1
Изобретение относится к электротехнике, преимущественно к кабельной технике, а именно к установкам для наложения экструзией изоляции на провода К кабели.
Известны установки, предназначенные для переработки высокомолекулярных со,единений при наложении изоляции или защитных покрытий кабелей и проводов способом выдавливания (экструдирования) . В таких установках наложение материалов, например резиновых смесей, осуществляется в пластическом состоянии, которое достигается как нагревом самого перерабатываемого материала, так и нагревом цилиндров червячных прессов.
Для такой конструкции пресса при постоянных оборотах червяка и постоянной пластичности материала производительность будет постоянной 11J.
При изменении температуры нагрева перерабатываемого материала происходит изменение его пластичности, что приводит к изменению производительности, а соответственно и колебаниям наружного диаметра кабельного изделия.
Наиболее близким к изобретению по достигаемому результату является устройство стабилизации диаметра изолированного провода, содержащее датчик отклонения диаметра, датчик скорости, интегратор и блок произвадения, входы которого подключены к упомянутым датчикам, а выход - к интегратору. В таком устрюйстве стабилизация диаметра изоляции осуществляется с помощью интегратора и блока произведения, в котором сигнал, пропорциональный отклонению диаметра, умножается на сигнал, пропорциональный лингйной скорости движения провода 2.
Недостатком раббты известного устройства при использовании в агрегатах непрерывной вулканизации является его низкое быстродействие. Это вызвано тем, что изменение производительности пресса (например за счет изменения пластичности) обуславливает изменение .диаметра изделия, при этом контроль диаметра может быть осуществлен с запаздыванием во времени лишь на выходе вулканизационной трубы, длина которой составляет 100 м и более.
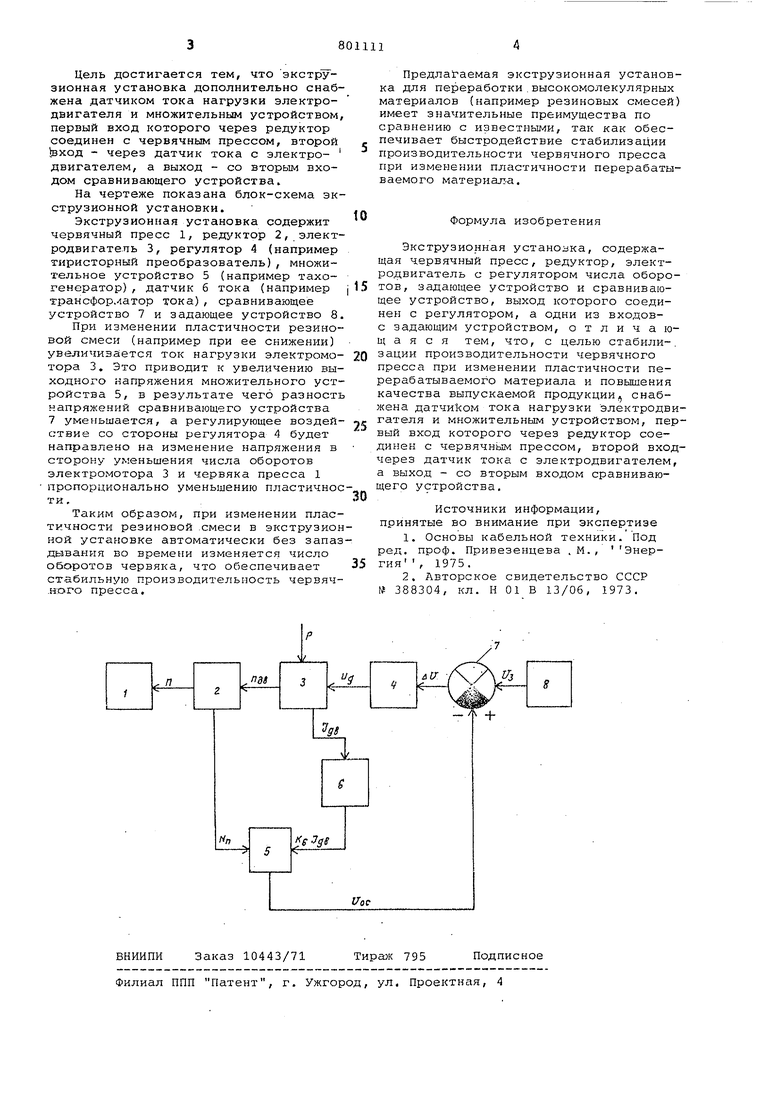
Целью изобретения является стабилизация произво/1ительности червячного .пресса при изменении пластичности перерабатываемого высокомолекулярного материала и повышение качества выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДИАМЕТРА ПРОВОДА В ПРОЦЕССЕ ЕГО ИЗОЛИРОВАНИЯ | 1973 |
|
SU388304A1 |
| Установка непрерывного отжига проволоки переменным током | 1975 |
|
SU529233A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
| Устройство для автоматического управления процессом переработки полимерных материалов в червячных машинах | 1980 |
|
SU910424A1 |
| Система регулирования диаметра жил на бумагомассных машинах | 1988 |
|
SU1667016A1 |
| Установка для наложения протектора ленточкой | 1980 |
|
SU899365A2 |
| Экструдер с системой автоматического управления | 1982 |
|
SU1083239A1 |
| Устройство для автоматического управления технологической установкой наложения пенопластовой изоляции на кабельную жилу | 1975 |
|
SU570923A1 |
| Автоматическое устройство для измерения диэлектрической проницаемости изоляции при ее наложении на кабельную жилу | 1977 |
|
SU690410A1 |
| Устройство для регулирования толщины изоляции кабельных изделий | 1985 |
|
SU1345176A1 |
