие, увеличение выхода годного на 15-20%.
Формула изобретения
Способ обработки литых деталей из жаропрочных никелевых сплавов, включающий обработку в газостате в условиях всестороннего сжатия и окончательную термическую обработку,о т л и :чаю1дийся тем, что, с целью повышения качества деталей за счет устранения рыхлот, пористости и других внутренних пустот, детали перед обработкой в газостате подвергают поверхностному наклепу с последующим рекристаллизационным отжигом при температуре выше температуры полного астворения /s- фазы, но на З0с ниже температуры начала оплавления металла. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 621192, кл.С 22.F 1/10, опубл. 1977, 2.Патент США № 3758347, кл. 148-11.5 опублик. 1970.
