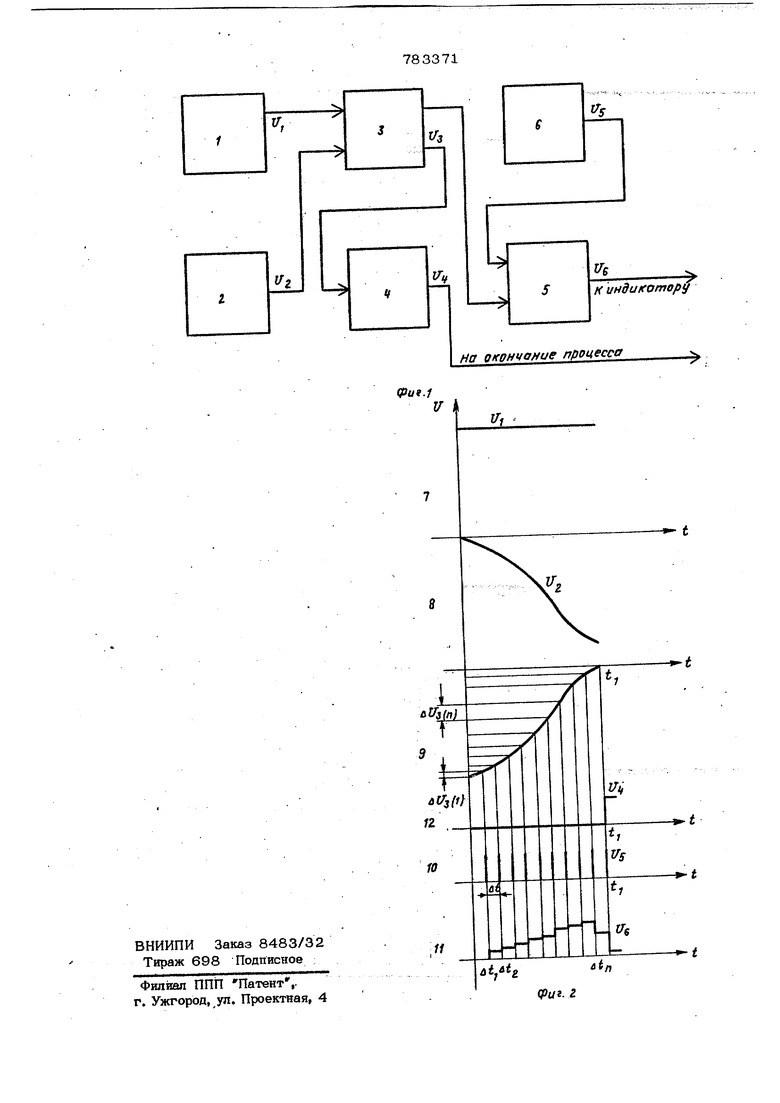
(54) УСТРОЙСТВО ДЛ ТОЛЩИНЫ ГАЛЬВ Изобретение относится к области изме рите71ьной техники и может быть испопьзовано в электротехнической промышлениости. По основному авт. ев, № 326254 известно устройство для непрерывного контроля толщины гальванического покрытия, содержащее вихреток(ые экранные преобразователи, размепхенные в них эталон и электрод-свидетель, задающий генератор для питания преобразователей и измерительную схетлу. Недостатком известного устройства, является изменение плотности покрытия при изменении скорости осаншения, что снижает качество контроля. Цель изобретения - повышение качеср ва контроля nyteW скорости нанесения покрытия Цель достигается тем, что устройство снабжено генератором импульсов и соединенным с его выходе блоком измерения приращения толщины покрытия, измерительный канал выполнен с блоке ЕПРЕРЬГОНСГО КОНТРОЛЯ ЧЕСКОГО ПСЖРЫТИЯ ,j « -4;-etei7 T -ilr ;;: Sr-,-« .-v..-imi,.-. I ,5Я1Ё., ч 2 е§1Ш(Шш11 сравнения сигналов чувствительных эле ментсж электрода-свидетеля и эталона, а второй вход блока измерения приращения толщины покрытия соединен с выхо- / дом бпока сравнения. На фиг. 1 представлена блок-схема ycтpoйcтвai на фиг , 2 - временные эпюры. Устройство для измерения толщищ гальванического покрытия содержит эталонный преобразователь 1 и измерительный преобразователь 2, в которсвл размещены соответственно электрод-свидетель и эталон (не показаны), а выходы преобразователей подсоединены к входам блока 3 сравнения. Порогшый элемент 4 подсоединен своим входом к одному из выходов блока 3 сравнения измерительного канала, вто- , РОй выход которого подсоединен к входу блока 5 измерения приращения толщины покрытия, а выход последнего подсоединяется к индикатору (не показан). К второму входу блока 5 измерения приращения толщины покрытия подсоединен генератор 6 тактовых импупьссж. Работает устройство следующим образом. Толщина покрытия электрода-свидетеля и эталона сравниваются в процессе нанесения покрытия. При достижении толщины, слоя требуемого значения сигнал рассогласования на выходе блока 3 Ьравнения вызывает срабатьгоание порогсжого элемента 4, который выдает команду на окончание процесса осаждения покрытия. Сигналы Ц (7) эталонного преобраз жателя 1 и Uij (8) измерительного преобразсжатёгГя 2 (фиг, 2), помещенного в гальваническую ванну, поступают на блок 3 сравнения. Сигнал рассогласования Ua (9), соответствующий толщине покрьгтия в данный момент времени с выхода блока 3. сравнения поступает на вход блока 5 измерения приращения толщины покрытия , на второй вход которого поступает с выхода генератора б тактовых импульсе сигнал 0 (10) представляющий собой ряд единичных импульсов, следующих через равные промежутки времени -t . За каждый интер вал времени в блоке 5 измеряется прира щение Л.От, (9) сигнала Uj , соответст вующее приращению толщины гальванических покрытий . Так как приращение величины U.T измеряется через равные промежуткивремени, то сигнал (11) на выходе блока 5 будет про порционален величине скорости нанесения покрытия. С выхода блока 3 сравнения сигнал Uo, поступает также на вход спорого- о вого элемента 4 и при равенств э сигнала нулю на выхоле его появляется сигнал Уд (12) на окончание процесС выхода блока 3 сравнения на вход блока 5 измерения приращения толщины покрытия поступает суммарный сигнал j эталонного и измерительного преобразсвателей первый промежуток времени Д-t; первый единичный импульс, поступающий С выхода генератора 6 тактовых импульсов, формирует в блоке 5 величину приращения AlJi,(l) сигнала рассогласова-. кия Uoij , во второй промежуток AljiSL приращения AU2,(2), в П -ый At, приращения Mii|,C2) В результате этого на выходе блока 5 формируется сигкап и (12), пропорциональный приращению .Ujj и представляющий собой функцию скорости нанесения гатшванического покрытия. Изобретение позволяет осуигествлять корректировку процесса по скорости осаждения. так как эта величина оказывает существенное влияние на качество покрыИзобретение позволяет простыми средствами контролировать скорость осаждения материала на детали, что обеспечивает возможность вводить коррекцию технологического режима в процессе нанесения покрытия, что приводит к значительному улучшению качества покрытия, брак, повышает производительность труда за счет автоматизации контроля качества изделий. Формула изобретения Устройство для непрерывного контроля толщины гальванического покрытия по авт. св. № 326254, отличающееся тем, что, с целью повышения качества контроля путем измерения скорости его нанесения покрытия, оно снабжено генератором импульсов и соединенным с. его выходом блоком измерения приращения толщины покрытия, измерительный канал выполнен с блоком сравнения сигналов чувствительных элементов электрода-свидетеля и эталона, а.второй вход блока измерения приращения толщины покрытия соединен с выходом блока сравнения.
(ftut.f
V
IL.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля толщины гальванического покрытия | 1979 |
|
SU773153A1 |
| Установка для автоматического контроля процесса гальванического осаждения | 1979 |
|
SU789640A1 |
| Устройство для контроля толщины гальванического покрытия в процессе осаждения | 1980 |
|
SU968590A1 |
| Измеритель толщин гальванических покрытий в процессе производства | 1976 |
|
SU653309A1 |
| Устройство для непрерывного контроля толщины гальванического покрытия | 1979 |
|
SU789639A1 |
| Устройство для непрерывного контроля толщины гальванического покрытия | 1979 |
|
SU868330A2 |
| Способ контроля толщины покрытийВ пРОцЕССЕ гАльВАНичЕСКОгО ОСАждЕНия | 1979 |
|
SU846611A1 |
| Устройство для автоматического контроля толщины и скорости осаждения покрытия на деталях в гальванической ванне | 1986 |
|
SU1340248A1 |
| Устройство для контроля толщины гальванического покрытия в процессе его нанесения в гальванической ванне | 1991 |
|
SU1778201A1 |
| Устройство для контроля толщины гальванического покрытия в процессе осаждения | 1985 |
|
SU1305530A1 |