1
Изобретение относится к литейному производству, в частности к модифицированию чугуна.
Известен способ модифицирования ковкбго чугуна 1 .
Способ заключается в том, что присадка комплексного модификатора в жидкий металл осуществляется в две стадии: алюминий вводят в раздаточный ковш при наполнении его металлом из плавильного агрегата, а висмут с боpdM - в разливочный ковш, т.е. непосредственно перед заливкой жидкого металла в формы.
Однако этот способ имеет ряд недостатков. Расход висмута остается все еще, высоким (более 0,001%); раздельное введение в жидкий металл алюминия и висмута с бором .усложняет сам процесс модифицирования, присаживаемая доза сшюминия, висмута и бора остается одинаковой для Отливок с раз личной толщиной стенки; висмут и бор вводят как для тонкостенных, так и для толстостенных отливок.
Цель изобретения - экономия дорогостоящего и дефицитного висмута, повышение эффективности и упрощение про цесса модифицирования, снижение бражка литья.
Указанная цель достигается за счет ввода алюминия вместе с висмутом и бором в жидкий металл в разливочный ковш непосредственно перед заливкой его в формы, в следующем количестве, % от веса жидкого металла
АЛЮМИНИЙ 0,005-0,050 Висмут 0,0005-0,001 Бор0,0005-0,001
0
Алюминий вместе с висмутом и бором W целесообразно присаживать только для толстостенных отливок, склонных к образованию отсера - появлению пластинчатого графита в структуре ковкогО:
5 чугуна. Висмут, вызывая сильное переохлаждение жидкого металла, приводит к образованию трещин в сложных по конфигурации отливках, например картерах мостов большегрузных автомоби0лей. Поэтому присадка его для таких деталей должна быть минимальной, не более 0,001%.
Присадка комплексного модификатора алюминий, висмут, бор в жидкий
5 металл непосредственно перед заливкой его в несколько упрощает процесс модифицирования по сравнению с известным способом, где присадка алюминия и висмута с бором разделены на
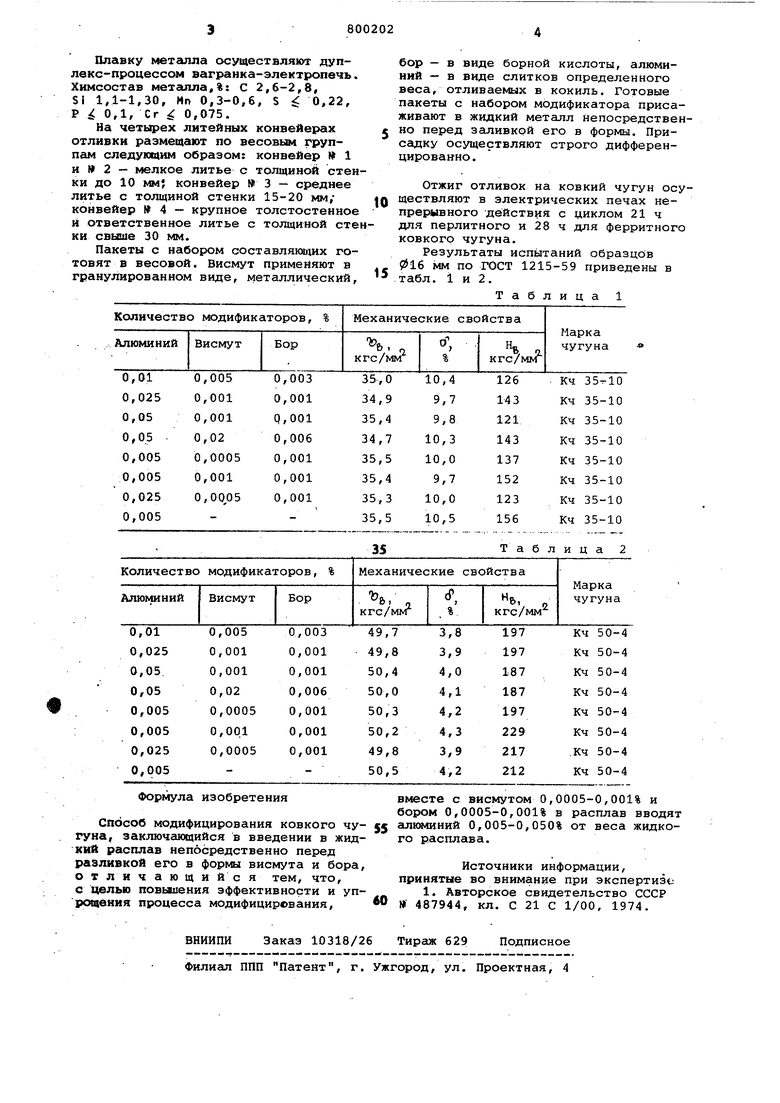
0 две стадии. Плавку мехгиша сх уществлякхг дуплекс-процессом вагранка-электропечь. Химсостав метг1пла,%: с 2,6-2,8, Si 1,1-1,30, Мп 0,3-0,6, S 0,22, Р 0,1, Сг 0,075. На четырех литейных конвейерах отливки размещают по весовым группам следующим образом: конвейер № 1 и W 2 - мелкое литье с толщиной стен ки до 10 мм; конвейер № 3 - среднее литье с толщиной стенки 15-20 мм,конвейер № 4 - крупное толстостенное и ответственное литье с толщиной сте ки свыше 30 мм. Пакеты с набором составлякяцих готовят в весовой. Висмут применяют в гранул:ированном виде, металлический. бор - в виде борной кислоты, алюминий - в виде слитков определенного веса, отливаемых в кокиль. Готовые пакеты с набором модификатора присаживают в жидкий металл непосредственно перед заливкой его в формы. Присадку осуществляют строго дифференцированно. Отжиг отливок на ковкий чугун осуществляют в электрических печах непрерывного действия с циклом 21 ч для перлитного и 28 ч для ферритного ковкого чугуна. Результаты испытаний образцов 016 мм по ГОСТ 1215-59 приведены в табл. 1 и 2. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования ковкого чугуна | 1976 |
|
SU594178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ модифицирования ковкого чугуна | 1974 |
|
SU487944A1 |
| Способ модифицирования ковкогочугуНА | 1979 |
|
SU827555A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 1998 |
|
RU2139941C1 |
| Способ модифицирования ковкого чугуна | 1980 |
|
SU872563A1 |
| МОДИФИЦИРУЮЩИЙ ФИЛЬТР | 2003 |
|
RU2301836C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА | 2013 |
|
RU2541250C1 |
| Модифицирующая смесь | 1975 |
|
SU533639A1 |
