В производстве точного литья но выплавляемым моделям встречаются детали со сложными внутренними полостями, выполнение которых в отливке требует расчленения выплавляемой модели на отдельные элементы, плотно соединяемые литем в замок или пайкой. Это тложняет и удорожает изготовление прессформ и отливок.
В предлагаемом способе эти недостатки устраняются тем, что для образования внутренних полостей применяются водорастворимые карбонитовые стержни.
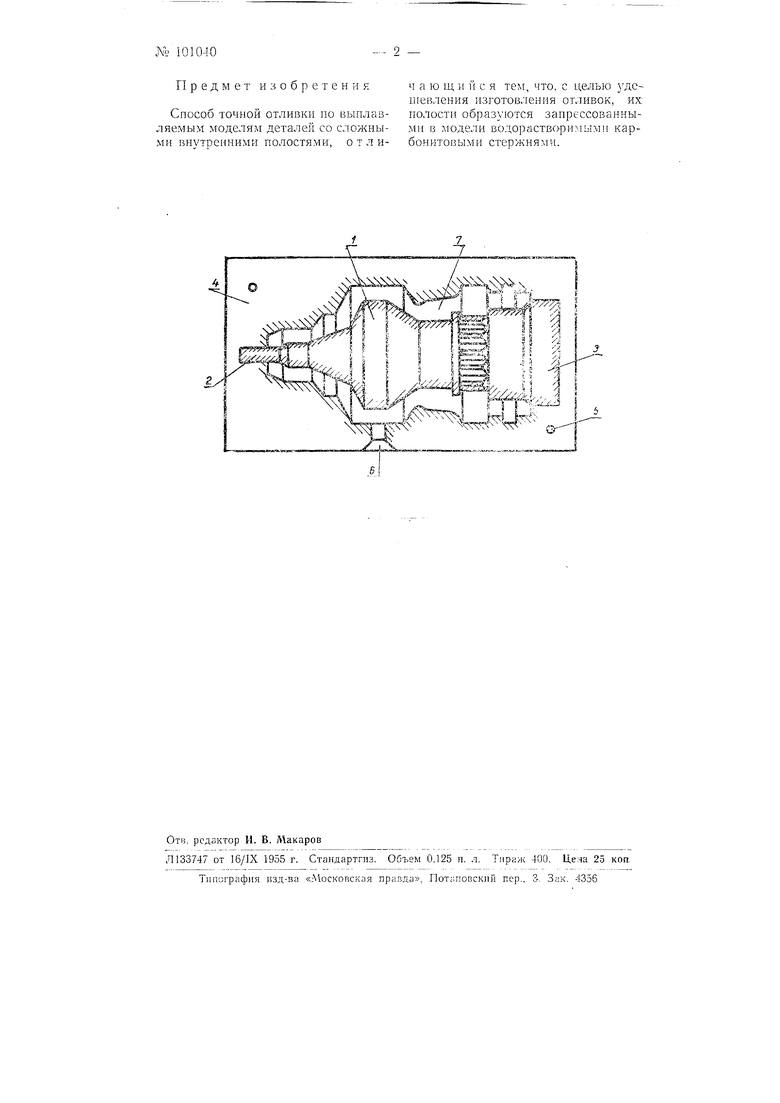
На чертеже изображена прессформа с карбонитовым стержнем.
Стержень / изготовляется из карбонита, который плавится при температуре 130. Расплавленный карбонит заливается в специально изготовленный металлический стержневой яш,ик. Через 1-2 мин. затвердевший стержень извлекается из ящика и устанавливается по знакам - фиксаторам 2 и 5 в прессформу 4. Затем по направляющим шпилькам 5 устанавливается вторая симметричная половина прессформы (на чертеже не показана). Обе половины прессформы плотно скрепляются и через отверстие 6 запрессовывается в прессформу расплавленная модельная композиция, образуя вокруг карбонитового стержня тело 7 модели будущей отливки.
После охлаждения и затвердения сплава разнимают прессформу и извлекают модель, внутри которой заключен карбонитовый стержень.
Затем модель помещают в сосуд с теплой водой, имеющей температуру 25-30. Через 40-50 мин. карбоиитовый стержень в воде растворяется, образуя внутренние полости модели с задаиными размерами и конфигурацией. Далее следуют операции известного метода отливки по выплавляемым моделям - монтаж моделей на литниковый стояк, покрытие керам;1ческой обмазкой, сушка, выплавление моделей и т. д.
Применение этого метода имеет следующие преим}щества: повышается коэффициент использования металла и снижается расход жидкого металла, повышается технологичность литых заготовок за счет разделения операций изготовления модели на более простые составляюшие и возможности объединения сочленяемых деталей в одну цельную конструкцию, повышается точность отливки и снижается трудоемкость обработки заготовок.
Предмет изобретения
Способ точной отливки по зьшлавляемым моделям деталей со сложными Гзнутрениими полостями, о т л ич а ю ш, и и с я тем, что, с целью хдеБгевления изготовления отливок, их: полости образуются заирессоваинымп в людели водорастворимыми карбон итовым и стержнями.
р .-, I
si i
