Известные способы измерения больших диаметров по дуге окружности основаны на измерении стрелки, соответствующей выбранной хорде данного участка дуги окружности. Приборы, работающие на этом принципе, не обеспечивают получения размера измеряемого диаметра в результате непосредственного отсчета на шкале прибора, а требуют для этого дополнительных подсчетов.
Описываемый способ позволяет осуществлять измерение больших диаметров, с достаточной точностью, получая сразу результат измерения данного диаметра непосредственно на шкалах прибора.
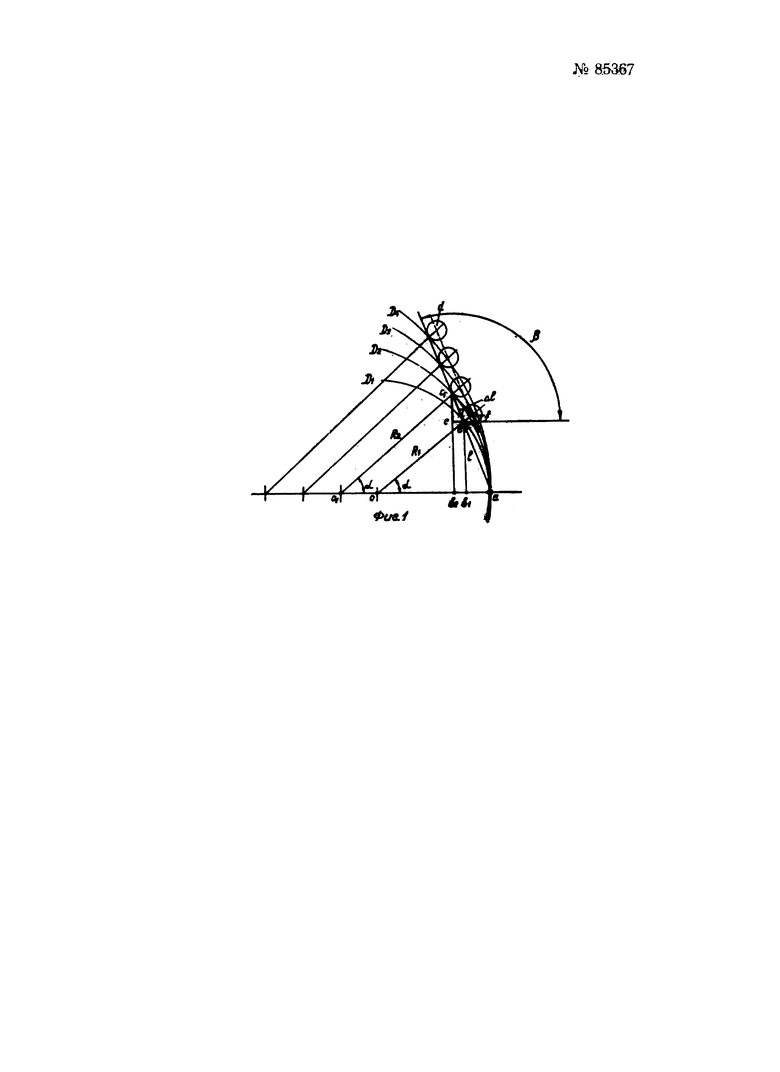
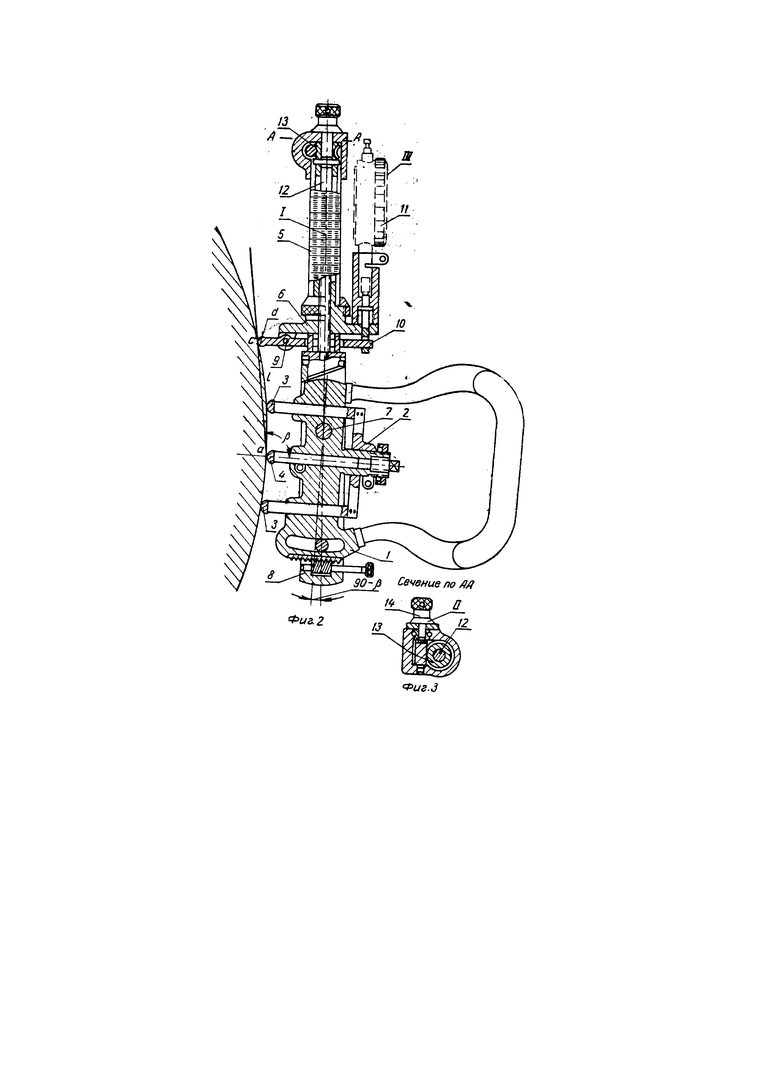
На фиг. 1 изображена схема измерения диаметра окружности по ее дуге; на фиг. 2 - индикаторный прибор для измерения больших диаметров по дуге окружности; на фиг. 3 - сечение по АА на фиг. 2.
Предлагаемый способ измерения больших диаметров по дуге окружности основан на измерении длины  секущей, проведенной под заданным углом β к диаметральной прямой оа от точки а пересечения диаметральной прямой с измеряемой окружностью до точки с пересечения данной секущей с окружностью. При увеличении диаметров измеряемой окружности (см. D1D2 и т.д.) линия, соединяющая центр о измеряемой окружности и точку с пересечения секущей прямой с окружностью, перемещается параллельно самой себе под углом α к диаметральной прямой. Изменение длины
секущей, проведенной под заданным углом β к диаметральной прямой оа от точки а пересечения диаметральной прямой с измеряемой окружностью до точки с пересечения данной секущей с окружностью. При увеличении диаметров измеряемой окружности (см. D1D2 и т.д.) линия, соединяющая центр о измеряемой окружности и точку с пересечения секущей прямой с окружностью, перемещается параллельно самой себе под углом α к диаметральной прямой. Изменение длины  секущей при изменении радиуса R окружности определяется величиной
секущей при изменении радиуса R окружности определяется величиной  Решая прямоугольные треугольники ocb1, o1c1b2 и с1ес, получаем выражение для величины
Решая прямоугольные треугольники ocb1, o1c1b2 и с1ес, получаем выражение для величины 

при этом α=2 (β-90°),
где β - угол, величина которого задается при измерении.
Конструкция прибора для измерения больших диаметров по данному способу основана на измерении длины  секущей или вернее ее приращения
секущей или вернее ее приращения  посредством передвижного в направлении секущей прямой ас контактного штифта d. Базой измерения при этом является точка а, лежащая на пересечении диаметральной прямой с измеряемой окружностью, куда устанавливается второй неподвижный контакт прибора.
посредством передвижного в направлении секущей прямой ас контактного штифта d. Базой измерения при этом является точка а, лежащая на пересечении диаметральной прямой с измеряемой окружностью, куда устанавливается второй неподвижный контакт прибора.
Прибор состоит из снабженного скобой корпуса 1, который посредством подпружиненной подвижной рамки 2 с двумя сферическими опорами 3, неподвижно устанавливается на измеряемой цилиндрической поверхности так, чтобы контакт 4 прибора находился на базовой диаметральной прямой в точке а ее пересечения с окружностью. На корпусе прибора укреплена цилиндрическая направляющая 5, предназначенная для перемещения измерительной каретки 6 в плоскости установки прибора. Направляющая выполнена поворотной относительно корпуса прибора на оси 7 и для точной установки угла поворота в соответствии с выбранным углом β наклона секущей снабжена червячным установочным механизмом 8. На измерительной каретке 6 помещен поворотный на оси 9 контактный щуп 10 со сферическим контактом d. Контактный щуп взаимодействует с укрепленным на каретке индикатором 11, регистрирующим отклонение контакта d от секущей прямой - ас. Каретка 6 перемещается по направляющей посредством микрометрического винта 12, снабженного дополнительным приводным микрометрическим червячным механизмом 13.
Для отсчета размера измеряемого диаметра, величина которого пропорциональна величине перемещения каретки на длину  по секущей прямой, на приборе имеются три шкалы: шкала I на направляющей 5, шкала II - на нониусном лимбе 14 червячного механизма 13 и шкала III на индикаторе 11. Размер измеряемого диаметра определяется как сумма показаний на шкалах I, II и III.
по секущей прямой, на приборе имеются три шкалы: шкала I на направляющей 5, шкала II - на нониусном лимбе 14 червячного механизма 13 и шкала III на индикаторе 11. Размер измеряемого диаметра определяется как сумма показаний на шкалах I, II и III.
Прибор рассчитывается на несколько интервалов измеряемых диаметров, в данном случае на четыре интервала: от 1000 мм до 2000 мм, от 2000 мм до 4000 мм, от 4000 мм до 8000 мм и от 8000 мм до 10000 мм. Для каждого интервала диаметров выбирается угол β установки направляющей прибора, общий предел регулирования которого в данной конструкции равен ±6°, и прибор снабжается отдельными шкалами с различной ценой делений.
. Таким образом, для использования прибора в четырех интервалах диаметров каждая шкала прибора состоит из четырех параллельных шкал. Величина интервалов измеряемых диаметров в пределах одной шкалы обусловливается величиной рабочего хода измерительной каретки 6 по направляющей 5. В описываемой конструкции прибора величина хода каретки равна 100 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОПОГРАФИИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208370C2 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| ЧЕРТЕЖНЫЙ ПРИБОР | 1967 |
|
SU201149A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ НАКЛОНЕНИЯ ВИДИМОГО МОРСКОГО ГОРИЗОНТА | 1941 |
|
SU64692A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| УСТРОЙСТВО ДЛЯ ЧЕРЧЕНИЯ | 1928 |
|
SU38011A1 |
| Параллаксометр | 1975 |
|
SU690316A1 |
| ПОРТАТИВНЫЙ ТЕСТЕР ТВЕРДОСТИ С ЦИФРОВЫМ ДИСПЛЕЕМ | 2013 |
|
RU2601512C2 |
| ПАТЕНТНО-ТЕКНИНЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303220A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОБЪЕКТОВ ГЛАЗНОГО ДНА | 1997 |
|
RU2137415C1 |
1. Способ измерения больших диаметров по дуге окружности, отличающийся тем, что диаметр заданной окружности определяют по расстоянию между точкой пересечения окружности с диаметральной прямой и точкой пересечения окружности с секущей, проведенной из первой точки под выбранным углом к диаметральной прямой.
2. Индикаторный прибор для осуществления способа по п. 1 с базированием на двух опорах по диаметральной плоскости изделия, отличающийся тем, что, с целью осуществления перемещения контактного штифта индикатора по секущей выбранного наклона, для определения длины секущей между точками ее пересечения с окружностью, контактный штифт индикатора помещен вне базовых опор на каретке, передвижной в заданном направлении.
3. Форма выполнения прибора по п. 2, отличающаяся тем, что, с целью установки угла перемещения каретки по отношению к базовой диаметральной плоскости, направляющая каретки выполнена поворотной в плоскости установки прибора.
4. Форма выполнения прибора по пп. 2 и 3, отличающаяся тем, что для обеспечения высокой точности отсчета перемещения каретки применен микрометрический винт с дополнительной червячной передачей.
5. Прием использования прибора по пп. 2, 3 и 4, отличающийся тем, что размер измеряемого диаметра читают как сумму показаний на продольной шкале перемещения каретки, нониусе микрометрического винта и шкале индикатора.
