Диафрагмы направляющего аппарата паровых турбин состоят обычпо из двух полудисков с прикрепленными отдельно изготовленными направляющими лопатками. Изготонление диафрагм, ввиду сложности профиля лопаток, занимает много времени и требует больших затрат и большого количества оборудоиания и приспособлений.
Предлагаемые цельнолитые диафрагмы с готовыми направляющими каналами имеют следующие преимуи1,ества: а) удешевление стоимости диафрагмы; б) сокращение времени на их изготовление; в) освобождение станочного парка и рабочей силы. Кроме того, отпадает необходимость в изготовлении сложных приспособлении и инструмента для механической обработки лопаток. .
Основным фактором, определяющим больщую экономическую эффективность цельнолитых диафрагм, является устранение трудоемкой работы но изготовлению сонловых лопаток, кованых заготовок колец и дисков, а также но сборке и креплению лопаток на диске.
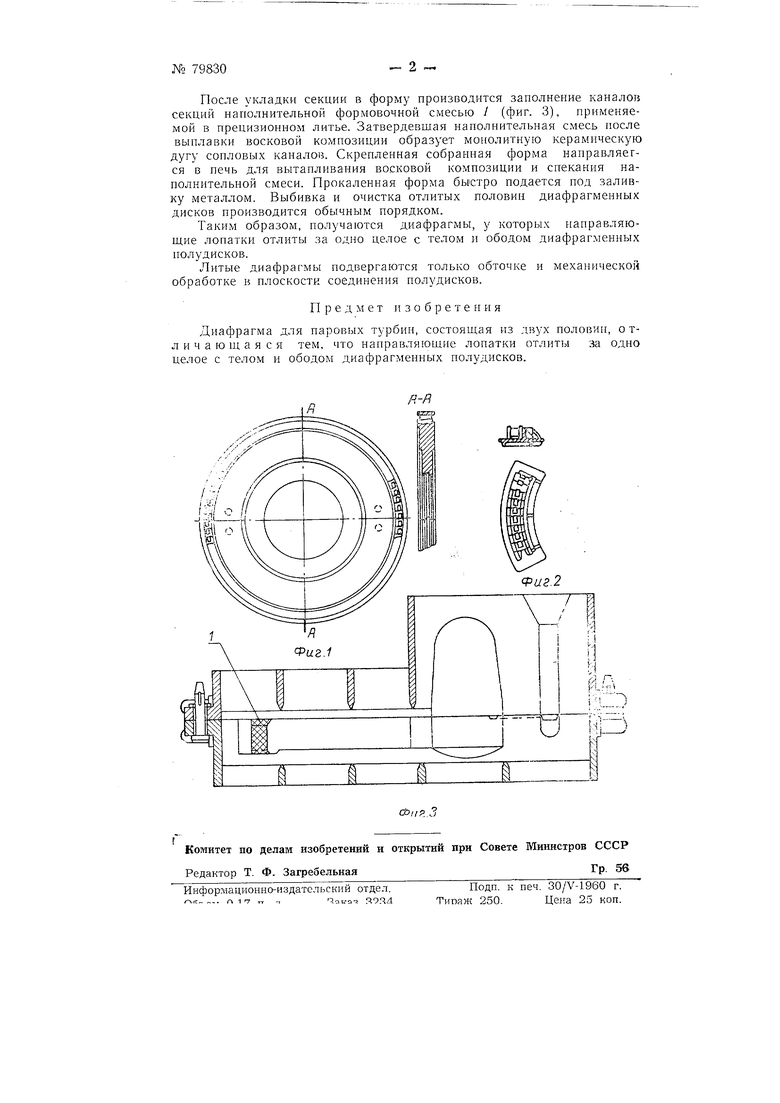
На фиг. 1 изображена цельнолитая диафрагма со стороны входа нара и поперечный разрез по АА; на фщ-. 2-композиция секции наиравляющих каналов; на фиг. 3-литейиая форма для изготовлення диафрагменного иолудиска. .
Технологический процесс изготовления диафрагм из цельнолитых дисков осуществляется следующим образом.
В нижнюю часть формы после отделки ио ободу вставляются изготовленные из восковой композиции секции (фиг. 2) направляющих 1саналов. Таким путем в полости песчано фо)мы образуется как бы восковой стержневой яии-1к, образуюии1Й дугу сопловых каналов. Звеиья или восковые лопатки изготовляются каждая отдельно из восковой композиции, ирименяемой в ирецизионном литье, иутем запрессовки композиции в пресс-форму.
Полости восковых лопаток (звенья), образующие каналы, покрываются этилсиликатиой обмазкой, применяемо в прецизионном литье для обмазки восковых моделей. Обмазанные восковые лопатки собираются на щаблоне в секции (фиг. 2), а места стыков спаиваются.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отливки сегментов направляющего аппарата паровых турбин | 1959 |
|
SU124077A2 |
| Способ точной отливки по выплавляемым моделям деталей со сложными внутренними полостями | 1953 |
|
SU101040A1 |
| Устройство для автоматического изготовления форм для литья по выплавляемым моделям | 1956 |
|
SU113408A1 |
| Способ изготовления литого инструмента из биметалла | 1949 |
|
SU87185A1 |
| Устройство для зачистки кромок модели литниковых воронок | 1960 |
|
SU131461A1 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2020 |
|
RU2731782C1 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2010 |
|
RU2449176C2 |
| Литниковая система для отливки тонкостенных деталей в стопочной форме | 1948 |
|
SU94526A1 |
| РОТОРНО-ВИХРЕВАЯ МАШИНА С КЕРАМИЧЕСКИМИ РАБОЧИМИ ЭЛЕМЕНТАМИ | 2007 |
|
RU2338884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ И ЭЛЕМЕНТА ГАЗОВОЙ ТУРБИНЫ | 2001 |
|
RU2266803C2 |
