(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РАБОТОЙ МЕТАЛЛОРЕЖУЩЕГО СТАНКА


| название | год | авторы | номер документа |
|---|---|---|---|
| Привод режущей машины | 1978 |
|
SU740954A1 |
| ЭЛЕКТРИЧЕСКАЯ ПЕРЕДАЧА НА ПЕРЕМЕННОМ TOI^E | 1971 |
|
SU319508A1 |
| Стенд для испытания передач | 1983 |
|
SU1096516A1 |
| Тяговый электрический привод | 1972 |
|
SU564792A3 |
| Вентильный электродвигатель | 1977 |
|
SU702467A1 |
| ЭЛЕКТРИЧЕСКАЯ ПЕРЕДАЧА МОЩНОСТИ ТЯГОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2247039C2 |
| Устройство для моделирования силы резания | 1976 |
|
SU622116A1 |
| СИСТЕМА БЕСПЕРЕБОЙНОГО И ГАРАНТИРОВАННОГО ЭЛЕКТРОСНАБЖЕНИЯ ДЛЯ НАИБОЛЕЕ ОТВЕТСТВЕННЫХ ПОТРЕБИТЕЛЕЙ ЭЛЕКТРОЭНЕРГИИ | 2012 |
|
RU2518907C1 |
| СИСТЕМА ЭЛЕКТРОДВИЖЕНИЯ | 2004 |
|
RU2278463C1 |
| Устройство для автоматического управления пуском электромашинного агрегата | 1960 |
|
SU147630A1 |
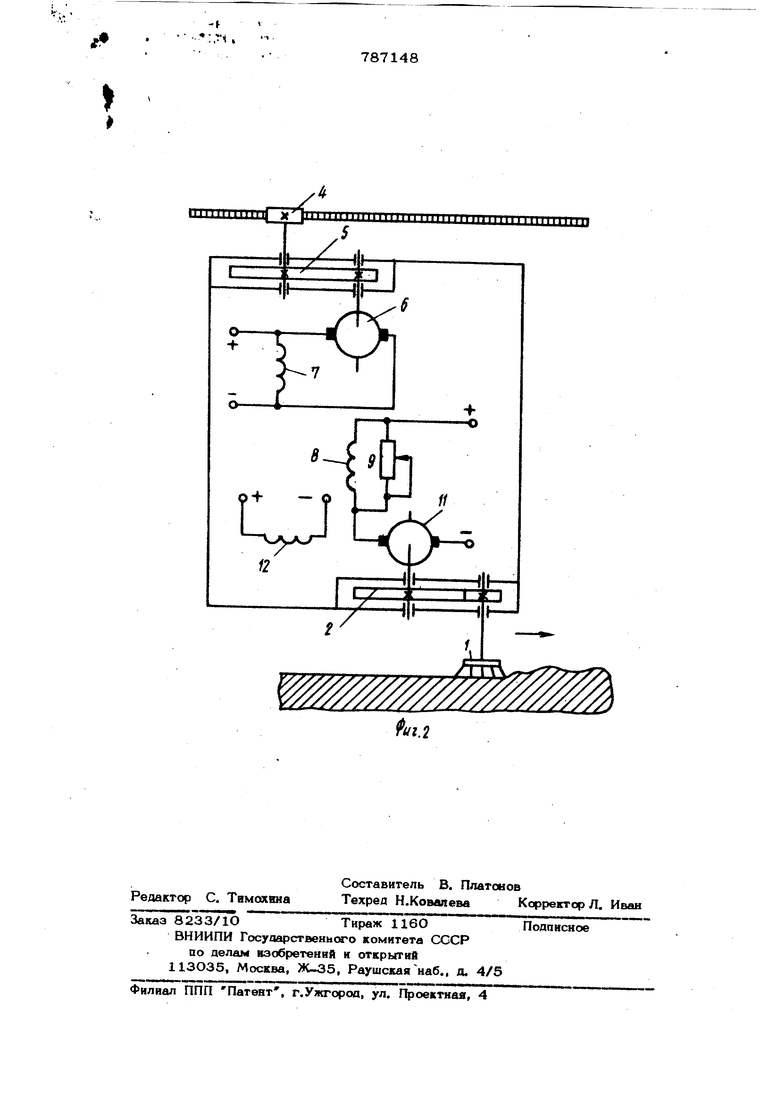
Изобретение относится к устройствам регулирования движения подачи кнструмента или обрабатьтаемого изделия металлорежущего станка. Повышение производительности при обеспечении необходимой точности к чис тоты обрабатываемой поверхности может быть достигнуто путем предупреждения в станке упругих деформаций, которые вызывают отклонение размеров и геомет рической формы детали от заданных, ог раниченных соответствующими допусками. При достаточно жесткой системе СПИД (станок-приспособление-инструмен деталь) влиять на прсшесс ({юрмообразования при обработке можно путем изменения режима обоаботки. На процесс формообразования детали можно влиять путем воздействия на скорость вращения обрабатываемой детали при постоянной скорости вращения инструмента. Известно устройство, содержащее электродвигатели привода инструмента и привода подачи инструмента с соответствующими обмотками возбуждения 1. Недостатком таких устройств является необходимость в быстродействующих приво/шых двигателях, а также необходимость, в отдельных случаях, снижения скорости вращения обрабатываемой детали по причине, связанной с быстродействием приводных исполнительных двигателей, о приводит к ограничению производительности металл ежущего станка. Устранить недостатки могут устр(ства, построенные с использованием гчтоматики. Однако известные устройства обладают большой сложностью, и сравнительно низким быстродействием, низкой нЛцежностью. Цель изобретения - упрощение схемы регулирования и повышение ее надежное-, ти. Поставленная цель достигается тем, что в предлагаемом устройстве одна из обмотсж возбуждения электродвигателя подачн подключена в цепь электродвигателя привода инструмента. Кроме того, при использованнн в качестве электродвигателя привода инструмента электродвигателя постоянного тока обмотка возбуждения включена в цепь якоря, а при использовании в качестве привода инструмента электродвигателя переменного тока обмотка возбуждения включена через выпрямитель в цепь ротора (статора). На фиг. 1 изображена принципиальная электрокинематическая схема предлагаемого устройства для управления работой металлорежущего станка (для случая использования в качестве привода режущего инструмента асинхронного электродвигателя); на фиг.2 - то же (для случая использования в качестве привода режущего инструмента электродвигателя постоянного тсжа). Устройство для управления работой металлорежущего станка ( в случае использования асинхронного электродвигателя с фазным ротором) включает режущий инструмент 1, получающий вращение через редуктор 2 от электродвигателя 3 с фазным или короткозамкнутым ротором, механизм 4 подачи, получающий вращение через редуктор 5 от электродвигателя 6 постоянного тсжа с обмотка ми 7 и 8 возбуждения. Переменное сопротивление 9 подключено параллельно к обмотке 8 возбуждения, которая получает питание от выпрямителя 10, включе ного в цепь ротора приводного электродвигателя 3 или, соответственно, в цепь фазы статора электродвигателя 3 при использовании асинхронного короткозамк нутого электродвигателя. При использовании двигателя постоян ного тока (фиг,2) переменное сопротивление 9 подключают параллельно к обмотке 8 возбуждения, которая включена последовательно с якорем 11 электродвигателя, имеющего обмотку 12 независимого возбуждения. Устройство для управления работой металлорежущего станка работает следу ющим образом. При резании слоя металла определенной постоянной толщины скорость враще ния режущего инструмента 1 посто5шная Мощность, развиваемая приводным электродвигателем, невелика, и мал ток, пот ребляемый им. При этом тсж, пропорцио нальный мощности приводного электродв гателя, протекающий по обмотке 8 возб |Дения (подается непосредственно или че ез выпрямитель, в зависимости от типа рименяемого двигателя), создает сравительно малый магнитньй поток. В свяи с тем, что магнитный поток мал, скоость вращения электродвигателя 6 начиает ;величиваться до определенного преела, обусловленного величиной нагрузки на инструмент, и производительнбсть всего устройства возрастает. При увеличении твердости материала (или в случае встречи с твердым включением) мощность, развиваемая приводным электродвигателем, увеличивается и ток, протекающий по обмотке 8 возбуждения, также увеличивается. Это приводит к созданию обмоткой возбуждения магнитного потока большей величины. С ростом же магнитнот о потока скорость вращения электродвигателя 6 начинает уменьшатся и производительность устройства уменьшается. Переменное сопротивление 9, шунтирующее обмотку 8 возбуждения, служит для настройки степени отрицательной обратной связи по нагрузке приводного электродвигателя машины. Предлагаемое устройство для управления работой металлорежущего станка позволяет автоматически регулировать подачу ходового механизма станка, снизить аварийность из-за поломок инструмента, а также полнее использовать Mobiность приводного /тигателя с одновременнс защитой от перегрузок и с регулированием в зависимости от физико-механических свойств обрабатываемого материала. Предлагаемое устройство седержит меньше элементов, проще конструктивно, работает более надежно и имеет меньшую стоимость. , Формула изобретения 1.Устройство для управления работой металлорежущего станка, содержащее электродвигатели привода инструмента и привода подачи инструмента с соответствующими обмотками возбуждения, отличающееся тем, что, с целью повышения надежности за счет упроще- НИН схемы регулирования, одна из обмоток возбуждения электродвигателя подачи подключена в цепь электродвигателя привода инструмента. 2.Устройство по п. 1, от л и ч а ющ е е с я тем, что при использовании в качестве электродвигателя привода инструмента электродвигателя постоянного тока, обмотка возбуждения включена в цепь якоря.
57871486
ю ш е е с я тем, что при использованиипринятые во внимание при экспертизе
в качестве привода инструмента электродвигателя переменного тока, обмотка воэ- , 1. Сандлер А. С. Э1ектроаривод и буждения включена через выпрямительj автоматизация металлорежущих станков
в цепь ротора ( статора ) .
Высшая школа , 1972, с.63-64.
11Г1ИИД||уИ X
IIIBI«I IIIIIIIIIIIIB||I|||||||||||||BB|||||(.||.|
