Изобретение относится к трубопро катному производству, а именно к за готовкам для прокатки бесшовных тру особенно из легированных марок стали и сплавов и на установках с пили гримовыми станами. Известна заготовка для пилигримо вой прокатки труб, включающая гильзу из легированной стали, собранную с внутренней трубчатой оболочкой из углеродистой стали, причем для полной раскатки пилигримовой головки за ний конец гильзы зафиксирован от осевого смещения, на трубчатой оболоч ке на расстоянии..от ее конца, равном величине раскатки гильзы, а для облегчения извлечения углеродистой оболочки из трубы на конце ее выполнены отверстия. Легированная гильза состоит из одного или нескольких частей, которые соединены между собой и с углеродистой оболочкой сваркой l . Недостатком заготовки является то, что способ ее сварки трудоемок и зкономически целесообразен только при прокатке труб из нержавеющих марок стали и сплавов. Наиболее близкой по технической сущности к изобретению является заготовка для пилигримовой прокатки труб,составленная из кольцевых частей, средняя из которых выполнена из легированного материала,а концевые части из дешевой углеродистой стали. Заготовка прошивается, и после прокатки затравочный конец и пилигримовая головка, полученные из металла углеродистых кольцевых частей, составляют основную часть обрези, идущей в отходы Р2 . Недостаток зтой заготовки состоит в том, что часть материала заготовки идет в отходы, что экономически нецелесообразно . Цель изобретения - использование технологических отходов производства и тем самым зкономия металла. Для достижения этой цели в заготовке для пилигримовой прокатки труб, составленной из кольцевых частей, каждая кольцевая часть выполнена в виде разностенной пильгерголовки, торец которой соединен с одинаковым торцом следующей, при этом количество пильгерголовок кратно двум, а начало первой из них и конец последней имеют наименьшую толщину стенки. На чертеже схематически изображена заготовка, общий вид.
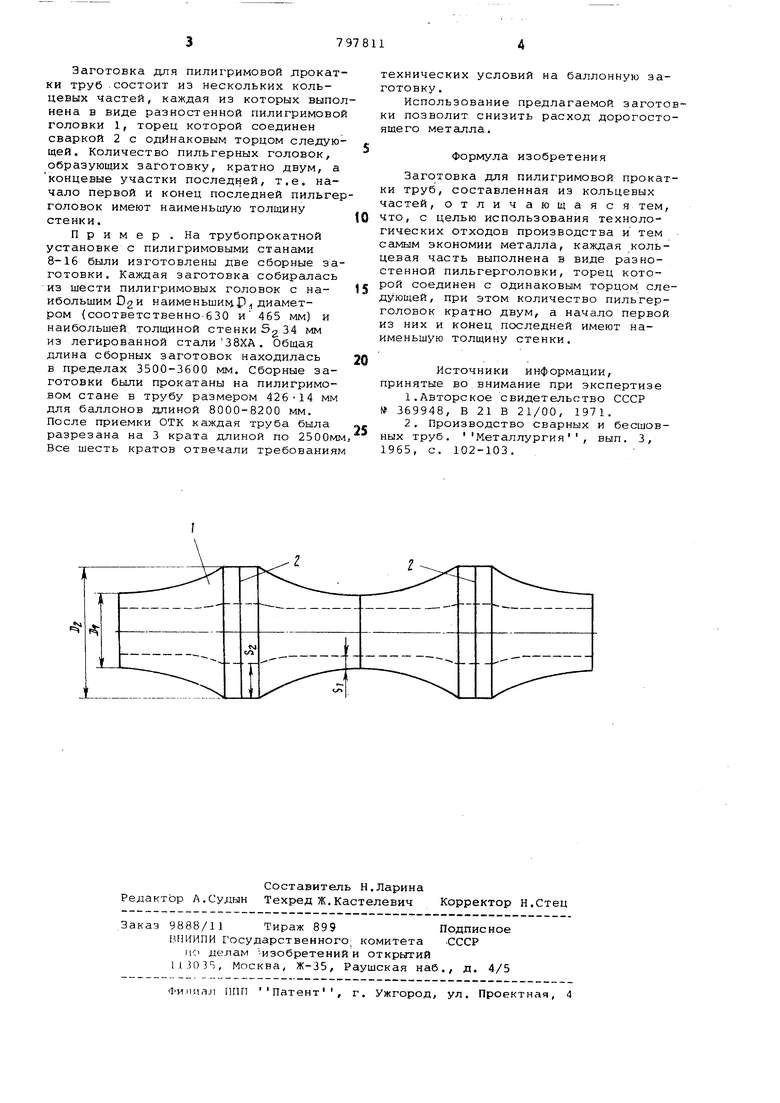
Заготовка для пилигримовой ярокатки труб .состоит из нескольких кольцевых частей, каждая из которых выполнена в виде разностенной пилигримовой головки 1, торец которой соединен сваркой 2 с одинаковым торцом следующей. Количество пильгерных головок, образующих заготовку, кратно двум, а концевые участки последней, т.е. начало первой и конец последней пильгерголовок имеют наименьшую толщину стенки.
Пример . На трубопрокатной установке с пилигримовыми станами 8-16 были изготовлены две сборные заготовки. Каждая заготовка собиралась из шести пилигримовых головок с наибольшим D2 и наименьшинР., диаметром (соответственнОбЗО и 465 мм) и наибольшей, толщиной стенки Sg, 34 мм из легированной стали38ХА. Общая длина сборных заготовок находилась в пределах 3500-3600 мм. Сборные заготовки были прокатаны на пилигримовом стане в трубу размером 426-14 мм для баллонов длиной 8000-8200 мм. После приемки ОТК каждая труба была разрезана на 3 крата длиной по 2500мМ Все шесть кратов отвечали требованиям
технических условий на баллонную заготовку .
Использование предлагаемой заготоки позволит снизить расход дорогостоящего металла.
Формула изобретения
Заготовка для пилигримовой прокатки труб, составленная из кольцевых частей, отличающаяся тем, что, с целью использования техноло гических отходов производства и тем самым экономии металла, каждая кольцевая часть выполнена в виде разностенной пильгерголовки, торец которой соединен с одинаковым торцом следующей, при этом количество пильгерголовок кратно двум, а начало первой из них и конец последней имеют наименьшую толщину стенки.
Источники информации, принятые во,внимание при экспертизе
1.Авторе кое свидетельство СССР 369948, В 21 В 21/00, 1971.
2. Производство сварных и бесшовных труб. Металлургия, вып. 3, 1965, с. 102-103,
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ С ИСПОЛЬЗОВАНИЕМ ТРУБОПРОКАТНОЙ УСТАНОВКИ ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2502571C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2003 |
|
RU2243837C1 |
| ЗАГОТОВКА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2135313C1 |
| БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ИЗ СТАЛЕЙ МАРОК 10ГН2МФА И 08Х18Н10Т ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ, МЕХАНИЧЕСКИ ОБРАБОТАННЫХ, БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2567420C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ ГИЛЬЗ С ПОВЫШЕННОЙ КРИВИЗНОЙ | 2012 |
|
RU2502570C1 |
| Способ горячей пилигримовой прокатки труб | 1990 |
|
SU1759489A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2008 |
|
RU2387497C2 |
