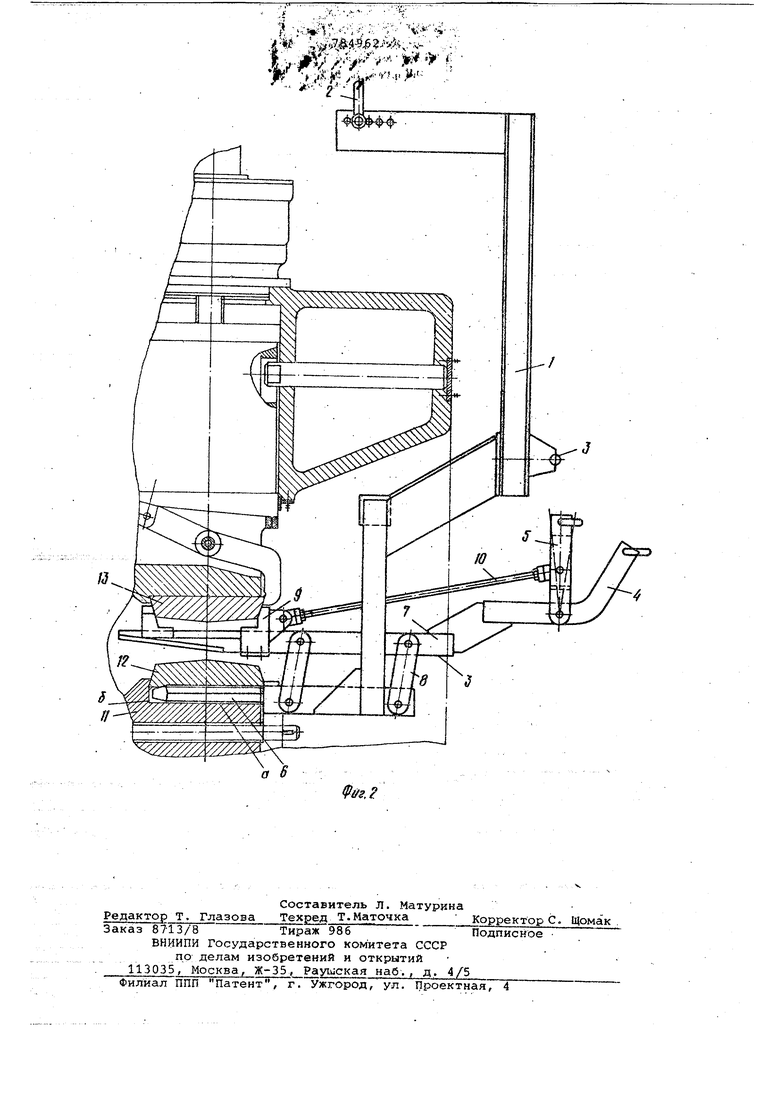
Изобретение относится к области трубопрокатного оборудования, а точнее, к устройству для смены рабочего инструмента станов поперечно-винтовой прокатки. Изобретение наиболее эффективно может быть использовано при смене линеек в рабочих клетях двухвалковых станов поперечно-винтовой прокатки. Известно устройство для установки линеек трубопрокатного стана, со держащее клещевой захват, встроенны в поворотный диск, несущий сменные верхние линейки и закрепленный на траверсе. Клещевой захват выполнен в виде двух разноплечих рычагов W Устройство механизирует смену то ко нижней линейки, вывода ее из оча га деформации. Известно также устройство, включающее скобу с подвеской на одном конце под крюк подъемного крана и захватом на другом, и пару приводны шарнирно сйязанных между собой рычагов 2 . , Недостаток известной конструкции устройства для смены инструмента заключается в том, что конструктивное исполнение захватного органа не позволяет осуществить съем или уста новку одновременно.верхней и нижней линеек. В результате время на смену линеек затрачивается в два раза больше. Целью настоящего изобретения является сокращение времени на смену инструмента. Поставленная цель достигается созданием устройства для смены инструмента косовалкового стана, содержащего скобу с подвеской на одном конце под крюк подъемного крана и з-ахватом на другом, и пару приводных шарнирно связанных между собой рычагов, в котором, согласно изобретеншо, згисват заполнен в виде двух рычагов, расположенных параллельно в вертикальной плоскости и соединенных серьгами, причем нижний рычаг прикреплен к скобе, а верхний прикреплен к одному из приводных рычагов и снабжен кареткой, связанной тягой с другим приводньм рычагом. Такое конструктивное выполнение устройства для смены линеек стана поперечно-винтовой прокатки позволит сократить вспомогательное время за счет одновременного удаления из очага деформации и установки в очаг двух линеек. На фиг. 1 изображен общий вид устройства в момент установки или снятия нижней линейки; на фиг. 2 то же, вид в плане, общий вид устройства в момент установки или верхней линейки. ,. Устройство для смены инструмента осовалкового стана состоит из скобы 1 с подззеской 2, рукояткой 3, привод ных рычагов 4 и 5. шарнирно связанны между собой, и захвата, выполненного в виде двух рычагов б и 7, расположе ных один над другим и шарнирно связанных между собой серьгами 8, образуя параллелограмм. Нижний рычаг б жестко закреплен на скобе 1. На верх нем рычаге 7 размещена подвижная каретка. 9, шарнирно связанная с пЬ водным рычагом 5 через тягу 10. Устройство работает следукядим образом. Подвешенное к крану эа подвеску 2 устройство подводится к клети и с по мощью рукоятки 3 нижний б вводится в паз а нижнего линейкодержа теля 11 до упора б под нижнюю линейку 12. Затем перемещением приводного рычага 4 в сторону клети и качанием приводного рычага 5 через тягу 10, каретка 9 на: верхнем рычаге 7 поднимается относительно нижнего рычага б и уста.навливается- под верхнюю линейку 13. Нижняя и верхняя линейка освобождаются от зажимов, при этом нижняя линейка лежит на нижнем рычаге, а верхняя - в каретке 9. Далее бтйодя- приводной Еычаг4 от клети опускают верхний рычаг с кареткой на нижнюю линейку 12, зажав ее рычагамй б и 7, и устройство с изношеннь ш линейками выводится из клети,. Производится замена изношенных ли ifieek на новые. Устройство с новыми линейками подается к рабочей клети и установка линеек производится следукмдим образом. Рукояткой 3 устройст во подводится к клети так, чтобы нижний рычаг 6 §Ъшел в паз а торцом до упора б нижнего линейкодержателя, затем приводными рычагами 4 и 5 подводят верхний рычаг 7 с кареткой 9 1J. верхней линейкой 13 под верхний лйнейкодержатель. Затем закрепляют верхнюю, линейку с помощью зажима в верхнем линейкодержателе, а нижнюю линейку 12 с помоглью зажима в нижнем линейкодержателе. Далее прйводныг н рычагами 4 и 5 опускают верхний рычаг 7 с кареткой 9 и отводя1 устройство от клети. Предложенное устройство для замены инструмента стана поперечно-винтовой . прокатки по сравнению с известными образцами аналогичного оборудования позволит ускорить и механизировать ; процесс смены линеек. Формула изобретения Устройство для смены инструмента косовалкового стана, содержащее скобу с подвеской на одном конце под крюк подъемного крана и захватом на другом, и пару при-водных шарнирно связанных между собой рычагов, о тличающ-ееся тем, что, с . целью сокращения времени на смену инструмента, захват выполнен в виде двух рычагов, расположенных параллельно в вертикальной плоскости и соединенных серьгами, причем нижний рычаг прикреплен к скобе, а верхний прикреплен к одному из приводных рялчагов и снабжен кареткой, связанной тягой с другим приводным рычагом. Источники информации, принятые во внимание при экспе1 тИзе. 1.Авторское свидетельство СССР 501783, кл. В 21 В 19/00, 1974. 2.Патент США, №2.699.697, кл. 214-146,5, 1955.
.
% . . ... ;
-. . . о.-- 1/1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки верхней линейки в стане винтовой прокатки | 1982 |
|
SU1044350A1 |
| Устройство для крепления нижней линейки в стане поперечно-винтовой прокатки | 1984 |
|
SU1171128A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| Устройство для крепления нижней линейки в клети стана поперечновинтовой прокатки | 1980 |
|
SU927391A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ НИЖНЕЙ ЛИНЕЙКИ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2282509C2 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Устройство для установки верхней линейки в стане поперечно-винтовой прокатки | 1979 |
|
SU772619A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2037349C1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |