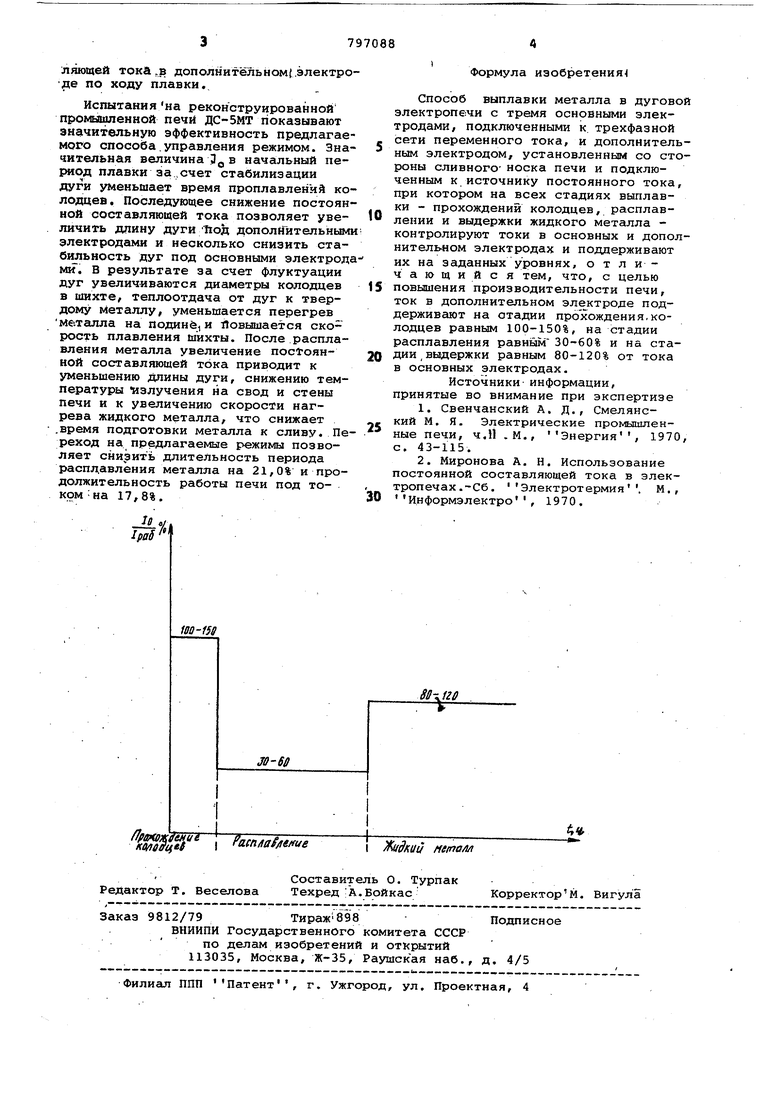
ляющей тока ,в дополнительном .электроде по ходу плавки.
Испытания/на реконструированной промыишенной печи ДС-5МТ показывают значительную эффективность предлагаемого способа.управления режимом. Значительная величина Зд в начальный период плавки за .счет стабилизации дуги уменьшает время проплавлений колодцев. Последующее снижение постоянной составляющей тока позволяет увеличить длину дуги Т10Д дополн ительными электродами и несколько снизить стабильность дуг под основными электродаMif. В результате за счет флуктуации дуг увеличиваются диаметры колодцев в шихте, теплоотдача от дуг к твердому металлу, уменьшается перегрев Металла на подине, и повышается скорость плавления шихты. После расплавления металла увеличение постоянной составляющей тока приводит к уменьшению длины дуги, снижению температуры излучения на свод и стены печи и к увеличению скорости нагрева жидкого металла, что снижает .время подготовки металла к сливу. Переход на предлагаемые режимы позволяет длительность периода расплавления металла на 21,0% и продолжительность работы печи под током на 17,8%.
Je IpaS
Формула изoбpeтeния
Способ выплавки металла в дуговой электропечи с тремя основными электродами, подключенными к. трехфазной сети переменного тока, и дополнительным электродом, установленным со стороны сливного- носка печи и подключенным к источнику постоянного тока, при котором на всех стадиях выплавки - прохождений колодцев, расплавлении и выдержки жидкого металла контролируют токи в основных и дополнительном электродах и поддерживают их на заданных уровнях, отличающийся тем, что, с целью повышения производительности печи, ток в дополнительном электроде поддерживают на стадии прохождения,колодцев равным 100-150%, на стадии расплавления равным 30-60% и на стадии,выдержки равным 80-120% от тока в основных электродах.
ИСТОЧНИКИ информации, принятые во внимание при экспертизе
1.Свенчанский А. Д., Смелянский М. Я. Электрические промышленные печи, Ч.П.М., Энергия , 1970 с. 43-115.
2.Миронова А. Н. Использование постоянной составляющей тока в электропечах.-Сб. Электротермия . М. , Информэлектро , 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электрическимРЕжиМОМ дугОВОй элЕКТРОпЕчи | 1979 |
|
SU851798A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| Способ управления электрическим режимом дуговой электропечи | 1980 |
|
SU978391A1 |
| Способ выплавки сталей и сплавов в дуговых электропечах | 1983 |
|
SU1130614A1 |
| Способ контроля выплавки стали в дуговой печи | 1980 |
|
SU935534A1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ТРЕХФАЗНОГО ТОКА | 2010 |
|
RU2420597C1 |
| РЕГУЛЯТОР МОЩНОСТИ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2009 |
|
RU2448165C2 |
| Способ управления электрическим режимом дуговой электросталеплавильной печи | 1985 |
|
SU1266875A1 |
| РЕГУЛЯТОР ПОЛОЖЕНИЯ ЭЛЕКТРОДА ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ЭЛЕКТРОПЕЧИ | 2006 |
|
RU2334926C2 |
