В измерительной технике машиностроения широко известны приборы для измерения больших диаметров, основанные на принципе измерения стрелки дуги окружности, вписанной в угол постоянной величины.
Предлагаемый прибор отличается от известных тем, что вместо жесткого базового угольника в нем применена помеш,енная на подвижной по опорному измерительному стержню каретке перископическая оптическая труба, объектив которой расположен своей оптической осью под выбранным постоянным углом к оси измерительного стержня. Указанная особенность обеспечивает возможность использования прибора для точных измерений больших наружных диаметров; при этом прибор прост и компактен.
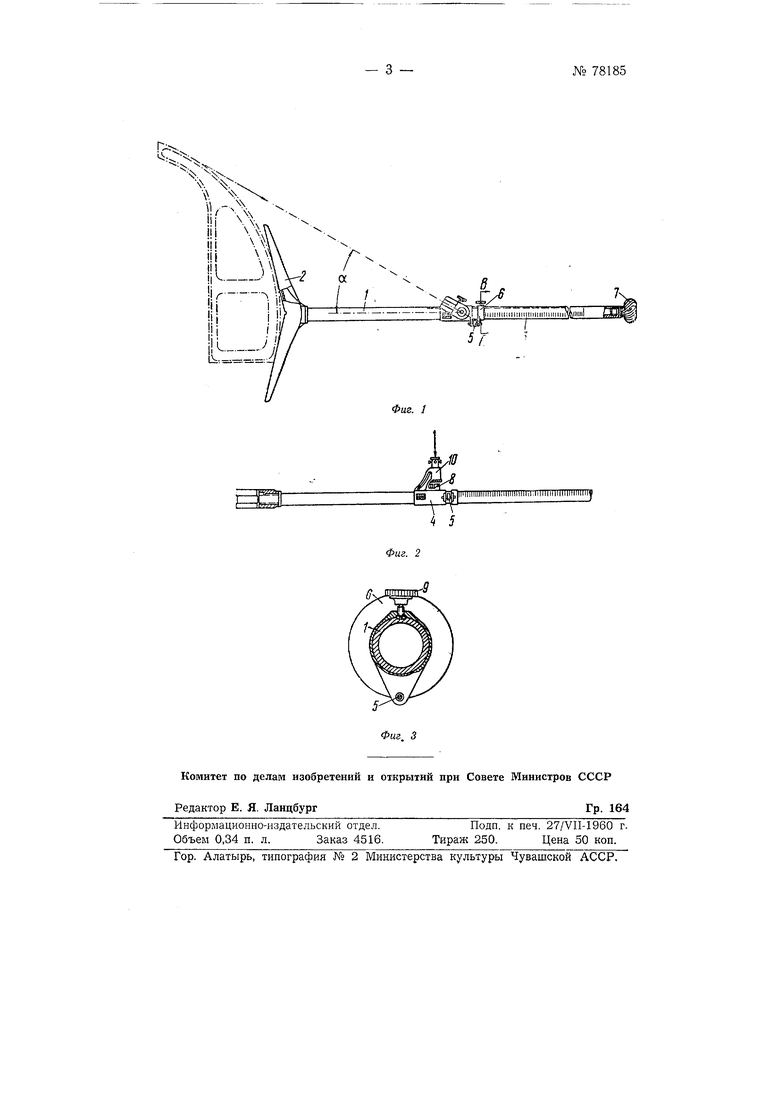
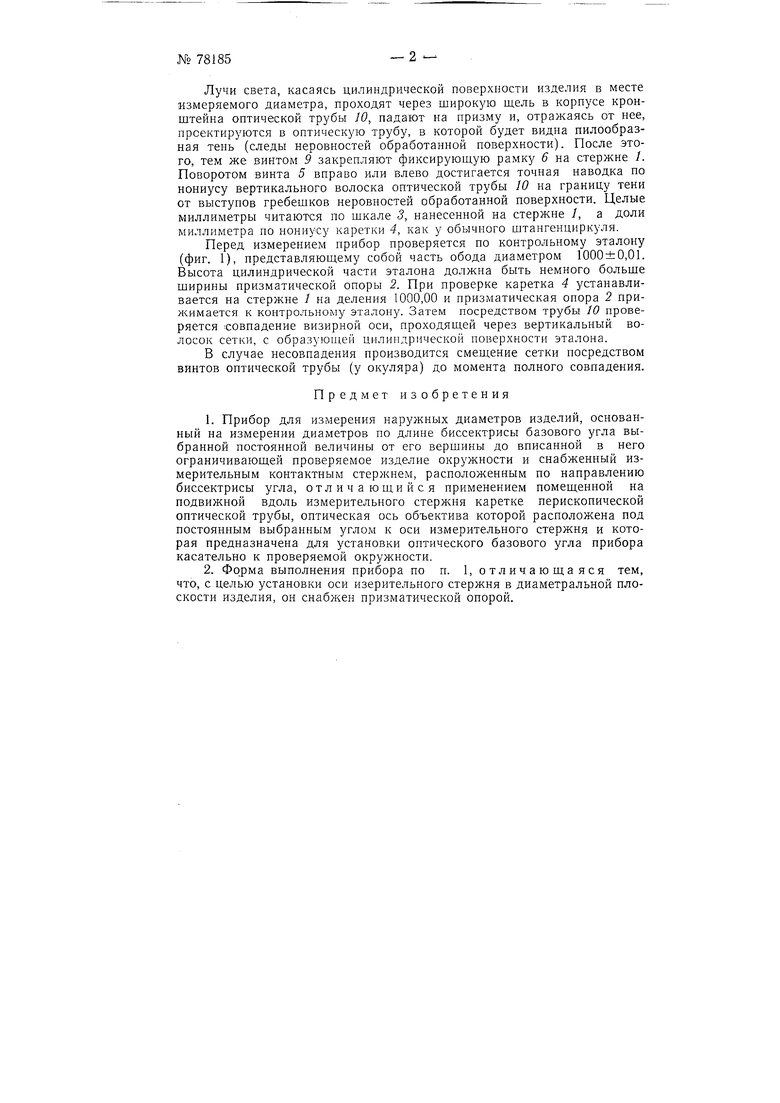
На фиг. 1 и 2 схематически показан прибор в двух проекциях; на фиг. 3-фиксируюшая рамка каретки прибора.
Измерительный стержень 1 прибора снабжен призматической опорой и шкалой 3 с делениями.
На стержне / установлена передвижная каретка 4, снабженная нониусом и скрепленная винтом 5 с фиксируюшей рамкой 6. Шарообразная рукоятка 7 предназначена для поддержания прибора при замерах. Призма 8 с внутренним отражением укреплена под объективом оптической трубы 10.
Измерение производится следуюшим образом.
Источник света помешается за изделием.
Призматическая опора 2 стержня / прижимается к измеряемому изделию таким образом, чтобы ее плоскости плотно прилегали к изделию по образующим его цилиндрической поверхности. Освобождая фиксирующую рамку 6 (отвернув стопорный винт 9) и перемещая вдоль стержня / каретку 4, производят грубое визирование.
№ 78185- 2 -
Лучи света, касаясь цилиндрической поверхности изделия в месте измеряемого диаметра, проходят через широкую щель в корпусе кронштейна оптической трубы 10, падают на призму и, отражаясь от нее, проектируются в оптическую трубу, в которой будет видна пилообразная тень (следы неровностей обработанной поверхности). После этого, тем же винтом 9 закрепляют фиксируюш,ую рамку 6 на стержне /. Поворотом винта 5 вправо или влево достигается точная наводка по нониусу вертикального волоска оптической трубы 10 на границу тени от выступов гребешков неровностей обработанной поверхности. Целые миллиметры читаются по шкале 3, нанесенной на стержне 1, а доли миллиметра по нониусу каретки 4, как у обычного штангенциркуля.
Перед измерением прибор проверяется по контрольному эталону (фиг. 1), представляющему собой часть обода диаметром 1000±0,01. Высота цилиндрической части эталона должна быть немного больше ширины призматической опоры 2. При проверке каретка 4 устанавливается на стержне / на деления 1000,00 и призматическая опора 2 приЛчимается к контрольному эталону. Затем посредством трубы 10 проверяется совпадение визирной оси, проходящей через вертикальный волосок сетки, с образующей цилиндрической поверхности эталона.
В случае несовпадения производится смещение сетки посредством винтов оптической трубы (у окуляра) до момента полного совпадения.
Предмет изобретения
1.Прибор для измерения наружных диаметров изделий, основанный на измерении диаметров по длине биссектрисы базового угла выбранной постоянной величины от его вершины до вписанной в него ограничивающей проверяемое изделие окружности и снабженный измерительным контактным стержнем, расположенным по направлению биссектрисы угла, отличающийся применением помещенной на подвижной вдоль измерительного стернсня каретке перископической оптической трубы, оптическая ось объектива которой расположена под постоянным выбранным углом к оси измерительного стержня и которая предназначена для установки оптического базового угла прибора касательно к проверяемой окружности.
2.Форма выполнения прибора по п. 1, отличающаяся тем, что, с целью установки оси изерительного стержня в диаметральной плоскости изделия, он снабжен призматической опорой.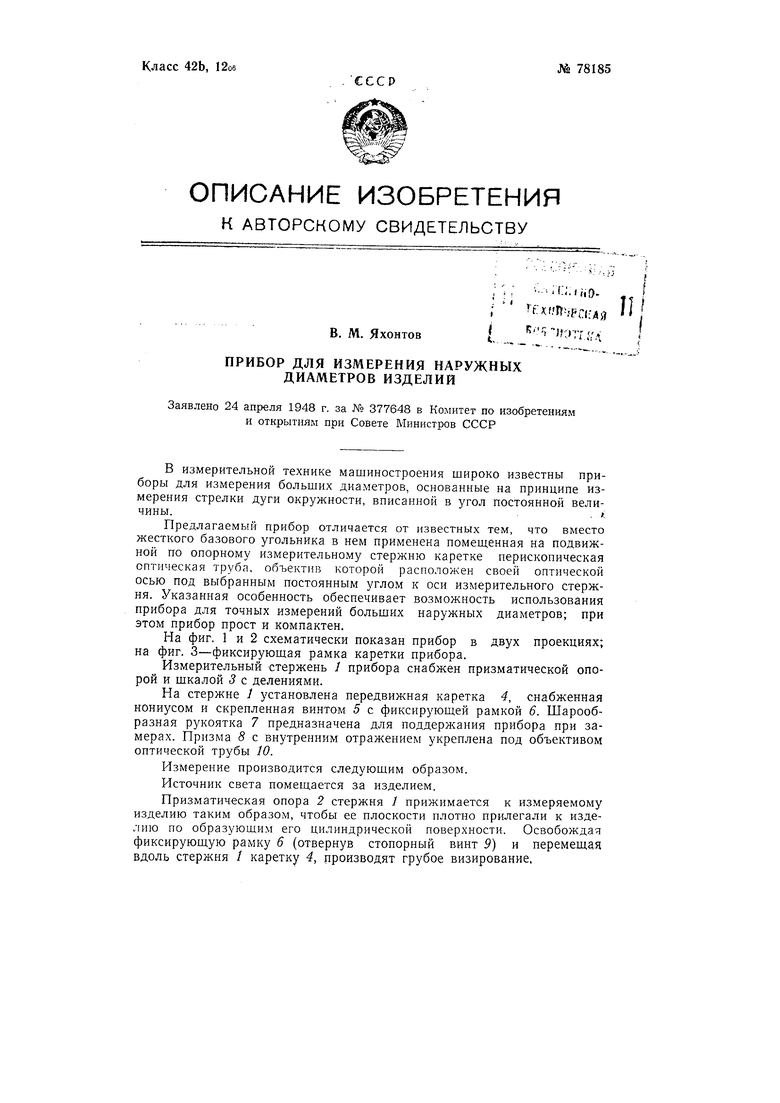
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КАЛИБРОВКИ АВТОМОБИЛЬНОЙ ПЛОЩАДКИ РЕГУЛИРОВОЧНЫХ СТЕНДОВ | 2005 |
|
RU2352897C2 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО ИЗМЕРЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2382984C1 |
| Устройство для измерения диаметров изделий | 1988 |
|
SU1543218A1 |
| Координатный проектор | 1948 |
|
SU83858A1 |
| Прибор для геодезической съёмки местности | 1937 |
|
SU62159A1 |
| СПОСОБ ИЗМЕРЕНИЯ БОЛЬШИХ ДИАМЕТРОВ ПО ДУГЕ ОКРУЖНОСТИ | 1949 |
|
SU85367A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЗАЗОРА МЕЖДУ ПОВЕРХНОСТЯМИ ИЗДЕЛИЯ | 1992 |
|
RU2049305C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ | 2002 |
|
RU2269090C2 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ | 2008 |
|
RU2362119C1 |
| Устройство для измерения изделий сложной формы | 1990 |
|
SU1758405A1 |