(54) СПОСОБ ПЕРИОДИЧЕСКОЙ ПЛАВКИ МЕТАЛЛА
В ИНДУКЦИОННОЙ МНОГОФАЗНОЙ КАНАЛЬНОЙ
ЭЛЕКТРОПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная канальная многофазная печь | 1983 |
|
SU1091835A1 |
| Индукционная плавильная установка | 1979 |
|
SU1031007A1 |
| Индукционная канальная печь | 1990 |
|
SU1750064A1 |
| Способ плавки металлов в индукционной канальной печи | 1980 |
|
SU923017A1 |
| Индукционная канальная многофазная печь | 1983 |
|
SU1334400A2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ ЭЛЕКТРОЭНЕРГИИ В ТРЕХФАЗНЫХ СЕТЯХ ЭЛЕКТРОСНАБЖЕНИЯ ПЕЧЕЙ ИНДУКЦИОННОГО НАГРЕВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165668C2 |
| Индукционная многофазная канальная печь | 1983 |
|
SU1246420A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1994 |
|
RU2083938C1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2185583C2 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |

1
Изобретение относится к электротехнике, конкретно к плавлению и обработке металлов в электротермических индукционных установках, и может быть использовано в двух-и трехфазных индукционных плавильных печах канального типа.
Известны способы плавления металлов в индукционных канальных печах, включающие расплавление шихты и подогрев расплавленного металла, в которых для повышения срока службы печи меняют направление циркуляции металла 1.
Однако для .реализации этих способов необходимо, чтобы циркуляция металла в таких печах осуществлялась с помощью дополнительных устройств, например электромагнитных, которые позволили бы менять ее направление. Это существенно усложняет конструкцию канальных печей, а также ограничивает область применения способов плавки.
Известен также способ периодической плавки металла в индукционной многофазцой канальной электропечи, содержащей, по меньщей мере, два индуктора, питаемые от трехфазной сети, при котором перед каждой плавкой подают на индукторы напряжения, сдвинутые по фазе, а после плавки снимают. В этом случае индукторы трехфазной печи подключают к сети по схеме «Треугольник либо «Звезда, а индукторы двухфазной печи - по схеме «Открытый
5 треугольник или схеме Скотта 2.
Недостатком этого способа плавления является сравнительно невысокий ресурс работы и низкая надежность работы канальной печи. Это обусловлено тем, что при подключении индукторов печи к трехфазной
10 системе напряжений, активная мощность печи за счет взаимного влияния каналов друг на друга распределяется по каналам неравномерно. Мощность одного канала, как правило, на 10-30% выше другого, что приводит к более быстрому износу это15го канала.
Цель изобретения - увеличение срока службы и повышение, надежности. индукционных плавильных печей канального типа 20 двух- и трехфазного исполнения.
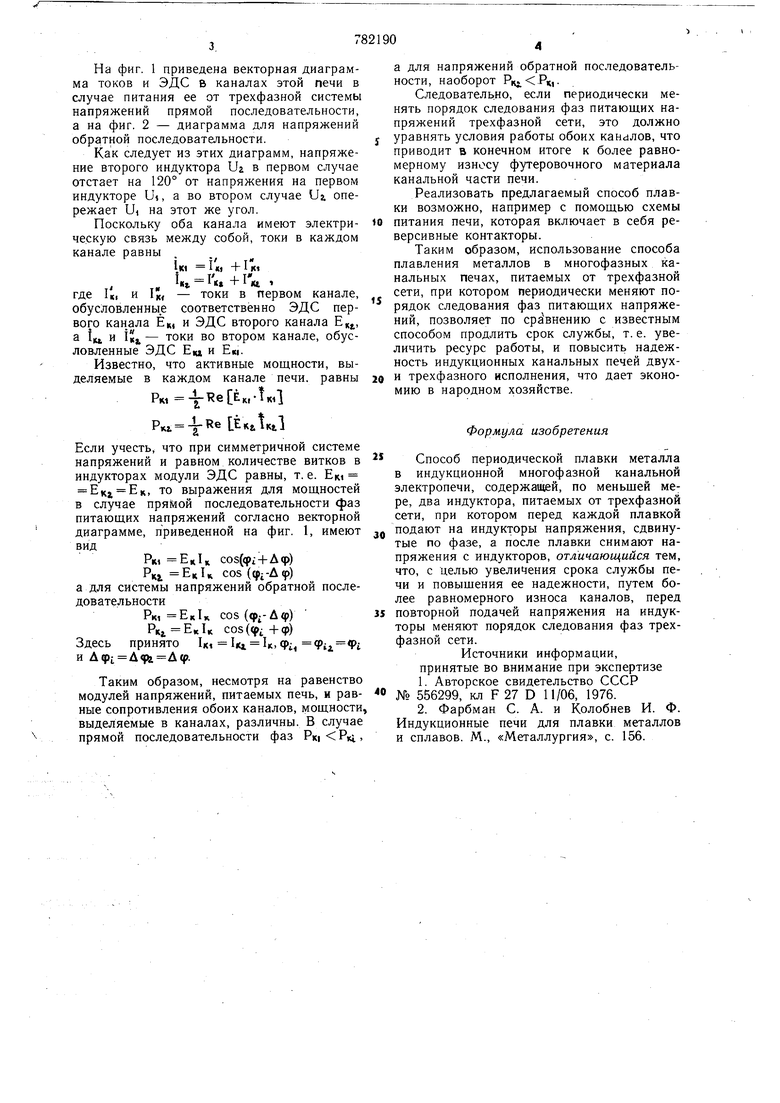
Указанная цель достигается за счет того, что перед повторной подачей напряжения на индукторы меняют порядок следования фаз трехфазной сети. На фиг. 1 приведена векторная диаграмма токов и ЭДС в каналах этой печи в случае питания ее от трехфазной системы напряжений прямой последовательности, а на фиг. 2 - диаграмма для напряжений обратной последовательности. Как следует из этих диаграмм, напряжение второго индуктора Ue в первом случае отстает на 120° от напряжения на первом индукторе и, а во втором случае Ui опережает Ui на этот же угол. Поскольку оба канала имеют электрическую связь между собой, токи в каждом канале равны U i/« +i;, ,.т. где If, и 1„, - токи в первом канале, обусловленные соответственно ЭДС первого Ёц, и ЭДС второго канала Ец, 3 im, и IKJ - токи во втором канале, обусловленные ЭДС Ещ и ЕЙ. Известно, что активные мощности, выделяемые в каждом канале печи, равны PK,,-twl p t -l-Re Если учесть, что при симметричной системе напряжений и равном количестве витков в индукторах модули ЭДС равны, т. е. EKI EKJ EK, то выражения для мощностей в случае пряйой последовательности фаз питающих напряжений согласно векторной диаграмме, приведенной на фиг. 1, имеют вид РМ Ек1к С05(ф + Аф) РК. EKU COS ((pi-A(p) а для системы напряжений обратной последовательностиPKI EKU С05(ф.-Аф) С05() Здесь принято IKI IK. Ц, ф, и Аф Аф. Таким образом, несмотря на равенство модулей напряжений, питаемых печь, и равные сопротивления обоих каналов, мощности, выделяемые в каналах, различны. В случае прямой последовательности фаз PKI Р , а для напряжений обратной последовательности, наоборот ,. Следовательно, если периодически менять порядок следования фаз питающих напряжений трехфазной сети, это должно уравнять условия работы обоих каналов, что приводит в конечном итоге к более равномерному износу футеровочного материала канальной части печи. Реализовать предлагаемый способ плавки возможно, например с помощью схемы питания печи, которая включает в себя реверсивные контакторы. Таким образом, использование способа плавления металлов в многофазных канальных печах, питаемых от трехфазной сети, при котором периодически меняют порядок следования фаз питающих напряжений, позволяет по сравнению с известным способом продлить срок службы, т. е. увеличить ресурс работы, и повысить надежность индукционных канальных печей двухи трехфазного исполнения, что дает экономию в народном хозяйстве. Формула изобретения Способ периодической плавки металла в индукционной многофазной канальной электропечи, содержащей, по меньщей мере, два индуктора, питаемых от трехфазной сети, при котором перед каждой плавкой подают на индукторы напряжения, сдвинутые по фазе, а после плавки снимают напряжения с индукторов, отличающийся тем, что, с целью увеличения срока службы печи и повышения ее надежности, путем более равномерного износа каналов, перед повторной подачей напряжения на индукторы меняют порядок следования фаз трехфазной сети. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 556299, кл F 27 D 11/06, 1976. 2.Фарбман С. А. и Колобнев И. Ф. Индукционные печи для плавки металлов и сплавов. М., «Металлургия, с. 156.
К2
