Изобретение относится к электротехнике и может быть использовано при производстве обмоток возбуждения ярма вибронасоса.
Известна катушка, содержащая обмотку прямоугольной формы с отверстием и пыленепроницаемый кожух, изготовленный из сгибаемой заготовки электроизолирующего изоляционного материала, причем заготовка содержит основную прямоугольную часть с прямоугольным отверстием и две пары взаимно противоположных бортиков, загнутых по соответствующим сторонам отверстия в катушке, обе пары бортиков раслолажены с наружной стороны основной части заготовки и каждый бортик имеет два выступа, первый из которых покрывает соответствующую сторону внутренней поверхности отверстия катушки, а второй расположен на лицевой поверхности катушки, конЦевые части выступов имеют трапецеидальную форму, ширина первого выступа каждого бортика больше длины соответствующей стороны отверстия в катущке, а ширина второго выступа этих бортиков не превышает длины соответствующей стороны отверстий в катушке и в прямоугольной части заготовки, первый выступ каждого из бортиков соединяется с оставшейся частью бортиков по линии сгиба, длина которой не превышает длины соответствующей стороны отверстия катушки, ширина выступов пары бортиков, примыкающих к меньшим граням прямругольной.части, не превышает соответствующей стороны отверстий в катушке и прямоугольной части заготовки, - отверстия в катушке и заготовке имеют одинаковый размер 1.
Однако в таком устройстве обмотка прямоугольной формы создается на жесткой оправке, после чего снимается, т. е. сгибаемая заготовка из электроизолирующего изоляционного материала, электрокартона, содержащая основную прямоугольную часть с прямоугольным отверстием и две пары взаимно противоположных бортиков, загнутых по соответствующим сторонам отверстия, не может служить основой для создания самой обмотки, При этом, заготовка указанной формы выполняет функцию пыленепроницаемого кожуха, что для катушки ярма вибронасоса не требуется, поскольку эти функции выполняет компаунд, которым заливается позже катушка в корпусе вибронасоса.
Известен каркас катушки, выполненныйиз заготовки из гибкого листового электрокартона, имеющего горизонтальные и вертикальные линии сгиба, а также горизонтальные и вертикальные линии надреза. Надрезая заготовку по линиям среза и сгибая ее соответственно по линиям сгиба и путем склеивания кромок заготовки получают каркас катушки 2.
Однако полученный каркас не является несущей конструкцией, а играет роль пыленепроницаемой оболочки, кроме того, известный каркас требует сложного штамповочного инструмента.
Целью изобретения является упрощение изготовления каркаса.
Поставленная цель достигается тем, что в каркасе катушки, выполненном из заготовки гибкого листового электрокартона, имеющего горизонтальнь1е и вертикальные линии сгиба, а также вертикальные надрезы до горизонтальных линий сгиба на заготовке выполнены четыре горизонтальные линии сгиба, проходящие через всю ширину заготовки, и четыре вертикальные линии сгиба, расположенные между двумя внутренними горизонтальными линиями сгиба, а продолжение вертикальных линий сгиба в обе стороны до кромок заготовки выполнены в виде надрезов, на участках между одной крайней горизонтальной линией сгиба и горизонтальной кромкой заготовки выполнены прорези, а на участках между другой крайней горизонтальной линией и горизонтвльной кромкой заготовки - соответст енно уступы для образования замка, на участках между крайними вертикальными линиями сгиба и вертикальными кромками заготовки также выполнены прорезь и уступ для образования замка.
На фиг. 1 представлен предлагаемый каркас в собранном виде; на фиг. 2 - заготовка каркаса; на фиг. 3 - положение каркаса перед укладкой обмотки.
Каркас катушки выполнен из заготовки 1 из гибкого листового электрокартона, имеющего четыре горизонтальные линии сгиба 2-5, проходящие через всю ширину заготовки 1, четыре вертикальные линии сгиба 6-9, расположенные между двумя внутренними горизонтальными линиями сгиба 3 и 4, а продолжение вертикальных линий сгиба 6-9 в обе стороны до кромок заготовки выполнены в виде надрезов 10-17. Участки, ограниченные двумя внутренними горизонтальными линиями 3 и 4 сгиба и вертикальными линиями 6-9 сгиба, являются сторонами основы 18 каркаса.
Участки, ограниченные внутренними 3 и 4 и крайними горизонтальными линиями 2 и 5 сгиба и вертикальными линиями надреза образуют щечки 19 каркаса. Участки, ограниченные крайними горизонтальными линиями сгиба 2 и 5 и кромками заготовки, образуют фалды 20 каркаса. На участках между крайней горизонтальной линией 2 сгиба и горизонтальной кромкой заготовки 1 выполнены прорези 21-24, а на участках между крайней горизонтальной линией 5 сгиба и горизонтальной кромкой заготовки выполнены рассечки 25-29 с образованием выступов, входящих в прорези, образуя замок при изготовлении каркаса.. На участках между крайними вертикальными линиями 6 и 9 сгиба и вертикальными кромками заготовки также выполнены соответственно прорезь 30 и рассечки 31 и 32 с образованием выступа, входящего в прорезь 30, образуя замок при изготовлении каркаса. Каркас изготавливают следующим образом. Сначала сгибают заготовку по вертикальным линиям сгиба 6-9, при этом уступ, образованный рассечками 31 и 32, входит Е( прорезь 30. Затем замкнутую основу надевают на оправку 33 до упора 34, после чего ограничителем 35 подпирают щечки 19 и затягивают контровочную гайку 36. Резиновые кольцевые фиксаторы 37 поджимают фалды 20 к упору и ограничителю 35. Конец обмоточного провода проталкивают между соседними щечками и фиксируют на валу оправки. Проверяют плотность прилегания щечек к упору и ограничителю и приступают непосредственно к намотке катушки. Для этого включают станок и оправка начинает вращаться вместе с каркасом, наматывая по спирали провод: виток к витку на всю высоту каркаса, затем следующий слой и так до полного заполнения. По окончании укладки останавливают станок, обрезают провод, оставляя для вывода конец, освобождают от резинового кольцевого фиксатора фалду, отворачивают ее на обмотку, но при этом удерживают концевой вывод путем поджима его фалдой. Таким образом освобождают другую фалду от прилегания к ограничителю и отворачивают на обмотку, после чего фалды соединяют поочередно попарно в замок. Отворачивают контрольную гайку, снимают ограничитель и намотанную катушку. Указанное выполнение формы развертки каркаса обеспечивает достаточную жесткость катушки и лучщее проникновение лаков и компаунда за,счет более широкого расстояния между смежными фалдами и щечками. Использование предлагаемой конструкции катущки при массовом изготовлении позволит получить экономический эффект около 180,0 тыс, руб на одном предприятии, улучшить условия работы, повысить технологичность и уровень механизации.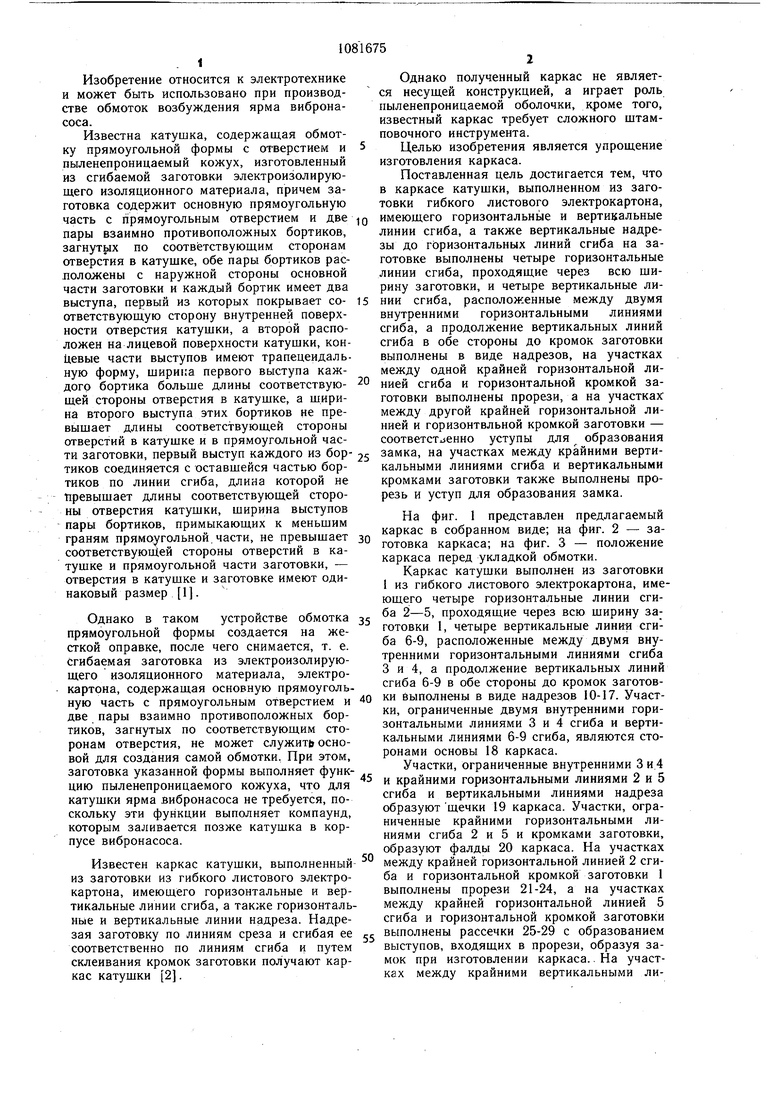

| название | год | авторы | номер документа |
|---|---|---|---|
| Катушка | 1979 |
|
SU793420A3 |
| Складная коробка | 1988 |
|
SU1742150A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Мозаичная прессовая головка | 1981 |
|
SU1070582A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| ЗАГОТОВКА ДЛЯ ПОВТОРНО ЗАКРЫВАЕМОГО КОНТЕЙНЕРА | 2015 |
|
RU2666511C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| КОРОБКА С ОТКИДНОЙ КРЫШКОЙ ДЛЯ СИГАРЕТ | 2015 |
|
RU2692181C2 |
| ДЕРЖАТЕЛЬ ДЛЯ ЕМКОСТИ | 2020 |
|
RU2728232C1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |

КАРКАС КАТУШКИ, выполненный из заготовки гибкого листового электрокартона, имеющего горизонтальные и вертикальные линии сгиба, а также вертикальные надрезы до горизонтальных линий сгиба, отличающийся тем, что, с целью упрощения изготовления каркаса, на заготовке выполнены четыре горизонтальные линии сгиба, проходящие через всю ширину заготовки, и четыре вертикальные линии сгиба, расположенные между двумя внутренними горизонтальными линиями сгиба, а продолжение вертикальных линий сгиба в обе стороны до кромок заготовки выполнены в виде надрезов, на участках между одной крайней горизонтальной линией сгиба и горизонтальной кромкой заготовки выполнены прорези, а на участках между другой крайней горизонтальной линией и .горизонтальной кромкой заготовки - соответственно уступы для образования замка, на участках между крайними вертикальными линиями сгиба и вертикальными кром ками заготовки также выполнены соответственно прорезь и уступ для образования а замка. Фиг.
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Катушка | 1979 |
|
SU793420A3 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4160967, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
