I Изобретение относится к сварочной технике, в частности- к источникам питания, и может быть использовано в машиностроении при сварке неплавлящимся электродом в среде защитных газов.
Известно устройство для электродуговой сварки, содержащее силовой выпрямитель, сварочную цепь с коммутирующим устройством и контур свободного затухания сварочного тока, образованный индуктивностью, вентилем и сварочной, дугой 1.
В зтом устройстве уменьшение пульсаций происходит вследствие разряда конденсатора через злементы контура свободного затухания и силового выпрямителя .после запирания первого ти- ,5 ристора.
Однако вследствие прямой зависимости величины энергии конденсатора, затрачиваемой на запирание тиристора- от величины тока, протекающего через этот тиристор, уровень пульса- jg Ш1Й при такой схеме находится в зависимости от тока сварки. Такая зависимость весьма нежелательна при широком диапазоне регу.-шрования тока. Другим недостатком этого устройства
является отсутствие возможности изменения в желаемом направлении уровня пульсации сварочного тока.
Из основного авт. св. № 221878 известно устройство для электродуговой сварки, содержащее источник постоянного тока и сварочную цепь с дросселем и шунтирующим вентилем, в котором источник постоянного тока подключен к сварочной цепи через коммутирующее устройство на кремневом тиристоре, осуществляющее импульсное питание сварочной цепи и служащее для получения любой заданной формы сварочного тока (2).
Недостаток устройства заключается в том, что оно имеет значительные пульсации сварочного тока, ограничивающие область его применения. Пульсации сварочного тока отрицательно сказьтаются на технологические свойства дуги,
В этом устройстве величина сварочного тока в контуре свободного затухания определяется скважностью работы коммутатора, а пульсации сварочного тока - величиной индуктивности в контуре затухания и рабочей частотой ком379
мутатора. Предельная частота работы коммутатора ограничивается параметрами применяемых приборов, например тиристоров. Увеличение же индуктивности, а следовательно, постоянной времени контура затухания приводит к ухудшению динамических свойств источника и повышает его инершюнность.
Целью изобретения является повышение качества сварки путем сглаживания пульсаций сварочного тока..
Предложенное устройство отличается от известного тем, что в него дополнительно введены стабилизатор пульсаций сварочного тока, датчик тока и регулирующее устройство, причем стабилизатор пульсаций вьшолнен в виде усилителя переменного напряжения и силового регулирующего элемента на транзисторе, при этом вход усилителя соединен с датчиком тока, выход усилителя - с базой транзистора, коллектор транзистора соединен с клеммой источника питания, а змиттер - с датчиком тока.
Для управления уровнем пульсаций выход усилителя через регулирующее устройство, например резистор, соединен со своим инвертирующим входом.
Следовательно зто устройство дополняет и развивает известное.
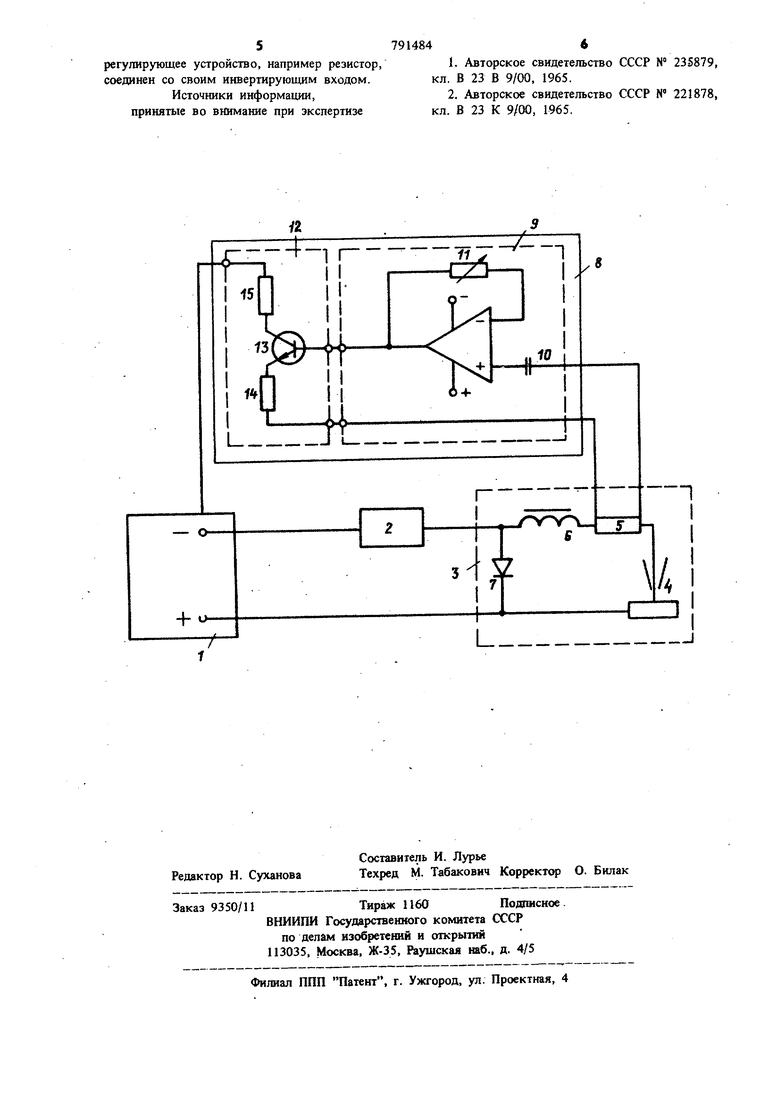
На чертеже представлена схема устройства. Схема содержит силовой выпрямитель 1, выход которого соединен через коммутирующее . устройство 2 с контуром свободного затухания 3, состоящего из сварочной дуги 4, датчика сварочного тока 5, индз тивности 6 и шунтирующего эту индуктивность и дуговой промежуток вентиля 7. Схема также содержит стабилизатор пульсаций 8, состоящий из усилителя 9 вход которого через конденсатор 10 подключен к датчику тока 5 в конуре затухания 3, а в цепь отрицательной обратной связи усилителя 9 включено регулирующее устройство И. Выход усилителя 9 нагружен,на вход силового регулирующего элемента 12, представляющего эмиттерный повторитель, собранный на транзисторе 13, резисторе 14 и резисторе 15 в коллекторной цепи транзистора 13. Выход силового регулирующего элемента 12 соединяет вьтрямитель 1 с контуром свободного затухания 3 параллельно коммутирующему устройству 2 и индуктивности 6.
Работает предлагаемое устройство следующим образом.
При срабатывании коммутирующего устройства 2 и зажигании дуги сварочный ток от выпрямителя 1, протекая по сварочной цепи через индуктивность 6, нарастает по экспоненте, При этом в индуктивности 6 накапливается электромагнитная энергия.
С выключением устройства 2 в контуре свободного затухания 3 под действием накопленной в индуктивности 6 энергии протекает ток, который с течением времени изменяется по закону, определяемому параметрами контура затухания 3. При этом напряжение с датчика тока 5 поступает через конденсатор 1, на выход усилителЯ 9. Усиленный сигнал с усилителя 9 поступает на вход силового регулирующего элемента 12, состоящего из транзистора 13 и резисторов 14 и 15. При этом по мере уменьшения тока в контуре затухания 3 транзистор 13 все более открьшается, соединяя выпрямитель 1 с контуром затухания 3. . При включении коммутирующего устройства 2 ток в контуре затухания 3 начинает возрастать, а транзистор 13 прикрьшается.
Величина приращения тока, протекающего через транзистор 13, определяется коэффивдентом усиления усилителя 9, регулируемым при помощи устройства, 11, изменяя параметры которого например сопротивление, можно задавать различные значения пульсации сварочного тока, которые затем поддерживаются автоматически.
Испытание макета предлагаемого устройства при сварке образцов из стали XI8H10T вольфрамовым электродом в среде аргона показали, что Б широком диапазоне сварочного тока и режимов работы коммутатора и стабидшзатора, а также параметров последнего обеспечивается высокая точность заданных значений пульсации сварочного тока.
При этом наблюдается повышенная усгойчивость сварочной дуги,ее бесшумность и спокойное протекание процесса сварки.
Ожидаемый экономический эффект составляет 15 тыс. руб.
Формула изобретения
1.Устройство для электродуговой сварки по авт. св. № 221878, отличающеес я icM, что, с целью повышения качества сварки путем сглаживания пульсаций сварочного тока, в него дополнительно введены стабилизатор, пульсаций сварочного тока , датчик тока
и регулирующее устройство, причем стабилизатор пульсаций выполнен в виде уситштеля переменного напряжения и силового регулирующго элемента на транзисторе, при этом вход усилителя соединен с датчиком тока, выход уа1лителя - с базой транзистора, коллектор транзистора соединен с клеммой источника питания, а эмиттер - с датчиком тока.
2.Устройство по п. 1, о т л и ч а ю щ ее с я тем, что, с целью управления уровнем пульсаций, выход усилителя через указанное
регулирующее устройство, например резистор, соединен со своим инвертирующим входом.
Источники информации, принятые во внимание при экспертизе
791484
1.Авторское свидетельство СССР № 235879, кл. В 23 В 9/00, 1965.
2.Авторское свидетельство СССР № 221878, кл. В 23 К 9/00, 1965,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1969 |
|
SU235879A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1969 |
|
SU240899A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| Устройство для коммутации источника питания сварочной дуги | 1990 |
|
SU1808559A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2002 |
|
RU2224628C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
-4-11- - «г
