(54) КАТУШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Каркас катушки | 1982 |
|
SU1081675A1 |
| ПАЧКА С ОТКИДНОЙ КРЫШКОЙ ДЛЯ СИГАРЕТ | 2003 |
|
RU2317929C2 |
| ЖЕСТКАЯ ЕМКОСТЬ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2296091C2 |
| КОНТАКТНОЕ ПЕРЕКЛЮЧАЮЩЕЕ УСТРОЙСТВО И ЭЛЕКТРОМАГНИТНОЕ РЕЛЕ | 2011 |
|
RU2465674C1 |
| ПЛАТФОРМА | 2005 |
|
RU2367584C2 |
| КОРОБКА С ОТКИДНОЙ КРЫШКОЙ ДЛЯ СИГАРЕТ | 2015 |
|
RU2692181C2 |
| ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ УПАКОВОК НАЛИВНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2010 |
|
RU2544130C2 |
| ЖЕСТКАЯ СИГАРЕТНАЯ ПАЧКА | 2001 |
|
RU2283266C2 |
| ТВЕРДАЯ ПАЧКА С ОТКИДНОЙ КРЫШКОЙ | 2002 |
|
RU2286296C2 |
| ТОЛКАТЕЛЬ ПРОДУКТА | 2013 |
|
RU2697543C2 |
изобретение относится к электротехнике, в частности к обмоткам возбуждения стартерного двигателя автомобиля. Известна катушка, содержащая обмотку прямоугольной форли с отверстием и пыленепроницаегллй кожух, изготовленный из сгибаемой заготовки электроизолирующего материала, причем заготовка содержит основную прямоугольную часть с прямоугольным отверстием и две пары взаимно противоположных оортиков , загнутых itp соответствующим сторонам отверстия в катушке. Одна пара бортиков соединена с наружными большими гранями основной части заготовки, а другая пара бортиков соединена с короткими гранями прямоугольного отверстия, причем ширина наружных бортиков боль ше, чем соответствующий размер .отвер стия в катушке р. . Данное устройство является наиболее близким к изобретению rio технической сущности и достигаемому эффек ту. Недостатком такого устройства является то, что часть бортиков при сбор ке катушки Должна загибаться внутрь а часть - наружу, что затрудняет фиксацию бортиков в нужном положении, усложняет КОНСТРУКЦИЮ;, Целью изобретения является упрощение конструкции и технологии изготовления катушки. С этой целью в известной катушке, содержащей обмотку прямоугольно й формы с отверстием и пьшенепроницаешлй кожух, изготовленный из сгибаемой заготовки электроизолирующего изоляционного материала, причем заготовка содержит основную прямоугольную часть с прямоугольным отверстием и две пары взаимно противоположных бортиков, загнутых по соответствующим сторонам отверстия в катушке, обе пары бортиков расположены с наружной стороны основной части заготовки,и каждый бортик имеет два выступа, первый из которых покрывает:, соответствующую сторону внутренней поверхности отверстия катушки, а второй расположен на лицевой поверхности катушки концевые части выступов имеют трапецеидальную форму; ширина первого выступа каждого бортика больше длины соответствующей стороны отверстия в катушке, а ширина второго выступа этих бортикоЁ не превышает длины соответствующей стороны отверстий в катушке и в прямоугольной части заготовки
первый выступ каждого из бортиков срг елиняется с оставшейся частью бортика по линии сгиба, длина которой не превышает длины соответствующей стороны отверстия катушки
ширина выступов пары бортиков, примыкающих к меньшим граням прямоугольной части,не превышает длины соответствующей стороны отверстий в .катушке и прямоугольной части заготовки Jотверстия в катушке и заготовке имеют одинаковый размер.
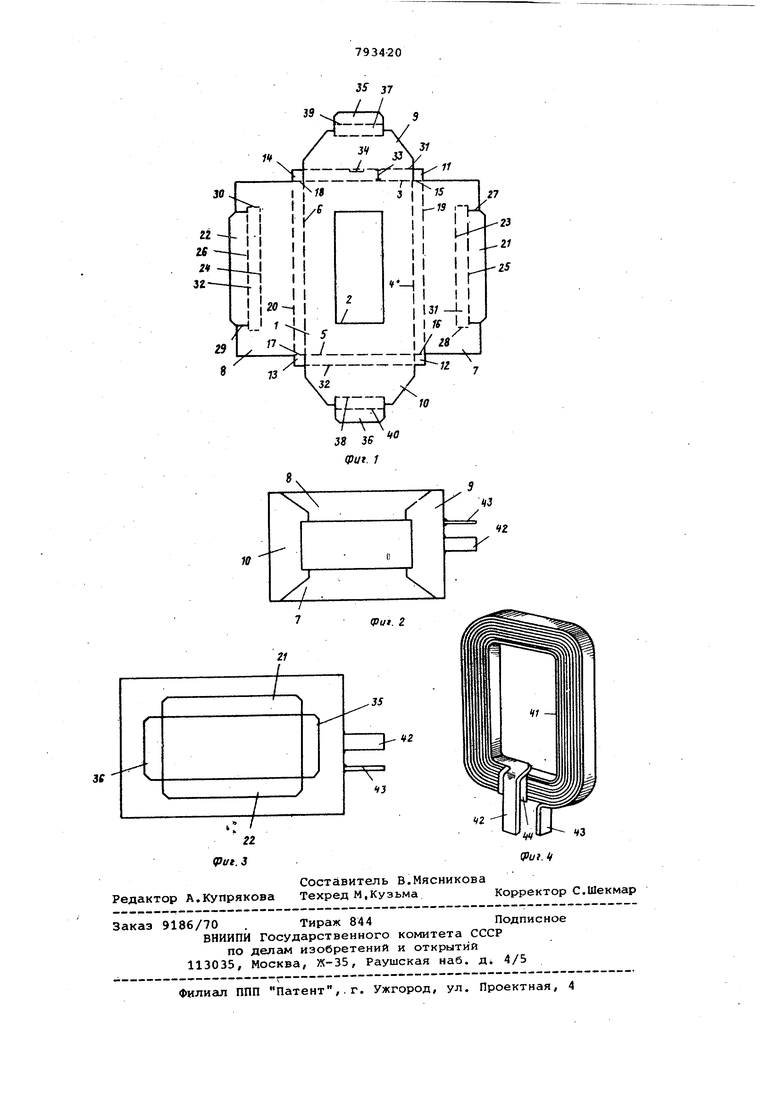
На фиг. 1 изображена заготовка кожуха катушки, вид сверху на фиг.2 лицевая сторона катушки с кожухом, вид сверху; на фиг. 3 - другая сторона катушки, вид сверху, на фиг. 4 перспективный вид обмотки без кожуха.
Заготовка, например, из прессшпана содержит основную прямоугольную часть 1 с прямоугольным отверстием 2.
Основная часть 1 ограничена четырьмя линиями 3-6 сгиба. Два бортика 7 и 8 составляют одно целое с частью 1 и расположены у противоположных продольных кромок по линиям 4 и 6 сгиба. Другие два бортика 9 и 10 нераздельно связаны с короткими кромками части 1 по соответствующим линиям 3 и 5 сгиба, т.е. бортики 7-10 расположены с наружной стороны основной части 1. Заготовка содержит еще четыре бортика 11-14, которые расположены по четырем углам части 1 с внешней стороны, отделены от соответствующих бортиков 9 и 10 ,v но соединены с бортиками 7 и 8 по линиям 15-18 сгиба соответственно. Линии 15 и 18 сгиба совпадают с линией 3 сгиба, а линии 16 и 17 сгиба совпадают с линией 15 сгиба. На бортиках 7 и 8 есть соответствующие линии 19 и 20 сгиба, параллельные линиям 4 и 6 сгиба и расположенные на расстоянии от них, равном размеру соответствующих бортиков 11-14. Открытые концы части бортиков 7 и 8 содержат выступы 21 и 22, соединенные с оставшейся частью бортиков 7, 8 по соответствующим линиям 23, 24 сгиба, направленным параллельно линиям 4,6,19 и 20 сгиба. Промежуточная часть выступов 21, 22 снабжена соответствующими линиями 25,. 26 сгиба, параллельными линиям 23, 24 сгиба соответственно. По сторонам выступы 21, 22 отделены от оставшейся части соответствующих бортиков 7, 8 линиями 27, 28 и 29, 30 разреза. Форма каждой иэ линий 27-30 разреза такова, что длина частей 31, 32 бортиков 21,22, лежащих между соответствующими линиями сгиба 23, 25 и 24, 26, больше длины прямоугольного отверстия 2 части 1. Длина линий 23-26
сгиба равна длине сторон в отверстии 2. Каждый из выступов 21, 22 выступает за предел части соответствующих бортиков 7/ 8. На свободных концах каждого выступа 21, 22 для обеспечения ввода в отверстие 2 выполнены скошенные края. Ширина выступов |21 и 22 равна соотБетствую1чему размеру прямоугольного отверстия 2.
У бортиков 9, 10 есть линии 31, 32 сгиба, направленные параллельно соответствующим линиям 3, 5 сгиба и расположенные на уровне кромок бортиков 11, 14 и 12, 13. В расположенной между линиями 3 и 31 сгиба части бортика 9 предусмотрена 1-образная прорезь 33 и V-образная прорезь 34. Прорезь 33 размещена между линиями 3и 31 сгиба перпендикулярно к ним, а основание прорези 34 направлено параллельно линии 31 сгиба и соседствует с ней. Каждый из бортиков 9, 10 с наружной стороны от линий 31, 32 сгиба содержит скошенные внутрь края, а также выступы 35, 36. Открытые края выступов 35, 36 для ввода в отверстие также скошены, а ширина этих выступов равна ширине прямоугольного отверстия 2. Каждый выступ 35, 36 соединяется с оставшейся частью 9, 10 по линиям 37.38 сгиба соответственно. Кроме того, на выступах 35, 36 предусмотрены соответствующие линии 39, 40 сгиба, параллельные линиям 37, 38 сгиба. Линии 19, 20, 31,32, 25,26, 39 и 40 и соответствующие линии 4,6,3,5,23,24,37 и 38 сгиба находятся на одинаковом расстоянии от отверстия 2, и это расстояние равно толщине катушки, изображенной на фиг. 4.
Катушка изготовлена из намотанной по спирали медной ленты, между витками катушки находится изоляционная полоса (не показано). Ширина медной ленты равна толщине катушки. В катушке выполнены отверстие 41, равное По размеру отверстию 2 заготовки, и выводы 42 и 43. Вывод 42 выходит из отверстия 41, изгибается и проходит над витками от которых изолирован изоляционной полосой 44. Вывод 43 идет в том же направлении, что и вывод 42, в плоскости, перпендикулярной к плоскости вывода 42.
При изготовлении катушки представленная на фиг. 4 обмотка помещается в кольцеобразную часть заготовки вместе с выводами 42 и 43, направленными в сторону бортиков 9. Затем бортики 7 и 8 загибаются по продольным внешним боковым кромкам катушки по линиям 4, 19 и 6, 20 сгиба. В зто же время выступы 21 и 22 загибаются по соответствующим линиям 23 и 24 сгиба и вставляются в отверстие 41 в катушке до тех пор, пока части выступов 21 и 22, лежащие наружу от линий 25 и 26 сгиба, не пройдут полностью сквозь отверстия 41 и 2 в кольцеобразной части заготовки. В этом положении выступов 21 и 22 те и части, что лежат между соответствующими линиями 23, 25 и 24, 26 сгиба, располагаются против соответствующих внутренних сторон катушки,т.е. против соответствующих боковых сторон отверстия 41 в катушке. Посколь;ку ширина этих частей выступов 21 и 22 больше соответствующего размера катушки, те части выступов 21, 22, что лежат за концами соответствующих линий 23, 25 и 24, 26 сгиба, то есть части , определенные линиями 27-30 разреза, сгибаются по соответствующим углам отверстия 41 так,, что бы они лежали против коротких боковы стенок отверстия 41. Затем по соответствующим линиям 15-18 сгиба сгибаются бортики 11-14 в положения, по казанные на фиг. 1. В этом положении дополнительные бортики 11-14 располагаются на внешней поверхности катушки. Затем бортики 9 и 10 сгибаются внутрь по линиям 3, 31, 5, 32 сгиба, причем выводы 42 и 43 должны быть направлены сквозь соответствующие прорези 34 и 33. Та часть бор тиков 9, 10, что лежит между соответ ствующими линиями 3, 31 и 5, 32 сгиба, фиксирует дополнительные бортики 11-14. Выступы 35, 36 вставляются в отверстие 41 путем изгиба их относительно линий 37, 38 сгиба до тех пор, пока соответствующие линии 37, 38 сгиба не окажутся против соответствующих коротких сторон отверстия 41. В этом положении части высту пов 35 и 36, лежащие снаружи соответ ствующих линий 39 и 40 сгиба, выступают из отверстий 41 и 2. Изгиб нару жу выступов 21, 22, 35, 36 по соответствующим линиям 25,26,39 и 40 сги служит для закрепления бортиков путем приклеивания. Для этого внутренние поверхности заготовки заранее покрывают клеящим веществом, активируемым при нагревании,например поливинилбутилатным клеем, и затем склеи вают при помощи нагревательного инструмента. Таким образом, части бортиков 9 и 10, расположенные внутри выступов 35 и 36, перекроют части бортиков 7 и 8, определяемые линиями 27-30 разреза, чем обеспечивается хорошее уплотнение. Герметичное уплотнение по внешней поверхности катушки обеспечивается бортиками 11-14. В завершении узлу придается форма арки путем дугообразного изгиба меньших сторон катушки, причем напра ление изгиба таково, что изображенная на (Ьиг. 3 поверхность является вогнутой, а изображенная на фиг. 2 выпуклой. Возможна модификация, когда клеящее вещество наносится. не на всю поверхность заготовки, а лишь на те части, которые должны перекрываться и соединяться с другими частями заготовки. Кроме того, клеящее вещество может использоваться для получения уплотнения у оснований выводов. Формула изобретения 1.Катушка, содержгицая обмотку прямоугольной формы с отверстием и пыленепроницаемый кожух, изготовленный из сгибаемой заготовки электроизолирующего листового материала, причем заготовка содержит основную прямоугольную часть с прямоугольным отверстием и две пары взаимно противоположных бортиков, загнутых по соответствующим сторонам отверстия в катушке, отличающаяся тем, что, с целью упрощения конструкции, обе пары бортиков расположены с наружной стороны основной части заготовки и каждый бортик имеет двавыступа, первый из которых покрывает соответствующую сторону внутренней поверхности отверстия катушки, а второй расположен на лицевой поверхности катушки. 2.Катушка поп.1, отличающаяся тем, что концевые части выступов имеют трапецеидгшьную форму, 3.Катушка поп.1, отличающаяся тем, что ширина первого выступа каждого бортика больше соответствующей стороны отверстия в катушке, а ширина второго выступа этих бортиков не превышает длины соответствующей стороны отверстий в катушке и в прямоугольной части заготовки . 4.Катушка поп.З, отличающаяся тем, что первый выступ каждого из бортиков соединяется с оставшейся частью бортика по линии сгиба, длина которой не превышает длины соответствующей стороны отверстия катушки. 5.Катушка по п.З/ отличающ а я. с я тем, что ширина выступов пары бортиков, примыкающих к меньшим CTOpoHctM прямоугольной части, не превышает длины соответствующей стороны отверстий в катушке и прямоугольной части заготовки. 6.Катушка попп.1, 3, отличающаяся тем, что отверстия в катушке и заготовке имеют одинаковый размер. Источники информации, принятые во внимание при экспертизе 1. Выложенная заявка ФРГ №2737279, кл. Н 01 F 27/28, 1978.
