Изобретение относится к области трубопрокатного производства, а точнее к рабочим клетям трехвалковых станов винтовой прокатки.
Известна рабочая клеть стана винтовой прокатки, см. а.с. N 749464, кл B 21 B 13/12, B 21 B 19/04 от 16.06.77 г. Клеть содержит станину, рабочие валки, верхнюю и нижнюю направляющие линейки и несущие их поворотные верхний и нижний держатели, выполненные в виде секторов, при этом сектор, несущий верхнюю линейку, снабжен электромеханическим приводом радиальной настройки линейки в очаге деформации, на нижней же линейки такой привод отсутствует.
Недостатком известной конструкции рабочей клети стана винтовой прокатки является низкая производительность в связи с использованием ручного труда при радиальной настройке нижней линейки, что достигается ручной установкой под линейку калиброванных пластинок.
Известна рабочая клеть стана винтовой прокатки (см. патент Франции N 2530504, кл. B 21 B 19/12), содержащая станину, барабаны с рабочими валками и устройство для установки линеек, включающее две поворотные рамы, каждая из которых несет два линейкодержателя с линейками, одна из которых расположена в очаге деформации, а другая - на внешней стороне клети, где ее вручную заменяют на новую без остановки клети в процессе прокатки. При износе линейки, находящейся в очаге деформации, или в случае изменения сортамента прокатываемых труб, раму, несущую два линейкодержателя с линейками, поворачивают на 180o, в результате чего изношенная линейка оказывается на внешней стороне клети, а предварительно установленная новая линейка - в очаге деформации в рабочем положении. Эта операция, выполняемая механизированно, занимает незначительное время, что сокращает простои стана на его остановку.
Недостатком этого устройства является то, что оно может быть использовано только в двухвалковых клетях с горизонтальным расположением поворотных рам, несущих два линейкодержателя с линейками. При использовании этого технического решения в трехвалковой клети одна из трех поворотных рам с двумя линейкодержателямя и двумя линейками будет расположена в вертикальной плоскости, при этом одна из линеек будет находиться в очаге деформации, а другая, подлежащая замене, под клетью, где ее необходимо заменить на новую в процессе работы клети.
Так как замена изношенной линейки на новую в нижнем положении производится вручную, то осуществить эту операцию практически невозможно, так как нахождение рабочего персонала под клетью в процессе прокатки недопустимо, потому что в этой зоне идет смыв окалины, имеются пары воды ~100oC, горячая вода, падение металлических остатков с переднего и заднего торцов труб и невозвращаемые остатки густой смазки подшипниковых узлов рабочих валков.
Из известных рабочих клетей трехвалкового стана винтовой прокатки наиболее близкой по технической сущности является клеть трехвалкового стана винтовой прокатки, см. патент Украины N 19004, кл. B 21 B 19/00 от 12.05.96 г.
Эта клеть содержит станину, расположенные в ней через 120o барабаны с рабочими валками, держатели с линейками, размещенные между парами валков, и механизмы их перемещения, выполненные в виде нажимных винтов и гаек, установленные в расточках станины и шарнирно связанные с держателями линеек.
Недостаток известной конструкции клети трехвалкового стана винтовой прокатки заключается в том, что она имеет низкую производительность, так как при радиальной настройке линеек затрачивается ручной труд. Кроме того, механизм нижней линейки по сравнению с верхним находится в особо неблагоприятных условиях, так как подвержен воздействию окалины, охлаждающей воды, пара, высокой температуры, поэтому пара нажимной винт-гайка в этих условиях весьма ненадежны в работе, требуют повышенного внимания при обслуживании, частых ремонтов, что приводит к дополнительным простоям оборудования и снижению его производительности.
Задача настоящего изобретения состоит в создании рабочей клети трехвалкового стана винтовой прокатки, позволяющей повысить производительность за счет исключения ручного труда при радиальной настройке линеек и сокращения времени на обслуживание и ремонт оборудования.
Поставленная задача достигается тем, что в рабочей клети трехвалкового стана винтовой прокатки, содержащей станину, расположенные в ней через 120o барабаны с рабочими валками, держатели с линейками, размещенные между парами валков и механизмы их перемещения, установленные в расточках станины и шарнирно связанные с держателями линеек, согласно изобретению механизмы перемещения верхних линеек снабжены электромеханическими приводами, а механизм перемещения нижней линейки выполнен в виде закрепленного на станине вала, приводного регулируемого упора, взаимодействующего с этим валом посредством сухаря, и двухопорной балки, связанной с держателем посредством шарового шарнира и имеющей привод качания от силового цилиндра, при этом одна из опор балки шарнирно соединена со станиной, а другая через тягу и рычаг с упомянутым валом, причем опоры балки смонтированы на противоположных наружных сторонах станины.
Такое конструктивное выполнение рабочей клети трехвалкового стана винтовой прокатки позволяет повысить производительность оборудования за счет исключения ручного труда при радиальной настройке линеек благодаря оснащению всех механизмов перемещения линеек электромеханическими приводами и сократить затраты времени на обслуживание и ремонт механизма перемещения нижней линейки благодаря тому, что основные составные части этого механизма вынесены на наружные стороны станины клети, то есть размещены вне зоны прямого воздействия вредных факторов (окалина, вода, пар, высокая температура), при этом такое размещение значительно упрощает доступ рабочему персоналу для ремонта и обслуживания оборудования.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображен общий вид рабочей клети трехвалкового стана винтовой прокатки;
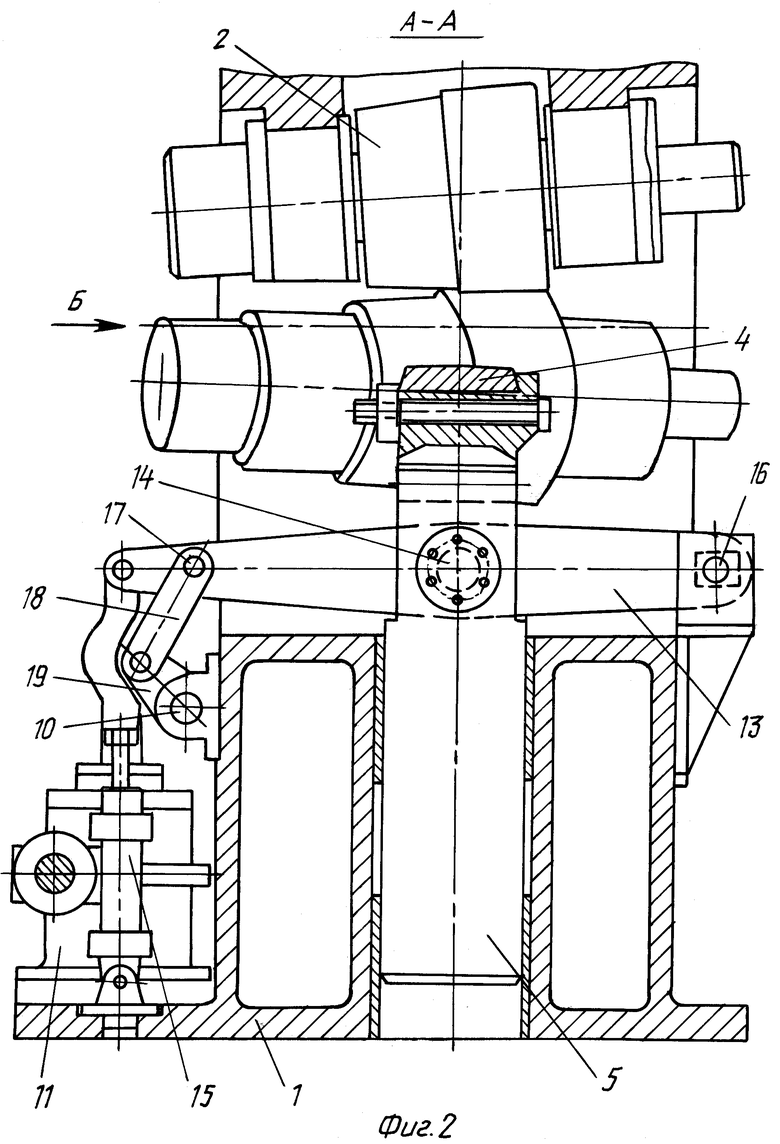
на фиг. 2 - разрез А-А на фиг. 1;
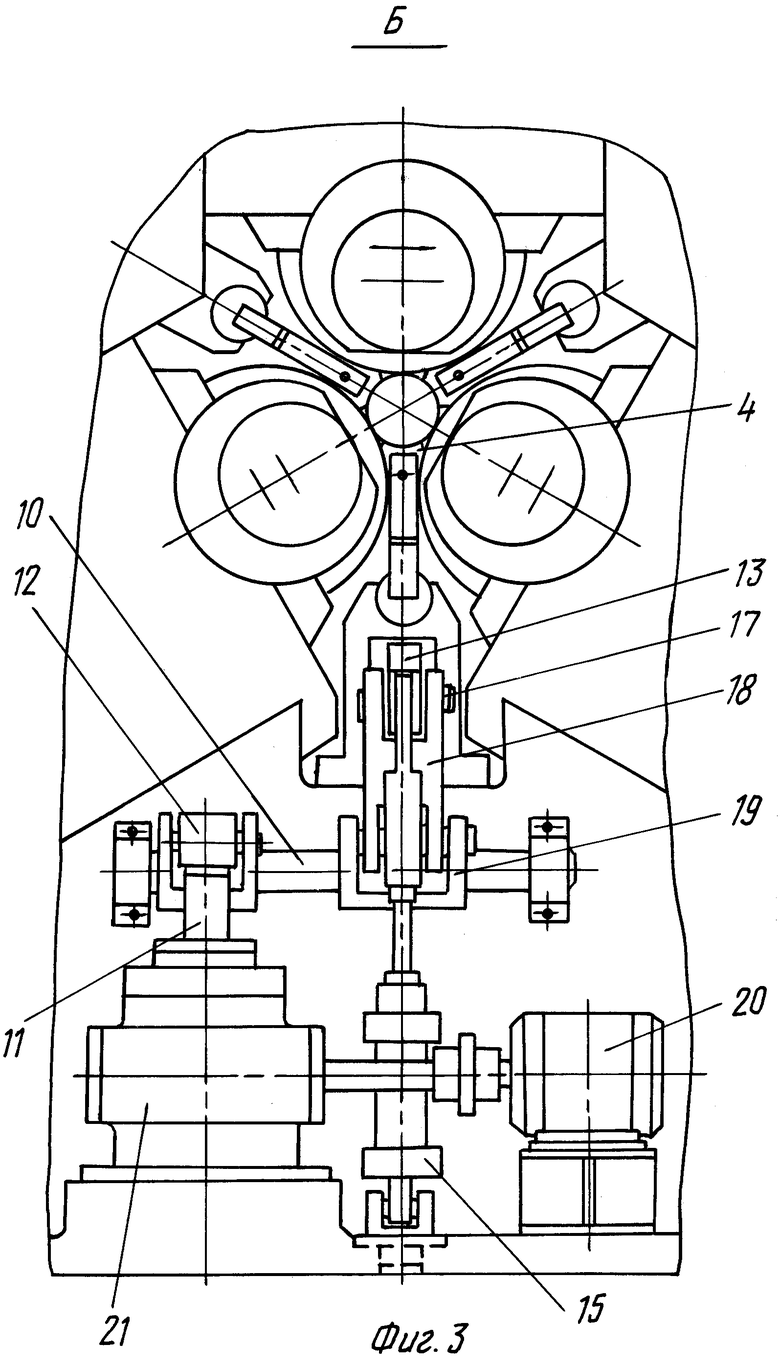
на фиг. 3 - вид по стрелке Б на фиг. 2.
Рабочая клеть трехвалкового стана винтовой прокатки содержит станину 1, расположенные в ней через 120o барабаны 2 с рабочими валками 3 и механизмы 4 их установки, держатели 5 с линейками 6, размещенные между парами валков 3, и механизмы 7 их перемещения, установленные в расточках 8 станины 1 и шарнирно связанные с держателями 5 линеек 6. Механизмы перемещения верхних линеек с держателями оснащены электромеханическими приводами 9. Механизм перемещения нижней линейки выполнен в виде закрепленного на станине 1 вала 10, приводного регулируемого упора 11, взаимодействующего с валом 10 посредством сухаря 12, и двухопорной балки 13, связанной с держателем нижней линейки посредством шарового шарнира 14 и имеющей привод качания от силового цилиндра 15. Опоры 16, 17 балки 13 смонтированы на противоположных наружных сторонах станины 1. Опора 16 балки 13 шарнирно соединена со станиной 1 клети, а опора 17 этой балки через тягу 18 и рычаг 19 связана с валом 10. Регулируемый упор 11 соединен с электродвигателем 20 через редуктор 21.
При изменении калибра клети с пульта управления клетью либо оператором, либо от системы автоматического регулирования валки 3 перемешаются с помощью механизмов установки 4 на необходимый размер калибра. Верхние линейки с держателями перемещаются механизмами 7 в расточках 8 станины 1 от электромеханических приводов 9. Перемещение нижней линейки 6 осуществляется от электродвигателя 20 через редуктор 21, при этом регулируемый упор 11, воздействуя на сухарь 12, поворачивает вал 10, который в свою очередь через рычаг 19 и тягу 18 поворачивает двухопорную балку 13, в результате чего, благодаря шаровому шарниру 14 происходит перемещение держателя с нижней линейкой до необходимого размера калибра.
Силовой цилиндр 15, соединенный с двухопорной балкой 13, находясь постоянно под давлением, обеспечивает постоянный контакт между регулируемым упором 11 и сухарем 12.
Предложенная рабочая клеть трехвалкового стана винтовой прокатки по сравнению с известными позволяет повысить производительность за счет исключения ручного труда при радиальной настройке линеек и сократить затраты времени на обслуживание и ремонт механизма перемещения нижней линейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕСТРОЙКИ КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ С ТРЕХВАЛКОВОЙ СХЕМЫ НА ДВУХВАЛКОВУЮ И ОБРАТНО | 2014 |
|
RU2569622C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЛИНЕЙКИ В КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2207198C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1993 |
|
RU2038176C1 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| СПОСОБ ПЕРЕВАЛКИ ТРЕХВАЛКОВЫХ КЛЕТЕЙ МНОГОКЛЕТЕВОГО СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ И МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2367532C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2014 |
|
RU2558811C1 |
| ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2010 |
|
RU2433006C1 |
Использование: изобретение относится к трубопрокатного производству, а точнее к рабочим клетям трехвалковых станов винтовой прокатки, и позволит повысить производительность за счет сокращения времени на радиальную настройку линеек. Сущность: рабочая клеть трехвалкового стана винтовой прокатки содержит станину, расположенные в ней через 120° барабаны с рабочими валками и механизмы их установки, держатели с линейками, размещенные между парами валков, и механизмы их перемещения, установленные в расточках станины и шарнирно связанные с держателями линеек. Механизмы перемещения верхних линеек с держателями оснащены электромеханическими приводами. Механизм перемещения нижней линейки выполнен в виде вала, регулируемого упора, взаимодействующего с валом посредством сухаря, и двухопорной балки, связанной с держателем нижней линейки посредством шарового шарнира и имеющей привод качания от силового цилиндра. Одна опора балки связана со станиной, а вторая - с валом. Изобретение обеспечивает повышение производительности за счет исключения ручного труда и сокращения времени на обслуживание и ремонт оборудования. 3 ил.
Рабочая клеть трехвалкового стана винтовой прокатки, содержащая станину, расположенные в ней через 120° барабаны с рабочими валками, держатели с линейками, размещенные между парами валков, и механизмы их перемещения, установленные в расточках станины и шарнирно связанные с держателями линеек, отличающаяся тем, что механизмы перемещения верхних линеек снабжены электромеханическими приводами, а механизм перемещения нижней линейки выполнен в виде закрепленного на станине вала, приводного регулируемого упора, взаимодействующего с этим валом посредством сухаря, и двухопорной балки, связанной с держателем посредством шарового шарнира и имеющей привод качания от силового цилиндра, при этом одна из опор балки шарнирно соединена со станиной, а другая через тягу и рычаг с упомянутым валом, причем опоры балки смонтированы на противоположных наружных сторонах станины.
| Шкив для ременной передачи | 1929 |
|
SU19004A1 |

