Изобретение относится к металлургии, к области электротермической техники, а именно к способам ведения плавки стали в дуговых сталеплавильных печах трехфазного тока.
Известен способ плавки стали в дуговой сталеплавильной печи трехфазного тока, включающий завалку и плавление металлошихты, на 50-80% состоящей из твердых металлизированных окатышей и на 20-50% - из металлолома. Окатыши загружают в печь непрерывно со скоростью 1,7-1,9 т/ч на 1 МВт установленной мощности (Никольский Л.Е., Зинуров И.Ю. «Оборудование и проектирование электросталеплавильных цехов. М.: Металлургия, 1993. - Стр.27-28).
Однако загрузка окатышей со скоростью 1,7-1,9 т/ч на 1 МВт установленной мощности приводит к скоплению нерасплавившихся окатышей на жидкометаллической ванне в виде горки недалеко от дуг. Это определяется визуально и по режиму горения дуг, который нарушается, идут разряды с сильным шумом при обрушении окатышей с горки под дуги. При скорости подачи окатышей 1,7-1,9 т/ч на 1 МВт установленной мощности вводимой в печь дугами мощности недостаточно, чтобы одновременно расплавлять окатыши и лом, количество нерасплавленных окатышей увеличивается. При такой работе печи процесс плавления лома и окатышей затягивается, увеличивается время плавки и расход электроэнергии.
Прототипом изобретения является способ плавки стали в дуговой сталеплавильной печи трехфазного тока, включающий завалку и плавление лома до заданного значения расхода электроэнергии 240-300 кВт·ч/т с последующей подачей и плавлением металлизированных окатышей при температуре ванны металла 1540-1610°С (Технологическая инструкция ТИ 129-ЭС-113-92 «Выплавка стали в дуговых электропечах». Введена 15.06.1992. Оскольский металлургический комбинат. Сборник технологических инструкций в 2-х частях. Часть 1. Приложение 1 «Энерготехнологический режим плавления шихты, состоящей из лома и металлизированных окатышей, с продувкой ванны газообразным кислородом. - Стр.13-14).
Однако по мере расплавления шихты колодцы, т.е. свободное от шихты пространство в печи, расширяются, их глубина уменьшается, стены освобождаются от шихты и водоохлаждаемые панели стен и свода попадают под прямое излучение дуг, КПД дуг снижается. Вследствие того, что при удельном расходе электроэнергии 300 кВт·ч/т 75-80% лома расплавляется, излучение дуг падает на водоохлаждаемые панели стен, увеличивая потери энергии на охлаждение панелей и снижая КПД дуг с 0,93 в начале плавления до 0,65-0,70 при удельном расходе 300 кВт·ч/т. Обработка нескольких сотен паспортов плавок одинаковых марок стали с ломом одинакового состава и металлизированными окатышами одинакового качества показала, что при плавлении лома до удельного расхода электроэнергии 300 кВт·ч/т с последующей загрузкой окатышей приводит к увеличению удельного расхода электроэнергии за плавку на 6-7%. Из обработки паспортов плавок также следует, что режим плавления окатышей при температуре ванны металла 1540°С приводит к увеличению удельного расхода электроэнергии и времени плавки, так как плавление окатышей осуществляется за счет излучения дуг и теплопроводности ванны металла. Из анализа теплообмена (обработаны и проанализированы около трехсот паспортов плавок стали одной марки) при плавлении окатышей следует, что при снижении температуры ванны металла на 100°С с 1600 до 1500°С тепловой поток к окатышам снижается на 6%, на такую же величину снижается скорость плавления окатышей, а время плавления и удельный расход электроэнергии увеличиваются на 6%.
В основу настоящего изобретения положена задача увеличения излучения дуг на металл и снижения излучения дуг на стены и свод, увеличения теплового потока от ванны металла к окатышам.
Техническим результатом изобретения является уменьшение удельного расхода электроэнергии и времени плавки, с одновременным повышением производительности.
Решение поставленной задачи и указанный технический результат достигаются тем, что в способе плавки стали в дуговой сталеплавильной печи трехфазного тока, включающем плавление лома с последующей подачей и плавлением металлизированных окатышей, согласно изобретению при достижении расхода электроэнергии 220-230 кВт·ч/т подачу и плавление металлизированных окатышей осуществляют при температуре ванны металла 1615-1625°С.
При подаче окатышей при израсходовании менее 220 кВт·ч электроэнергии на тонну шихты расплавление окатышей неустойчивое, так как колодцы неширокие, идут обвалы шихты. Короткие замыкания, и обрывы дуги, и длительность расплавления, удельный расход электроэнергии увеличиваются. При подаче окатышей после израсходования более 240 кВт·ч и расплавления около 70% лома водоохлаждаемые панели стен освобождаются от лома, излучение дуг будет падать не на шихту, а на водоохлаждаемые панели, КПД дуг уменьшится, удельный расход электроэнергии за плавку и длительность плавки увеличиваются.
При плавлении металлизированных окатышей при температуре ванны металла меньше 1615°С удельный расход электроэнергии увеличивается на 1-1,5% на каждое снижение температуры ванны металла на 20°С. Это связано с тем, что плавление металлизированных окатышей осуществляется за счет излучения дуг и теплопроводности от ванны металла к окатышам. По закону Фурье для теплопроводности тепловой поток от одного тела к другому прямо пропорционален разности температур этих тел, чем меньше разность температур, тем меньше тепловой поток от ванны металла к окатышам, тем меньше скорость плавления окатышей, больше время плавки и удельный расход электроэнергии. Увеличение температуры ванны металла выше 1625°С препятствует удалению фосфора. При плавлении металлизированных окатышей при температуре ванны металла больше 1625°С развивается реакция восстановления фосфора, снижение которого возможно при частичном обновлении шлака и увеличении расхода электроэнергии на расплавление шлака. Кроме того, перегрев металла выше температуры 1625°С сопровождается повышением содержания газов азота и водорода в ванне металла и снижением качества металла.
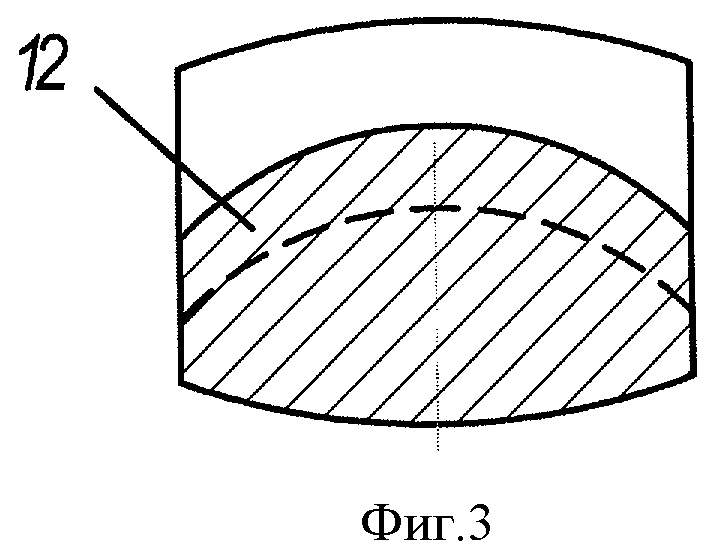
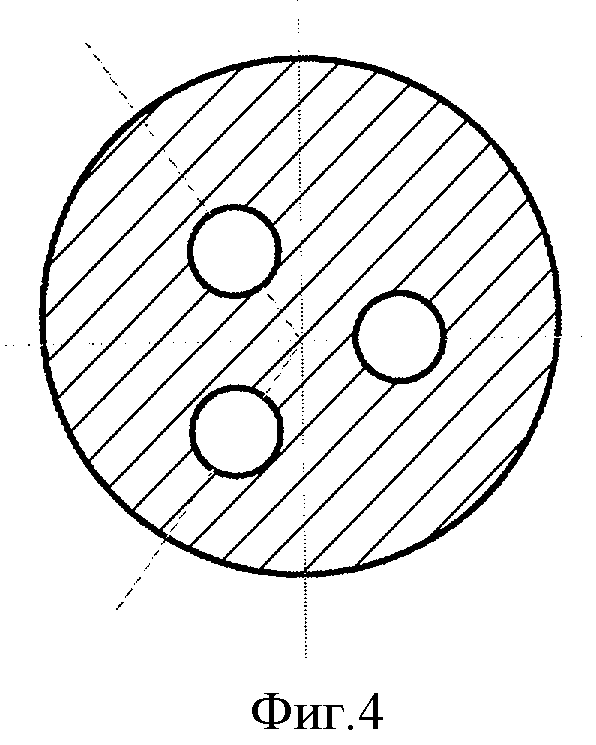
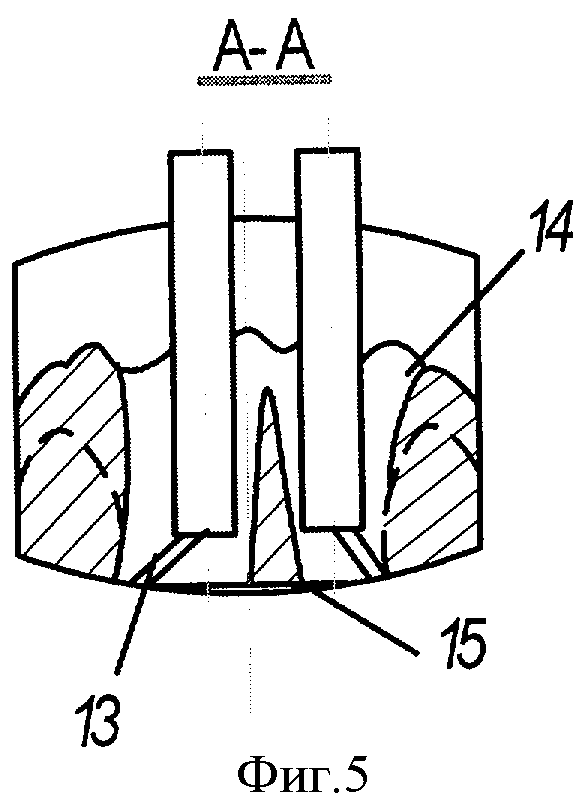
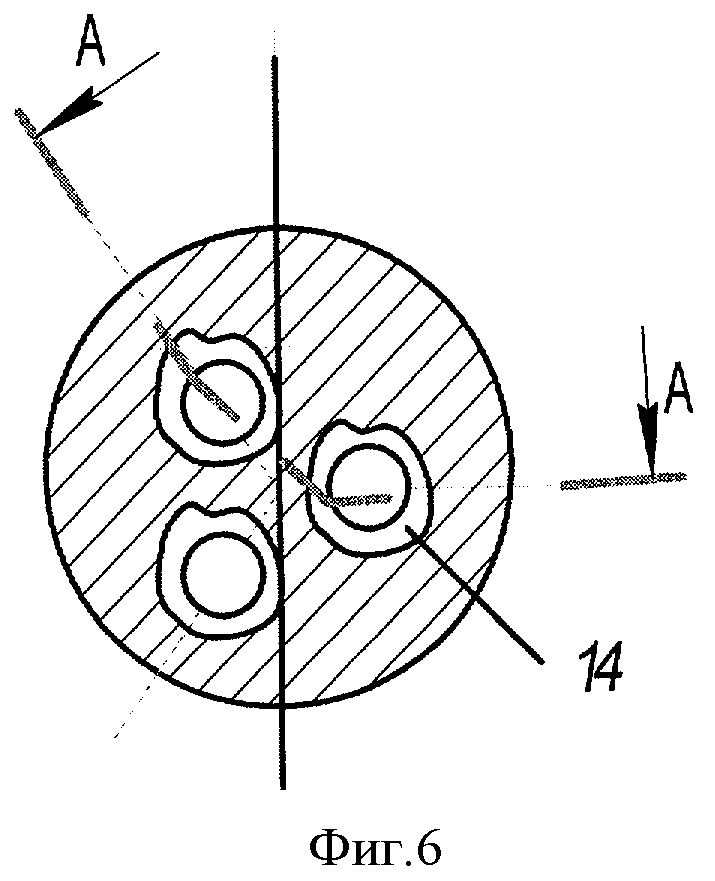
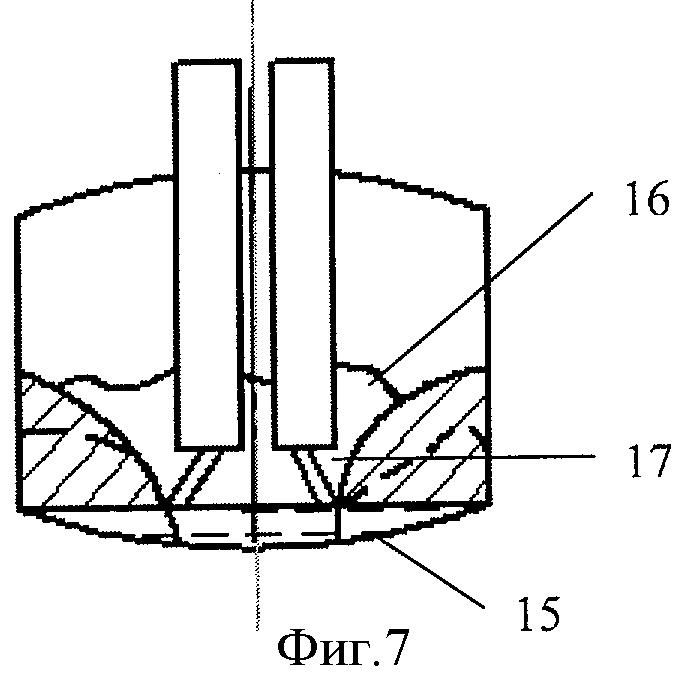
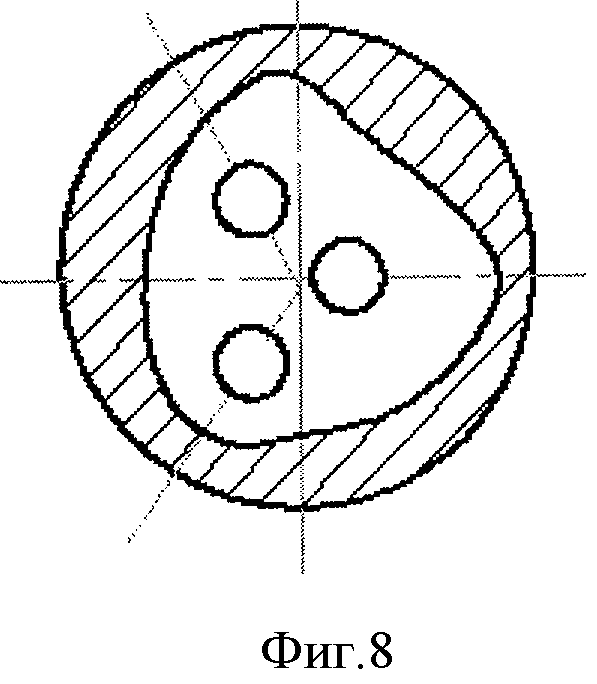
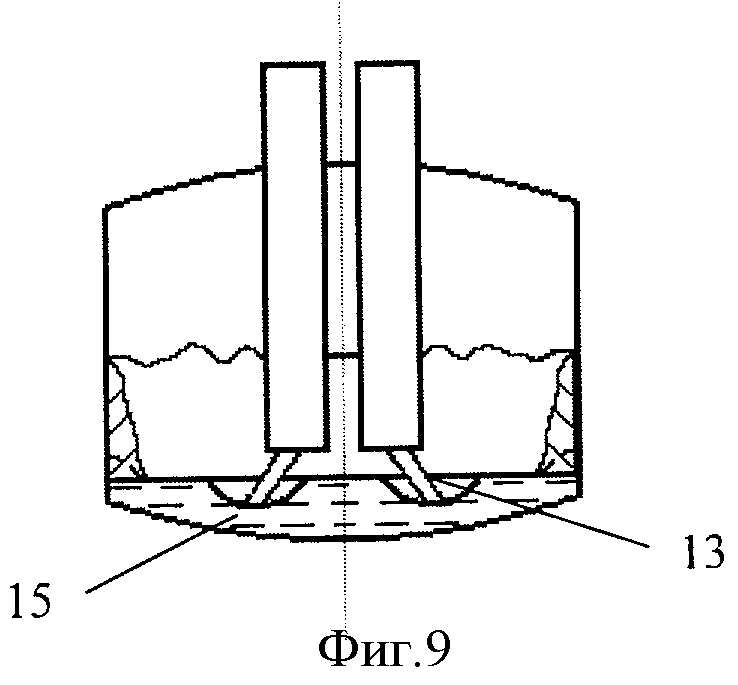
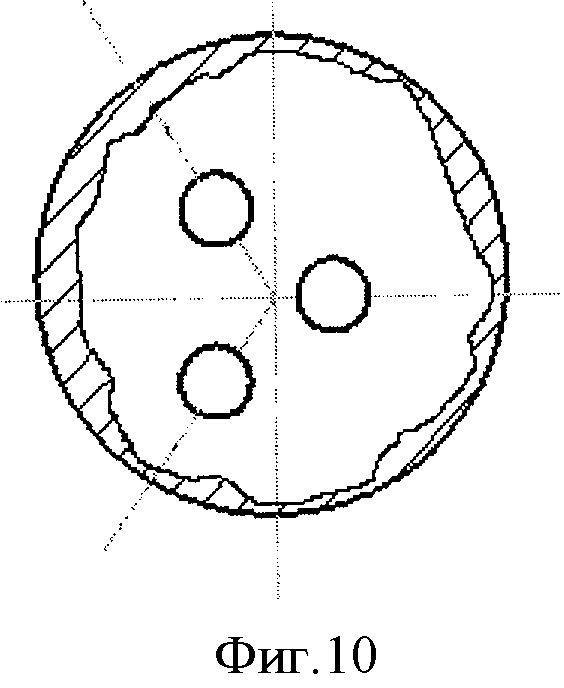
Способ иллюстрируется следующими чертежами, где на фиг.1 представлен вид сталеплавильной печи в разрезе; на фиг.2 - сталеплавильная печь, вид сверху; на фиг.3 - дуговая сталеплавильная печь с загруженным ломом (шихтой) в разрезе; на фиг.4 - вид сверху; на фиг.5 - прорезка колодцев в шихте дугами, расплавленный металл стекает вниз и накапливается на подине печи в разрезе; на фиг.6 - вид сверху; на фиг.7 - расширение колодцев, увеличение зеркала жидкого металла в разрезе; на фиг.8 - вид сверху; на фиг.9 - погружение дуг в шлак и жидкометаллическую ванну после расплавления лома и открытия водоохлаждаемых панелей стен в разрезе; на фиг.10 - вид сверху.
Дуговая сталеплавильная печь трехфазного тока содержит водоохлаждаемый свод 1, в котором выполнено отверстие 2 газоотсоса. Верхняя часть свода 1 снабжена футеровкой 3, через которую пропущены электроды 4 с электродержателем 5. Пространство печи ограничено стенами 6, выполненными водоохлаждаемыми, опорой для стен служат откосы 7. Под 8 выполнен футерованным. В стене 6 установлена кислородная фурма 9.
Свод 1, стены 6, откосы 7, под 8 образуют рабочее пространство 10 дуговой сталеплавильной печи, предназначенное для загрузки в него шихты в виде металлолома и через отверстие 11 металлизированных окатышей и извести.
Предлагаемый способ может быть реализован следующим образом. При открытом своде 1 в рабочее пространство 10 печи загружают металлолом 12 (фиг.3). Свод 1 закрывают и опускают электроды 4 до соприкосновения с металлоломом 12. Между электродами 4 и металлом 12 загораются три дуги 13. Дуги 13 прорезают в шихте три колодца 14, расплавленный металл стекает вниз и накапливается на поде 8 в виде жидкометаллической ванны 15 (фиг.5). После прорезки колодцев 14 дуги 13 горят между электродами 4 и жидкометаллической ванной 15, расплавляя шихту и нагревая ванну 15.
Расплавление шихты осуществляют на максимальной мощности дуг 13 до образования единого широкого общего колодца 14 (фиг.7), при котором прекращаются обвалы шихты, короткие замыкания и обрывы дуги 13, то есть до удельного расхода электроэнергии 220-230 кВт·ч/т, при этом дисперсия тока резко уменьшается, горение дуг 13 стабилизируется. С этого момента в печь непрерывно через отверстие 11 в своде 1 начинают загружать окатыши 16, одновременно расплавляя и металлолом 12, и окатыши 16. Подача окатышей 16 после израсходования электроэнергии более 240 кВт·ч/т приводит к увеличению потерь мощности излучения дуги 13, так как при удельном расходе электроэнергии 240 кВт·ч/т 75-85% шихты расплавляется, и часть излучения дуги 13 будет попадать на водоохлаждаемые панели стен 6. Подачу окатышей 16 в печь необходимо начинать при удельном расходе электроэнергии 220-230 кВт·ч/т, когда в шихте образуется широкий колодец 14 и часть нерасплавившейся шихты находится на стенах 6 и откосах 7 и можно расплавлять одновременно шихту и окатыши 16, сохраняя высокий КПД дуг 13 на протяжении всего периода расплавления. Ранняя подача окатышей 16, при израсходовании 180-210 кВт·ч/т и наличии в печи 60-65% твердой шихты, влечет за собой уменьшение средней скорости подачи окатышей 16, так как идет одновременное плавление металлолома 12 и окатышей 16, увеличивается время плавки и удельный расход электроэнергии на 5-8%. В процессе плавления окатышей 16 за счет подачи кислорода и экзотермических реакций в ванне 15 металла, а также путем регулирования мощности дуг 13 поддерживается температура ванны 15 в диапазоне температур 1615-1625°С, при которой достигается большая скорость плавления окатышей 16 и производительность печи, по сравнению с температурой ванны 1540°С.
На фиг.3 показано положение шихты при загрузке в печь 75 т (сплошная линия) и 45 т (пунктирная линия) шихты, полученное многократным визуальным обследованием печей ДСП-150 при открытом своде 1. В период расплавления по мере проплавления шихты дуги 13 прорезают под собой три колодца 14 (фиг.5), диаметр которых на две длины, то есть на 60-70 мм, превышает диаметр электрода 4. Расплавленный металл стекает вниз и накапливается на подине печи в виде ванны металла 15. После проплавления шихты за 6-8 минут электроды 4 выходят в нижнее положение и дуги 13 начинают гореть на поверхности жидкометаллической ванны 15. Градиент напряжения в столбе дуг 13 уменьшается в 10 раз, длина дуг 13 увеличивается до 325 мм. Дуги 13 горят в узких колодцах 14 в шихте металла, на поверхность которого они излучают тепловой поток, их КПД составляет ηд=0,94 (фиг.6). По мере расплавления шихты колодцы 14 расширяются, зеркало жидкого металла 15 увеличивается (фиг.7), и расплавление шихты осуществляется в результате лучеиспускания дуг 13 и теплопроводности от перегретых участков под дугами 13 к твердой шихте. Подачу окатышей 16 в печь необходимо начинать при удельном расходе электроэнергии 220-230 кВт·ч/т (фиг.7), когда в шихте образуется широкий колодец 17 и часть нерасплавившейся шихты находится на стенах 6 и откосах 7 и можно расплавлять одновременно шихту и окатыши 16, сохраняя высокий КПД дуг 13 на протяжении всего периода расплавления. К времени расплавления 45-50% окатышей 16 и 90% металлолома лома 12 (фиг.9) ванна металла 15 покрывается толстым слоем вспученного шлака, в который заглублены дуги 13. Погружение дуг 13 в шлак и жидкометаллическую ванну 15 после расплавления лома 12 и открытия водоохлаждаемых панелей стен 6 позволяет работать с высоким КПД дуг 13 на протяжении всего времени плавления. Средний КПД дуг 13 за время работы печи под током составляет ηдср=0,62-0,72.
В течение всего времени плавления поддерживают температуру ванны металла 15 в диапазоне температур 1615-1625°С за счет большой мощности дуг 13 и протекания в жидкометаллической ванне 15 экзотермических реакций при продувке ванны кислородом.
Изобретение в настоящее время находится на стадии технического предложения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока | 2016 |
|
RU2634105C1 |
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока | 2019 |
|
RU2719811C1 |
| Шахтно-конвейерная дуговая сталеплавильная печь | 2020 |
|
RU2734885C1 |
| СПОСОБ ПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 1998 |
|
RU2135603C1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2005 |
|
RU2360009C2 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2001 |
|
RU2190815C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1993 |
|
RU2075515C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ | 2013 |
|
RU2539890C1 |
| Способ плавки стали в дуговой сталеплавильной печи трехфазного тока фасоннолитейного цеха | 2020 |
|
RU2767318C1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |

Изобретение относится к металлургии, к области электротермической техники, а именно к способам ведения плавки стали в дуговых сталеплавильных печах трехфазного тока. Способ плавки стали в дуговой сталеплавильной печи трехфазного тока включает плавление лома с последующей подачей и плавлением металлизированных окатышей. Подачу и плавление металлизированных окатышей осуществляют при достижении расхода электроэнергии 220-230 кВт·ч/т и температуре ванны металла 1615-1625°С. Использование изобретения обеспечивает уменьшение удельного расхода электроэнергии и времени плавки, а также повышение производительности. 10 ил.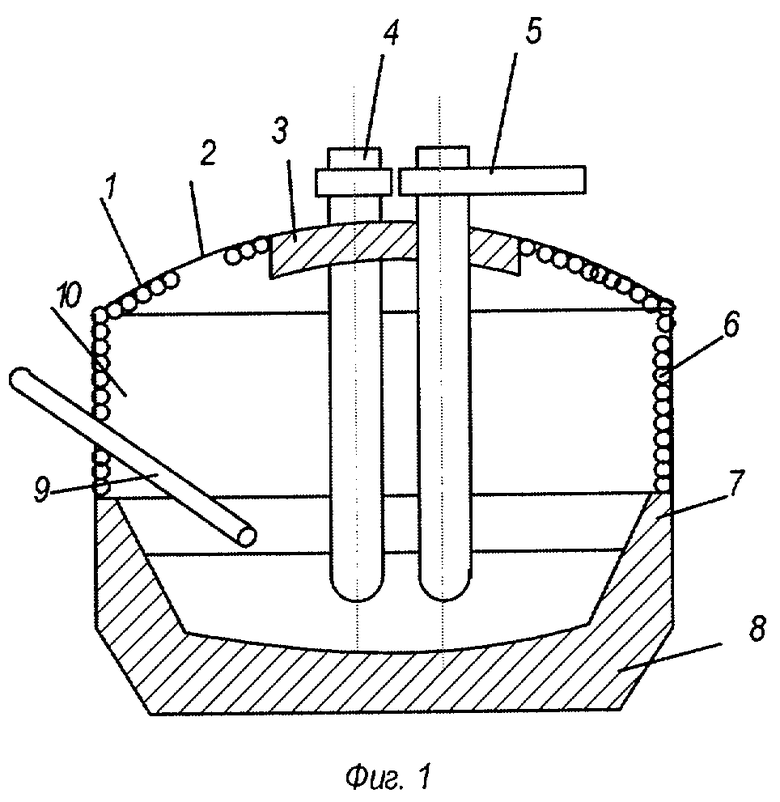
Способ плавки стали в дуговой сталеплавильной печи трехфазного тока, включающий плавление лома с последующей подачей и плавлением металлизированных окатышей, отличающийся тем, что подачу и плавление металлизированных окатышей осуществляют при достижении расхода электроэнергии 220-230 кВт·ч/т и температуре ванны металла 1615-1625°С.
| Способ непрерывного предварительного нагрева шихтовых материалов для сталеплавильной печи и установка для его осуществления | 1986 |
|
SU1493114A3 |
| Способ ведения плавки в трехфазной электропечи | 1982 |
|
SU1056480A1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ ТРЕХФАЗНОГО ТОКА | 2006 |
|
RU2333438C2 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1985 |
|
SU1310214A1 |
| JP 7076714 А, 20.03.1995. | |||

