Предлагаемое изобретение относится к машиностроению, в частности к получению защитных гальвано-химических покрытий никеля и меди, имеющих максимально возможное сцепление с материалом основы, и может быть использовано в аэрокосмической и других отраслях промышленности при изготовлении ответственных узлов, работающих в среде окислителя при высоких температурах (ТНА ЖРД).
Детали газового тракта турбины турбонасосных агрегатов кислородно-керосиновых ЖРД, работающих на высокотемпературном окислительном генераторном газе изготавливаются из жаропрочных никелевых сплавов или высоколегированных сталей. Как известно, эти материалы могут гореть в генераторном газе. Тепловыделение, скорость горения и соответственно время развития процессов, предшествующих разрушению конструкции, зависят от химического состава сплава, в первую очередь, от химического содержания в них никеля.
Никель и медь не способны к самоподдерживающемуся горению до температуры 800°С, поэтому никелевое и медное покрытия используются как защитные для обеспечения требуемой стойкости к возгоранию материалов, в том числе для газовых трактов турбин и ТНА ЖРД.
Основным способом получения толстослойных никелевых и медных покрытий является электролитический способ нанесения покрытий с последующей термообработкой их при температуре 300°С в течение двух часов.
Известны и другие способы получения покрытий:
- Способ электролитического нанесения никелевых покрытий, включающий электроосаждение никелевого покрытия из электролита на основе сульфата никеля с добавками борной кислоты и фторида натрия в условиях продувки электролита двуокисью углерода в течение 2-3 минут с интервалами между продувками 20-30 минут с последующей термообработкой покрытия при температуре 300±10°С в течение 4-6 часов [А.С. SU 1694705А1, опубл. 30.11.91, бюл. №44].
- Способ получения антикоррозионного покрытия на стальных деталях, включающий предварительную катодно-анодную обработку изделия в 20% серной кислоте, нанесение никелевого покрытия из электролита на основе сульфата никеля и сульфата магния и последующую термообработку изделия при температуре 80-100°С [Патент РФ RU 2319796 С2, опубл. 20.03.2008].
- Способ нанесения жаростойкого покрытия, включающий последовательное электролитическое осаждение композиционного слоя никеля с частицами молибдена из водного электролита, из неводного органического электролита - слоя алюминия толщиной 1/3-3/8 толщины композиционного слоя и термодиффузионный отжиг при температуре 1100-1400°С [А.С. SU 1615233 А1, опубл. 23.12.90, бюл. №47].
Известные способы получения покрытий отработаны на сталях, в то время как получение качественных с высокой прочностью сцепления никелевых и медных покрытий на никелевых сплавах и высоколегированных сталях представляет определенную сложность. При огневых испытаниях двигателей ЖРД имели место случаи отслоения (частичного или полного) никелевого покрытия, что приводило к аварийному исходу испытаний.
В качестве прототипа выбрана технология получения защитного покрытия на поверхности изделий, включающая предварительное диффузионное насыщение поверхности изделия (из твердого сплава группы ВК) медью или никелем при температуре 700-950°С в течение 6-30 минут и последующее электролитическое нанесение покрытия из меди или никеля соответственно [А.С. SU 1691423 А1, опубл. 15.11.91, бюл. №42].
Недостатками известных способов и способа-прототипа являются:
- невысокая прочность сцепления покрытия с основой;
- наличие дефектов в толстослойных покрытиях;
- невозможность диффузионного насыщения отдельных участков поверхности изделия, в т.ч. сложной конфигурации.
Задачей предлагаемого изобретения является получение на высоколегированных сталях или никелевых сплавах качественных бездефектных покрытий меди и никеля с высокой прочностью сцепления с основным материалом и сохранением механических характеристик основы.
Поставленная задача решается тем, что на поверхность деталей из высоколегированных сталей или никелевых сплавов электролитически наносится толстослойное медное и (или) никелевое покрытие, и затем согласно изобретению проводится термомеханическая обработка покрытия в газостате при температуре от 400 до 1120°С и давлении от 101 до 149 МПа, обеспечивающих сохранение механических характеристик основного материала и геометрических размеров деталей.
Оценка качества покрытия производилась микроструктурным анализом, оценку прочности сцепления покрытия с основой - микрорентгеноспектральным анализом путем сравнения величин диффузии и ширины диффузионной зоны до и после газостатической обработки.
Определение механических характеристик основного материала (высоколегированной стали, никелевого сплава) производили в соответствии с требованиями нормативной документации.
Например, при работе изделий в окислительных средах в условиях повышенных температур образующаяся при известном способе получения покрытий адгезионно-диффузионная связь не обеспечивает качественного сцепления покрытий с основой (высоколегированные стали, никелевые сплавы). Глубина диффузии покрытия (медного, никелевого) в основной материал без обработки в газостате составляет 5-7 мкм. А само толстослойное покрытие имеет дефекты (раковины, поры, в т.ч. внутренние).
Были опробованы различные режимы газостатирования деталей из высоколегированной стали 08Х14Н7МЛ (ВНЛ-1) и никелевого сплава ХН62МТЮЛ (ВЖЛ-14) с толстослойными медным и никелевым покрытиями и получены сравнительные данные по глубине диффузии и ширине диффузионной зоны, показывающие увеличение этих характеристик с ростом температуры газостатической обработки.
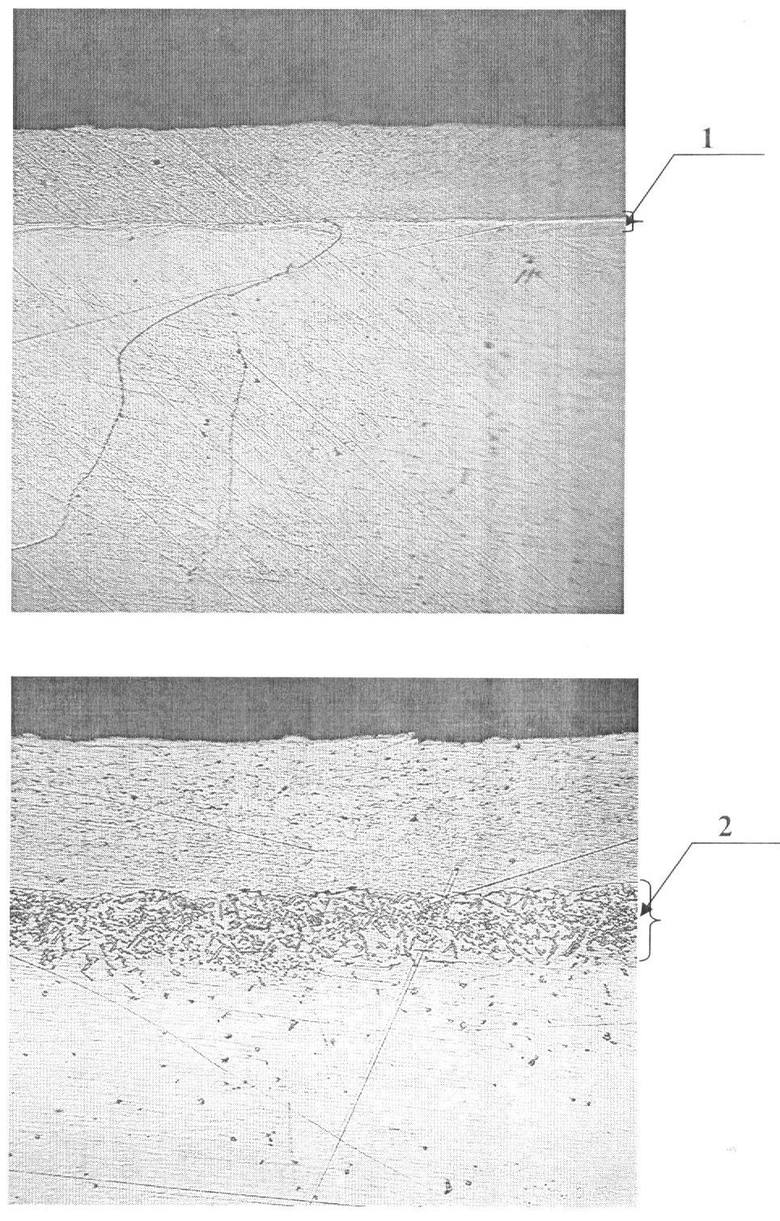
Термомеханическая обработка покрытий в газостате при температуре от 400 до 1120°С и давлении от 101 до 149 МПа в течение 2-6 часов способствует повышению прочности сцепления покрытий за счет увеличения диффузии и расширения диффузионной зоны в 2,5 и более раз (черт.1: 1 - ширина диффузионной зоны до газостатической обработки после прогрева в вакууме при давлении Р=6,7×10-7 МПа и температуре Т=300°С - 5 мкм; 2 - ширина диффузионной зоны после газостатической обработки при давлении Р=101,6 МПа и температуре Т=500°С - 25 мкм). Глубина диффузии покрытия (медного, никелевого) в основной материал (высоколегированная сталь, никелевый сплав) после обработки в газостате составляет от 15 до 35 мкм (табл.1).
Качество покрытия улучшается за счет уплотнения покрытия и уменьшения дефектов, в т.ч. пористости.
Режимы термомеханической обработки покрытий выбирались в зависимости от марки материала основы, стадии изготовления деталей и свойств покрытий.
Высокотемпературные режимы обработки допустимы на ранних стадиях изготовления деталей, когда режим закалки основного материала соответствует выбранному режиму термомеханической обработки.
Низкотемпературные режимы применимы для окончательно изготовленных деталей, термообработка которых выше выбранного режима приводит к разупрочнению основного материала.
Номинальные режимы выбираются для деталей, на которых не выполнены окончательные геометрические размеры повышенной точности (классные), а режим термомеханической обработки совпадает с температурой термообработки основного материала.
Как показал опыт, обработка при температуре меньшей 400°С нецелесообразна, т.к. не приводит к изменению взаимной диффузии покрытия и основы.
Обработка при температуре выше 1120°С также нежелательна, т.к. приводит к ухудшению свойств покрытий и основного материала.
Номинальные режимы термомеханической обработки покрытий позволяют получить на поверхности деталей из никелевых сплавов или высоколегированных сталей устойчивые качественные покрытия (медное, никелевое) без потери механических характеристик основного материала и сохранением геометрических размеров деталей ТНА.
Положительные результаты термомеханической обработки подтверждаются многократными огневыми испытаниями ТНА в составе двигателей ЖРД, работающих в среде окислительного газа при Т=550°С.
Полученные результаты свидетельствуют о том, что предлагаемый способ при оптимальных параметрах его выполнения обеспечивает получение толстослойных покрытий (никелевого, медного) с более высокой прочностью сцепления и лучшим качеством, уровень механических свойств и сохранение геометрических размеров деталей в соответствии с требованиями нормативной документации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2581335C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ (ВАРИАНТЫ) | 1996 |
|
RU2096533C1 |
| ГАЗОВЫЙ ТРАКТ ЖРД | 2015 |
|
RU2579296C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОЧНОСЦЕПЛЕННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА МЕТАЛЛАХ И СПЛАВАХ | 1992 |
|
RU2051205C1 |
| Способ упрочнения металла покрытий | 1991 |
|
SU1788084A1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2309191C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
Изобретение относится к области гальванотехники, может быть использовано в аэрокосмической и других отраслях промышленности при изготовлении узлов, работающих в среде окислителя при высоких температурах, например, турбонасосного агрегата жидкостного ракетного двигателя (ТНА ЖРД). Способ получения защитного покрытия из никеля или меди на поверхности высоколегированных сталей или никелевых сплавов включает электролитическое нанесение покрытия, после которого проводят термомеханическую обработку в газостате при температуре от 400 до 1120°С и давлении от 101 до 149 МПа. Технический результат: получение качественных бездефектных покрытий меди или никеля с высокой прочностью сцепления с основным материалом и сохранением механических характеристик основы. 1 табл., 1 ил.
Способ получения защитного покрытия из никеля или меди на поверхности деталей из высоколегированных сталей или никелевых сплавов, включающий электролитическое нанесение покрытия, отличающийся тем, что после электролитического нанесения покрытия проводят его термомеханическую обработку в газостате при температуре от 400 до 1120°С и давлении от 101 до 149 МПа.
| Способ получения защитного покрытия на поверхности изделий | 1989 |
|
SU1691423A1 |
| RU 93035279, A, 09.07.1995 | |||
| RU 2005140402 А, 10.07.2007 | |||
| DE 10123585 C1, 05.12.2002. | |||

