Изобретение относится к трубопрокатному производству и может быть использовано при холодной прокатке труб из специальных сталей и сплавов, в частности при прокатке короткомерных отрезков трубных заготовок, длина которых меньше допустимой по условиям эксплуатации станов холодной прокатки.
Известна заготовка для холодной прокатки труб, включающая цилиндрическую трубу с прямо обрезанными концами. (Розов Н.В. Холодная прокатка стальных труб. -М.: Металлургия, 1977, с.39-40).
Благодаря тому, что длина заготовки больше минимально допустимой по характеристике стана, обеспечивается полуавтоматическая работа стана холодной прокатки труб, при которой подача и поворот заготовки в начале процесса прокатки осуществляется от заднего патрона стана, а после выхода переднего прокатанного участка трубы поворот заготовки осуществляется передним патроном и подача - задним патроном, в том числе и после зарядки в стан последующей заготовки. Минимальная допустимая длина заготовки при этом определяется необходимостью перехвата трубы передним патроном для поворота (кантовки) заготовки.
Общим признаком аналога с заявленной заготовкой является выполнение заготовки в виде цилиндрической трубы.
Недостатком данной заготовки является нестабильность процесса прокатки, если длина заготовки менее минимально допустимой по условию эксплуатации станов холодной прокатки труб.
Известна заготовка для пилигримовой прокатки труб, составленная из кольцевых частей, соединенных между собой, каждая кольцевая часть выполнена в виде разностенной пильгерголовки, торец которой соединен с одинаковым торцем следующей пильгерголовки, при этом количество пильгерголовок кратно двум, а начало первой из них и конец последней имеют наименьшую толщину стенки (Авторское свидетельство N 797811, B 21 B 21/00, B 3/00, 1981).
Данная заготовка совпадает с заявленной заготовкой для холодной прокатки труб по следующим существенным признакам: заготовка состоит из нескольких отрезков, соединенных друг с другом, каждый отрезок содержит среднюю часть и концевые участки, один из концевых участков имеет переменную толщину стенки.
Соединение отрезков обеспечивает передачу осевых растягивающих и сжимающих напряжений и крутящих моментов при кантовке заготовки.
Недостатком известной заготовки при холодной прокатке труб является сложность сварки отрезков труб без образования грата, сложность обеспечения соосности отрезков труб по наружному и внутреннему диаметру при сварке, низкая пластичность сварных швов при последующей деформации.
Известна заготовка для холодной прокатки труб, содержащая цилиндрическую часть и утоненные к торцам концевые участки, один из которых утонен снаружи, другой - изнутри по прямой с углом наклона к оси заготовки больше 5o и меньше угла трения на конических поверхностях (Авторское свидетельство СССР N 1227270, B 21 B 21/00, 17/00, 1986) - прототип.
Заявленная заготовка совпадает с прототипом по следующим существенным признакам: составление заготовки при прокатке из состыкованных отрезков труб, каждый отрезок имеет среднюю цилиндрическую часть и концевые участки со скошенной по прямой наружной поверхностью с регламентированным углом наклона к оси заготовки.
Однако отрезки труб в данной заготовке между собой не соединены.
Недостатком известной заготовки является несовпадение концов отрезков труб, стыкуемых в процессе прокатки, вследствие разностенности (обычно ± 10-15%) и образование заусенцев при прокатке, которые прилипают к прокатному инструменту (оправке и калибру) и приводят к браку труб по отпечаткам. При прокатке отрезков с несовпадающими толщинами стенок, даже в допустимых в пределах разностенности, сопряжение концов труб нестабильно, что приводит к нестабильному повороту заготовки, размыканию конических поверхностей и браку при прокатке. Кроме того, длина скошенных концевых участков при прокатке толстостенных короткомерных отрезков труб может достигать нескольких процентов от длины отрезка, что снижает выход годного.
Задачей, на решение которой направлено заявленное изобретение, является достижение стабильности прокатки короткомерных отрезков труб, длина которых меньше допустимой по условию эксплуатации станов холодной прокатки труб, при обеспечении высокого выхода годного.
Техническим результатом, достигаемым при осуществлении заявленного изобретения, является надежное соединение коротких отрезков трубы в длинномерную заготовку, обеспечивающее передачу осевых растягивающих и сжимающих напряжений от осевого усилия прокатки, поворот заготовки, устранение влияния разностенности соединенных отрезков труб.
Для достижения указанного технического результата в заготовке для холодной прокатки труб, содержащей несколько отрезков труб, каждый из которых имеет цилиндрическую среднюю часть и утоненные к торцам концевые участки, в соответствии с изобретением концевые участки выполнены в виде конических резьбовых хвостовиков с внутренним диаметром резьбы в пределах
D - 0,7 t ≥ dвн ≥ D - 1,3t,
где D - наружный диаметр трубы, мм;
t - толщина стенки трубы, мм;
Dвн - внутренний диаметр резьбы, мм,
и углом конусности резьбы в пределах
где α - угол между образующей внутреннего диаметра резьбы и осью трубы, град.,
L - длина конического хвостовика, мм,
и соединены между собой посредством резьбового соединения на длине 0,5 - 0,9 длины хвостовика.
Отрезки труб могут соединяться между собой свинчиванием, при этом сопрягаемые хвостовики выполняются один с внутренней резьбой, другой - с внешней.
Отрезки труб могут соединяться между собой посредством промежуточных резьбовых втулок, причем на концах труб выполнены резьбовые хвостовики с внешней резьбой, а на концах втулок - с внутренней резьбой. Такое соединение целесообразно для серийного производства, когда оборудование для нарезки резьбы специализировано.
Втулки могут изготавливаться из того же материала, что и трубы, когда недопустимо вовлечение в металлургический оборот других материалов. В этом случае сопротивление деформации материала втулки равно сопротивлению деформации материала труб.
Втулки могут изготавливаться из менее прочного и более дешевого материала. При этом, если сопротивление деформации материала втулки меньше в 1,5 раза, чем у материала отрезков труб, происходит разрушение втулки в связи с более интенсивной ее деформацией в резьбовом соединении.
Втулки могут иметь минимальную длину, равную длине конических хвостовиков отрезков труб, при использовании втулок из материала прокатываемых труб.
Втулки могут иметь длину, равную 5...10, диаметром трубы, что позволяет производить перезарядку стана холодной прокатки, когда втулка находится в зоне прокатки на оправке, что исключает снижение разностенности прокатанных труб.
Выполнение утоненных концевых отрезков труб в виде конических резьбовых хвостовиков позволяет надежно соединять отрезки труб и исключает разрушение хвостовиков при прокатке.
За счет регламентирования внутреннего диаметра резьбы dвн в зависимости от наружного диаметра D трубы и толщины t стенки исключается разрушение хвостовиков при прокатке.
Широкий интервал угла α конусности резьбы от нуля до определенной величины по функциональной зависимости от отношения толщины стенки трубы к длине конического хвостовика обеспечивает возможность соединения и прокатки как тонкостенных (α>0°), так и толстостенных труб 
Благодаря фиксированию длины l соединения отрезков труб в зависимости от длины L хвостовика достигается надежное соединение и передача крутящего момента и осевого усилия прокатки при длине соединения больше 0,5 L и исключается разрушение соединения за счет неравномерной деформации по толщине стенки торцев труб при длине соединения менее 0,9 L.
Использование при соединении отрезков труб промежуточных резьбовых втулок с внутренней резьбой обеспечивает возможность применения того же материала, что и материал труб, что снижает расход материала и увеличивает выход годного, кроме того позволяет использовать специализированное технологическое оборудование при изготовлении резьбы.
Ограничение длины промежуточной втулки по минимальному значению, соответствующему 5 D, обеспечивает перезарядку труб при прокатке с большей вытяжкой и максимальному значению, составляющему 10 D, при прокатке труб с малой вытяжкой.
Использование материала втулки, имеющего сопротивление деформации в 1,05. . . 1,5 меньше, чем сопротивление деформации материала отрезков труб, позволяет в случаях прокатки тонкостенных труб обеспечить надежное соединение отрезков труб, так как при деформации соединения происходит большая пластическая деформация материала втулки и снижаются растягивающие напряжения в хвостовиках труб.
Изобретение поясняется чертежами, где на фиг.1 показана заготовка для холодной прокатки (п.1), когда соединение отрезков труб произведено свинчиванием, на фиг. 2 показано место соединения, на фиг.3 показано соединение отрезков труб с помощью промежуточной конической резьбовой втулки.
Заготовка содержит отрезки труб 1, 2, 3, имеющие хвостовики 5, 6, 7, 8 с конической резьбой. Заготовка может быть составлена из отрезков труб, соединенных с помощью промежуточной конической резьбовой втулки 9 с хвостовиками 10 и 11.
Прокатка заготовки осуществляется следующим образом. Перед прокаткой отрезки труб соединяются между собой посредством резьбы, заряжаются в стан, и осуществляется прокатка при подаче и повороте заготовки задним патроном. При выходе переднего конца трубы в передний патрон он зажимает трубу, и осуществляет ее поворот, подача осуществляется задним патроном. При этом осевое усилие прокатки, которое может быть знакопеременным, и момент поворота заготовки передаются через резьбовое соединение. При прохождении резьбового соединения происходит пластическая деформация хвостовиков и прокатка по тому же маршруту, что и вся труба, участки хвостовиков, расположенные вне контакта резьбового соединения, деформируются в меньшей степени и, несмотря на меньшую площадь сечения, обеспечивают прочное соединение отрезков заготовки.
После прокатки участки резьбового соединения вырезаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ШЛИФОВАНИЯ ТРУБ | 1998 |
|
RU2145275C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ ТРУБ И ЕГО ПЕРЕДНЯЯ ВТУЛКА | 1998 |
|
RU2146977C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ | 2001 |
|
RU2191654C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 1996 |
|
RU2097158C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2150365C1 |
| СОСТАВНАЯ ПРЕСС-ШАЙБА | 2003 |
|
RU2238812C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
Область применения: трубопрокатное производство. Сущность: заготовка состоит из отрезков труб, соединенных между собой посредством конических резьбовых хвостовиков регламентированных размеров. Соединение может быть произведено либо непосредственно, либо с помощью промежуточных резьбовых втулок. Технический результат - надежное соединение коротких отрезков трубы в длинномерную заготовку, обеспечивающее передачу осевых растягивающих и сжимающих напряжений от осевого усилия прокатки, поворот заготовки, устранение влияния разностенности соединенных отрезков труб. 3 з.п.ф-пы, 3 ил.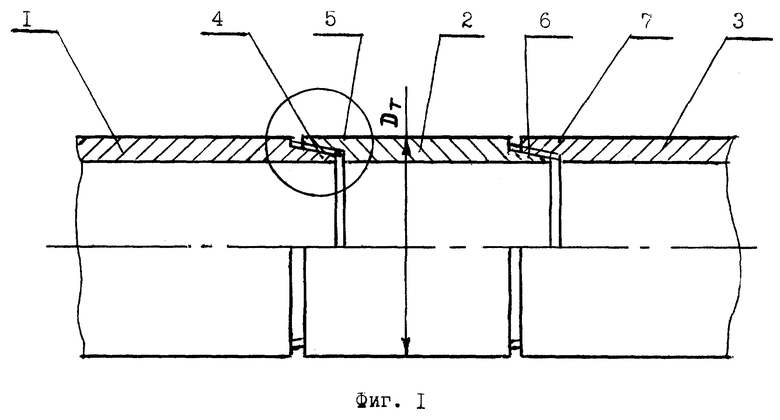
D - 0,7t ≥ dвн ≥ D - 1,3t,
где D - наружный диаметр трубы, мм;
t - толщина стенки трубы, мм;
dвн - внутренний диаметр резьбы, мм,
и углом конусности резьбы в пределах
где L - длина конического хвостовика, мм,
и соединены между собой посредством конического резьбового соединения на длине 0,5 ... 0,9 длины хвостовика.
| Розов Н.В | |||
| Холодная прокатка труб | |||
| - М.: Металлургия, 1977, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Заготовка для пилигримовой прокаткиТРуб | 1978 |
|
SU797811A1 |
| Заготовка для холодной прокатки труб | 1984 |
|
SU1227270A1 |
| Фрикционный вариатор | 1988 |
|
SU1562565A1 |
| Заготовка для холодной прокатки труб | 1979 |
|
SU822936A1 |

