1
Изобретение относится к трубопрокатному производству, а именно к станам поперечно-винтовой прокатки, осуществляющим процесс прокатки на короткой сменяемой оправке, например, на прошивных и обкатных станах..
В новейщих отечественных трубопрокатных агрегатах получили подавляющее распространение прощивные и обкатные станы с осевой выдачей гильзы-трубы при рабрте на несменяемых оправках. За рубежом распространены станы с боковой выдачей.
Главным преимуществом станов с осевой выдачей является их высокая производительность за,счет малого вспомогательного времени цикла. Однако это преимущество на станах с осевой выдачей теряется при работе на сменяемых оправках, что требуется при прокатке легированных, нержавеющих труб .и т.д.
По указанной причине станы с осевой выдачей не получают распространения за рубежом, где считается, что применение несменяемых охлаждаемых оправок нецелесообразно даже при прокатке углеродистых марок сталей, так, как снижается, качество выпускаемых труб. Там распространены станы с боковой выдачей, где смена оправки не увеличивает вспомогательного времени цикла. Следовательно, .возможность смены оправки без увеличения вспомогательного времени цикла в станах с осевой выдачей 5 является проблемной задачей, рещение которой дает подавляющие преимущества станам с осевой выдачей при работе не только на несменяемой оправке, но и при работе на сменяемых оправках.
10 Известен трубопрокатный стан с устройством для оправки 1. В этом устройстве после .окончания операции прощивки стержень оправки отводится назад; оставляя оправку между прокатными валками.
5 Струя воды, подаваемая через сопло, перемещает оправку по направляющему желобу . в приемное гнездо возвратного устройства, Сменяемая оправка удаляется из гнезда возвратного устройства, а на ее место устанавливается новая оправка. Перед началом
20 следующего цикла прокатки возвратное устройство поднимает новую оправку на уровень оси прокатки, где в нее вводятся стержень оправки, который дстанавливает оправку в рабочей зоне клети.
740315 Недостатком указанного устройства является необходимость в отводе стержня, что при применении его в станах с осевой выдачей увеличивает вспомогательное время цикла и снижает точность получаемых гильз за счет изменения настройки очага деформации. Известен трубопрокатный стан с устройством для смены оправки, содержащий вращающийся барабан, ось которого параллельна оси прокатки 2. На периферии корпуса имеются выемки для размещения otipaBOK. Устройство устанавливается на выходной стороне стана таким образом, что вь1емка в барабане служит проводкой при прощйвке гильзы. Недостаток данного устройства сострит В. том, что для смены оправок необходимо от ;Вдйть стержень, что приемяемо толеко при боковой выдаче гильзы. При осевой выдаче (if tm patHr- fB€ 4mное время цикла и снижает производительность стана. Недостатки этого устройства вызваны тем, что барабан расположен вне клети и ось его параллельна оси прокатки. Наиболее близкой к описываемому изобретению является рабочая клеть косовалкового короткооправочного стана, включающая в себя станину с крыщкой, размещенные в ней барабаны с рабочими валками, верхнюю линейку, механизм ее установки, нижнюю линейку и ее держатель, к которому крепятся направляющие воронки. При осевой выдаче гильз из стана во время снятия ,гильзы оправочный стержень удерживают от осевого перемещения механизмом перехвата рычажного типа или роликами первого центрователя. Для отвода стержня при смене оправок служат специальные ролики, вращение которых осуществляют от привода 3. : , ,, . ; , Недостат( известной клётй - большие затраты вспомогательного времени на возвратно-поступательное перемещение оправоч НоТб Стержня, сниЖанЬЩИё пройзводитель: :: ность стана. Целью изобретения является увеличение производительности стана путем сокраще ния вспомогательного времени цикла на смену оправки при рсевой выдаче изделия. Цель достигается тем, что в рабочей клети косовалкового короткооправочного стана, включающей в себя станину с крыщкой, раз.мещенные в ней барабаны с рабочими валками, верхнюю линейку, механизм ее установки, нижнюю линейку и ее -держатель, держатель нижней линейки выполнен в виде сектора с приводом по1ворота, имеющего выемки по периферии, в одной из которых за;,..креплена линейка, и снабженного механизма. ми съема оправки и подачи оправки, размещенными в BbieMj ax.- Механизм съе1иа оправки при этом выполнен в виде Г1одп 3ужиненног6 рычГага-отбой;a ta;i: -S AM
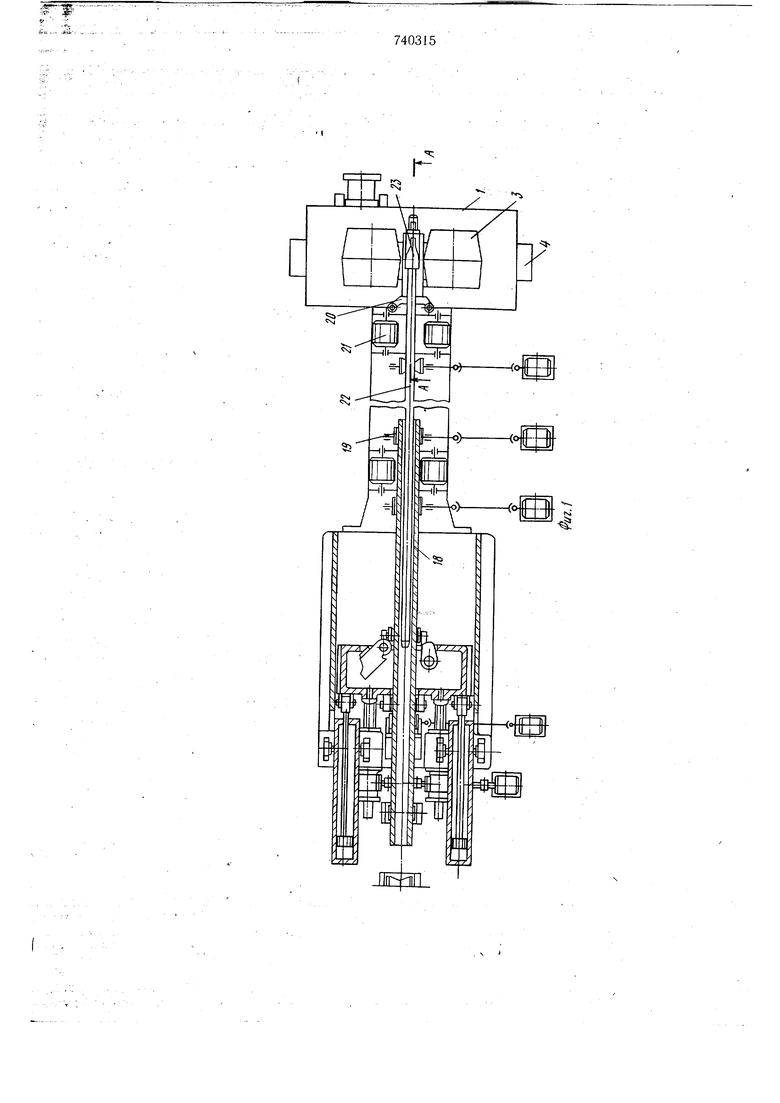
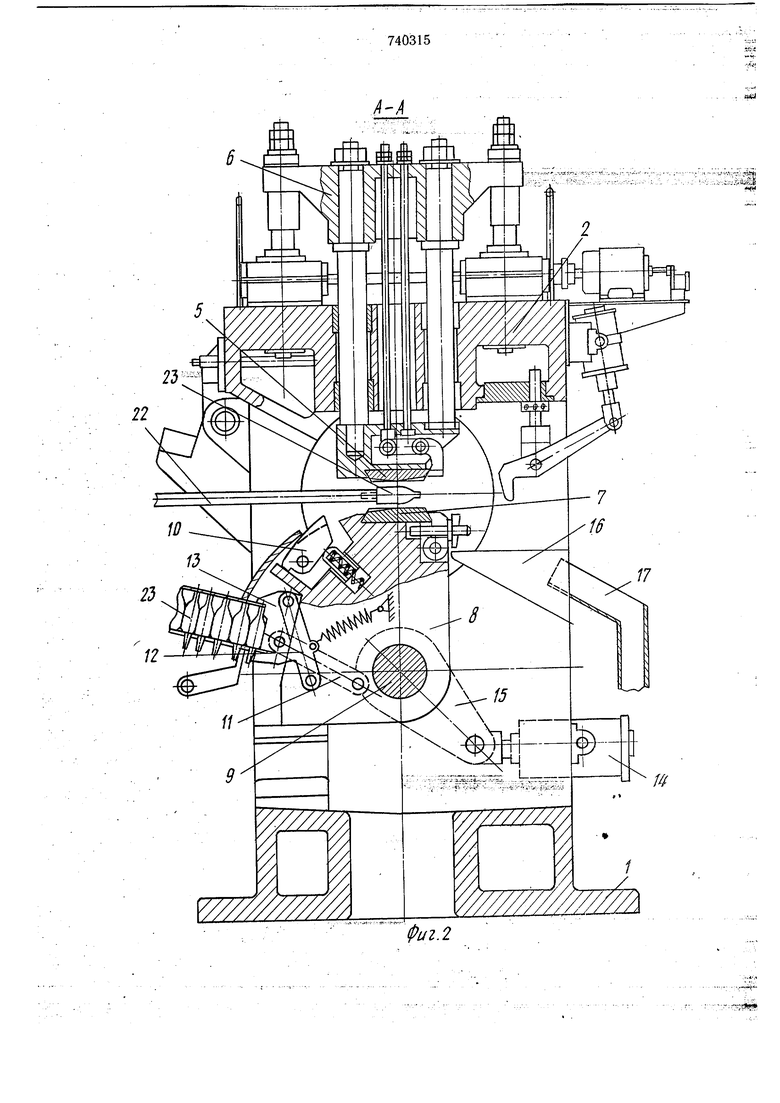
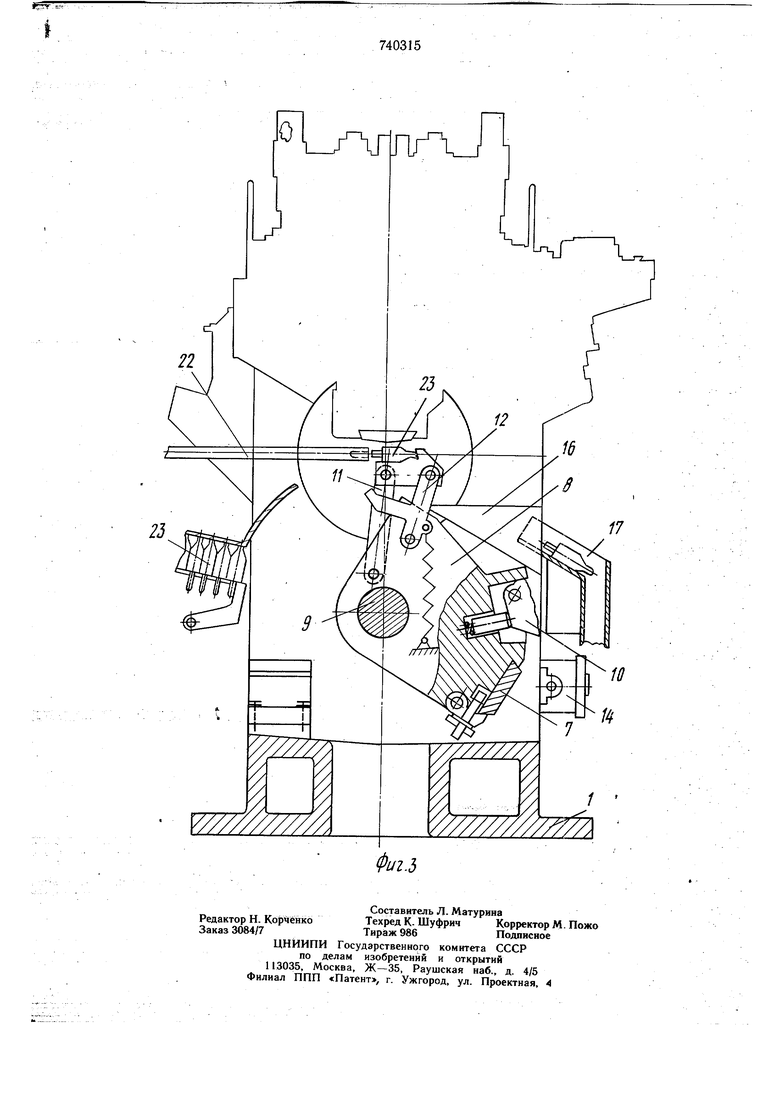
ника, установленного с возможностью поворота, а механизм подачи оправки - в виде люльки, щарнирно закрепленной на качающихся одноплечем и подпружиненном днуплечем рычагах. При таком конструктивном выполнении клети сокращается вспомогательное цикла на смену оправки при осевой выдаче изделия, а следовательно, повыщается производительность при прокатке легированных Марок сталей на станах с осевой выдачей, так как время смены оправки не входит во вспомогательное время цикла и перекрывается другими операциями, необходимыми №я выдачи трубы за пределы выходной стороны стана. Кроме того, увеличивается точность установки оправки в очаге деформации за счет ликвидации операции перемещения стержня. На фиг. 1 изображен стан винтовой прокатки с осевой выдачей; на фиг. 2 - положение механизмов рабочей клети при прокатке (разрез А-А на фиг. 1); фиг. то же, при смене оправки. Рабочая клеть стана поперечно-винтовой прокатки состоит из станины 1, крышки 2, барабанов с рабочими валками 3 ft механизмом 4 установки валков, верхней линейки 5 с механизмом 6 ее установки, держателя нижней линейки 7, выполненного и виде сектора 8 с осью вращения 9, перпендикулярной к оси прокатки, и выемками по периферии, в одной из которых закреплено нижняя линейка, в другой - поворотным подпружиненный рычаг-отбойник 10, снимающий оправку, в третьей-качающийся рычаг 11 и качающийся подпружиненный двуплечий рычаг 12, щарнирно связанные с люлькой 13, пред назначенной для размещения и подачи оправки. Сектор соверщает качательное движение с помощью пневмоцилиндра 14 через рычаг 15. )На станине ус тановлены упор 16 и наклонный желоб 17 для удаления использованных оправок. Клеть работает следующим образом. После окончания процесса прошивки гильза 18 выдающими роликами 19 транспортируется за перехват 20 или за nepmjii центрователь 21, после чего перехват лиСо первый центройатель захватывает оправочный стержень 22. Сразу же после захвпта стержня механизмом перехвата либо первым центррвателем включается пневмоци линдр 14 поворота сектора 8. При этом рычдг-отбойник 10, подходя к оправке 23, зае епляется передним торцом за оправку, стаскивает ее со стержн я на наклонный жсло) 17, а при подходе подпружиненного двуплсчего рычага 12 к торцу упора 16 люлька 1.4 с оправкой, подвешенная на шарнирных рычагах, выводится на ось прокатки и проднигается вдоль оси прокатки по направлению к стержню. При реверсировании вращения сектора 8 под действием пружины рычаг 12 отключает люльку 13 и она проходит под уже установленной оправкой; поворотный рычаг-отбойник 10, утопая, проходит под оправкой, а линейка 7 снимает свое рабочее положение. Новая оправка подается в люльку и фиксируется от выпадания свободным плечом рычага 11, выполненным на конце в виде вилки. Предложенная рабочая клеть по сравнению с лучшими известными образцами аналогичного оборудования позволяет приме. пять станы с осевой выдачей при прокатке на сменяемой оправке при высокой производительности оборудования, т.е. позволя|,ительности оборудования, т.е. позволяпрокатывать легированные марки сталей II lUlUUlJ с,-. лл.,,,„ . С иисокой производительностью. Можно также полностью механизировать процесс смены оправки и производить его с высокой точностью. Формула изобретения I. Рабочая клеть косовалкового короткооиравочного стана, включающая в себя стаоиравочного стана, включающая в ссии i.iaпину с крышкой, размещенные в ней бара- ...rt.,fFF гл Г ной ЛЯПЯаны с рабочими валками, верхнюю линейу, механизм ее установки, нижнюю линейку и ее держатель, отличающаяся тем, что, с целью повышения производительности стана путем сокращения времени смены оправки, держатель нижней линейки выполнен в виде сектора с приводом поворота, имеющего выемки по периферии, в одной из которых закреплена линейка, и снабженного механизмами съема оправки и подачи оправки, размещенными в выемках. 2.Клеть ПО п. 1, отличающаяся тем, что механизм съема оправки выполнен в виде подпружиненного рычага-отбойника, установленного с возможностью поворота. 3.-Клеть по п, 1, отличающаяся тем, что механизм подачи оправки выполнен в виде мслаог.т .v....,. „.. люльки, щарнирно закрёг лекной на качаю г тггтг й ITO 1/аиятП1ГТИХРЯ одноплечем и подпружиненном дву шихся одноплечем и подпружиненном двуплечем рычагах. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3879972, кл. 72-97, 2. Заявка Франции № 2243032, кл. В 21 В 19/04, 1975. 3. Данилов Ф. А. и др. Горячая прокатка и прессование труб. М., «Металлургия, ., „Р.1972, с. 184-193.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Рабочая клеть короткооправочного стана винтовой прокатки | 1977 |
|
SU749464A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| Центрователь оправочного стержня стана с осевой выдачей труб | 1974 |
|
SU498997A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Механизм перехвата оправочного стержня | 1978 |
|
SU764755A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Устройство для смены инструмента косовалкового стана | 1979 |
|
SU784962A1 |
| Направляющий инструмент косовалкового стана | 1974 |
|
SU497066A1 |
ii iiiti i id W/ viii.auiO- iUK :sii;jCia4 KaSi f f « - vS.J
ii j gjsais jp .у,« дг..
...щ-д:
laa
Л ,
