Зарядка уточных шпуль в магазины автоматических ткацких станков производится ручным способом и, являясь весьма трудоемким процессом, создает необходимость иметь на ткацких фабриках специальный штат подсобных рабочих.
Описываемое устройство позволяет механизировать зарядку уточных шпуль в магазины автоматических ткацких станков и уменьшить расход рабочей силы на единицу изделий в ткацком производстве. Отличительной особенностью устройства является то, что оно выполнено в виде бункера для шпуль, механизма для отыскивания и закрепления конца уточной нити, расположенного в нижней части бункера, и механизма для вкладывания шпуль, расположенного между механизмом для отыскивания конца нити и магазином. Бункер разделен на вертикальные секции для порядного разделения шпуль, состояшие из верхней сменной части и нижней стационарной, снабженной механизмом для поочередной подачи шпуль, выполненным в виде поворотных секторных заслонок, приводимых в движение от привода станка. Механизм для отыскания и закрепления конца уточной нити выполнен в виде удерживающих и врашающих шпулю центров и цилиндрической врашаюшей шетки, отыскиваюшей конец нити и передающей его в воздухоотвод, всасываюшее сопло которого подведено к поверхности шетки. Механизм для вкладывания шпуль в магазин, выполнен в виде поворотного хобота, посредством ко7Орого шпули из нижней части бункера передаются в магазин ткацкого станка.
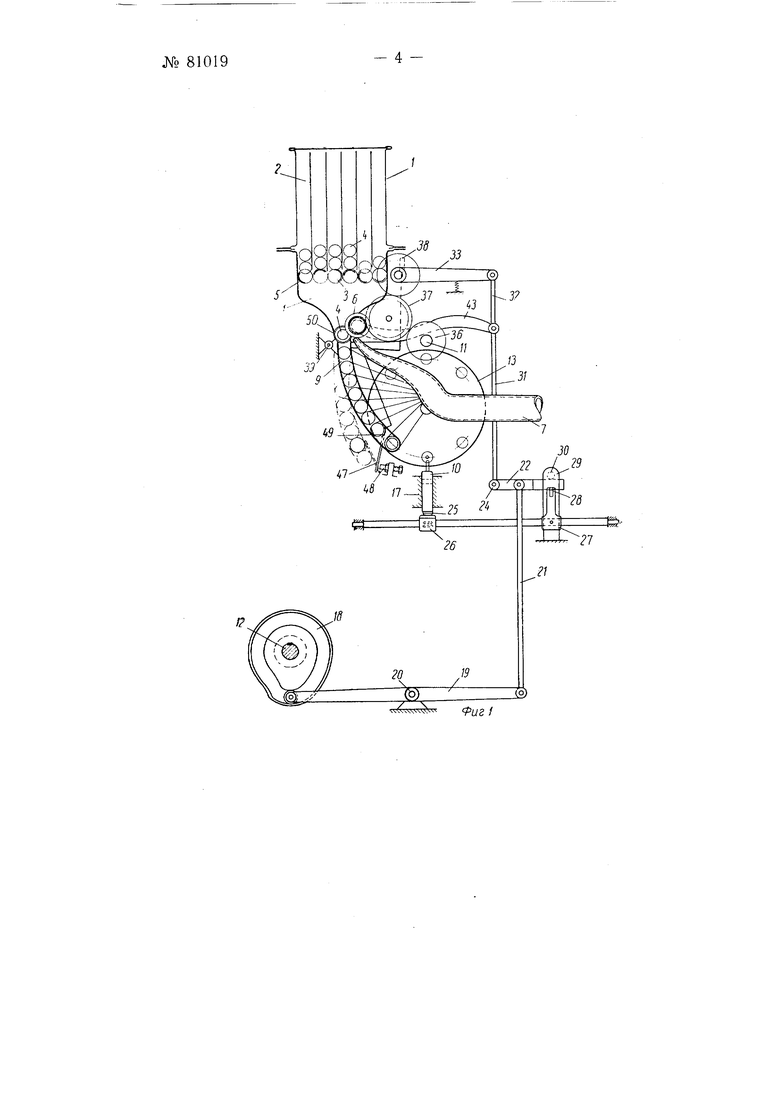
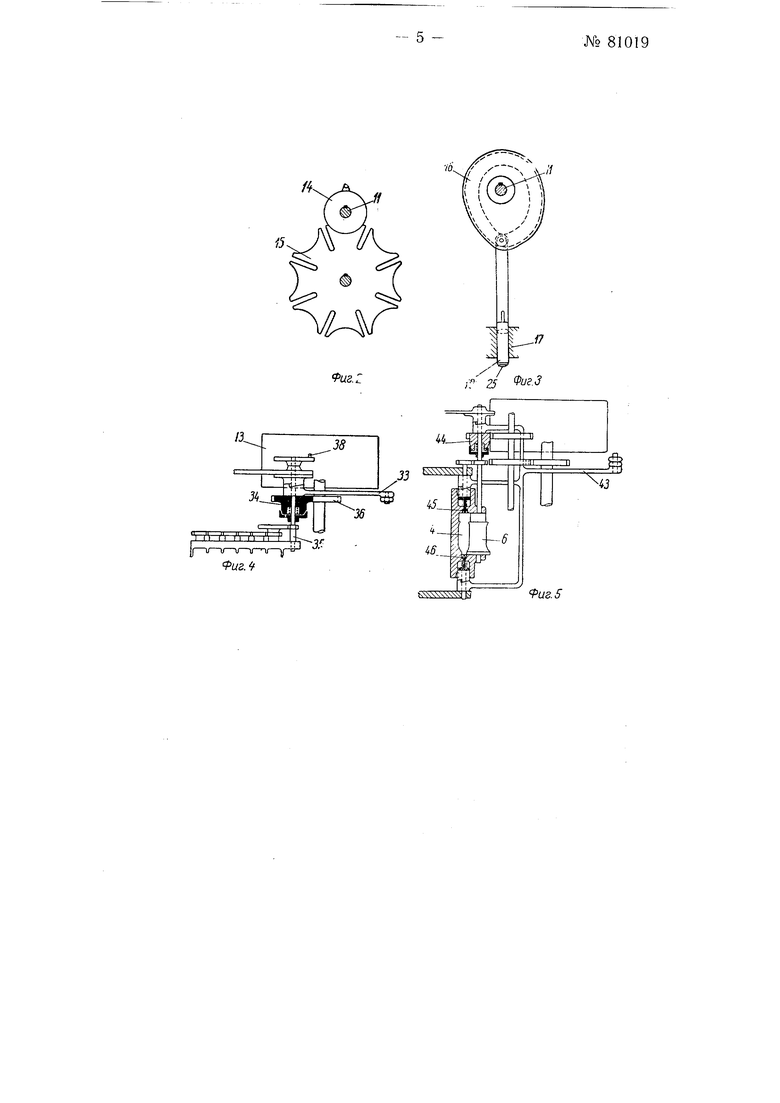
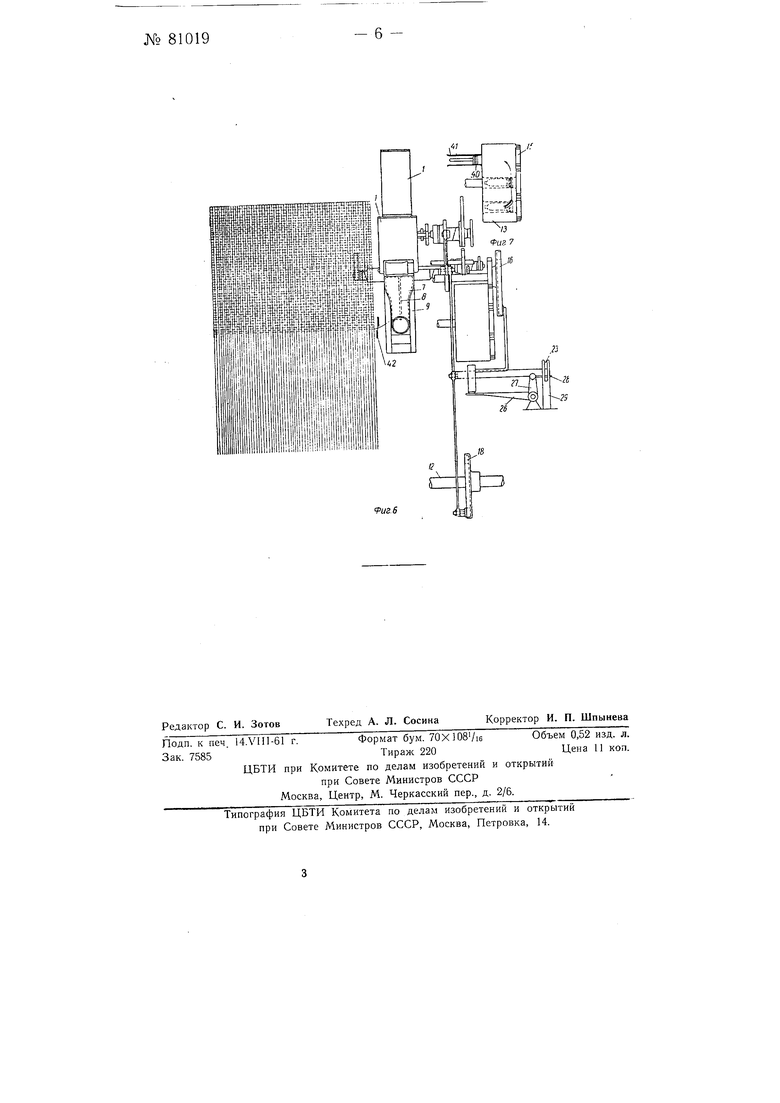
На фиг. 1 изображен продольный разрез устройства; на фиг. 2-деталь передачи движения барабану устройства; на фиг. 3- часть передачи движения щуплу; на фиг. 4-передача движения к горловине устройства; на фиг. 5-часть передачи движения к щетке; на фиг. 6-вид устройства сбоку по фиг. 1; на фиг. 7-деталь устройства.
Устройство в верхней части имеет бункер /, разделенный на вертикальные секции 2 для порядного разделения шпуль и состоящий из верх№ 81019- 2 ней сменной части и нижней стационарной, в которой помещен механизм 3 для ноочередной подачи шпуль 4, выполненный в виде новоротных секторных заслонок 5, приводимых в движение от привода станка. Устройство снабжено враш,аюш:ейся щеткой 6, для разматывания и отыскивания конца нити на шпуле 4, всасывающим соплом 7 с Т-образной нрорезью 8, перемещающимся хоботом 9 для передачи шпуль из нижней части бункера в магазин ткацкого станка и механизмом передач. Уточные шпули 4 насыпаются в верхнюю часть бункера /. Устройство приходит в действие от уточного щупла 10. Валы // и 12 вращаются с постоянной скоростью. Вал 11 сообщает периодическое движение барабану 13 через систему 14 и /5 (фиг. 2). Одновременно посредством специального эксцентрика 16 (фиг. 3) щупло 10 перемещается возвратно-поступательно вверх и вниз в направляющих 17, нрощунывая поочередно наличие пряжи на каждой щпуле в барабане 75. Эксцентрик 18, вращаясь с постоянной скоростью, качает двуплечий рычаг 19 относительно неподвижной оси 20 и сообщает возвратно-поступательное движение тяге 21 и качательное движение рычагу 22 в пазу 23 кронштейна 29 (фиг. 6) относительно оси 24. которая в это время бывает неподвижна.
При отсутствии уточной пряжи на шпуле движок 25 щупла 10 совершит увеличенный размах, вследствие чего рычаги 26 и 27 совершат больший угол поворота, тогда поршень 28 перекроет паз 23 в кронщтейне 29 и рычаг 22 будет уже поворачиваться относительно вновь полученно неподвижной точки опоры, созданной норщнем 28, перекрывающим паз 23, и унором 30.
При повороте рычага 22 относительно этой вновь полученной точки споры произойдет включение в действие всего нижеописываемого устройства.
Тяги 21, 31 и 32 переместятся вверх и повернут на некоторый угол рычаг 33, вследствие чего произойдет включение муфты 34 и поворот вала 35 (фиг. 4) от зубчатой передачи шестерен 36 и 37, действу ощей от постоянно вращающегося вала //. Поворот вала 35 посредством кривошипа 38, закрепленного на нем, вызовет поворот хобота 9 относительно оси 39 из положения, указанного пунктиром, в другое положение, вследствие чего нижняя шпуля окажется на траектории движения челнока. Система же шестерен 36, 37 заставит повернуться секторные заслонки 5 на 90° и одна из очередных шпуль выпадет из ручья насыпного магазинного устройства и займет место в нижней стационарной части бункера -. При повороте рычага 43 включается фрикционная муфта 44 (фиг. 5), вследствие чего выдвигаются и приходят во вращение центры 45, 46, на которые попадает выпавшая шпуля. Одновременно с этим также начинает вращаться щетка 6, расположенная параллельно выпавшей шпуле. К вращагощейся щетке 6 н шпуле подведено всасывающее воздух сопло 7 с Т-образной прорезью 8. Взаимодействие вращения шнули на центрах и вращения щетки при наличии расположенного около них всасывающего сопла обеспечивает размотку уточной нити со щнули н втягивание конца этой нити в сопло.
При перемещении хобота 9 из положения, указанного пунктиром, в другое, рычаг 47 встречает на своем нути неподвижный упор 48 и отклоняется. Отклонение рычага действует на два клапана: нижний клапан 49 отделяет нижнюю шпулю от других шпуль, расположенных в хоботе 9, а верхний клапан 50 фиксирует положение очередной шпули против центров 45, 46.
Головки шпуль имеют на своей цилиндрической поверхности канавку, благодаря которой каждая шпуля удерживается пружинящим устройством 40 в разрезных гильзах 41 челнока (фиг. 7). При движении челноков с гильзами по колее пустая шпуля наталкивается на стенку выдвинутого хобота 9 и тем самым выжимается из гильзы; пустая же гильза надвигается на поставленную по дороге шпулю в хоботе, зацепляет ее пружинящим устройством и уносит вместе с челноком в зев вырабатываемой ткани. Конец же уточной нити будет удерживаться всасывающим устройством в сопле до тех пор, пока уточина не будет заработана в ткань, после чего обрезается ножницами 42 (фиг. 6).
Предмет изобретения
). Устройство для автоматической зарядки уточными щпулями магазина ткацкого станка, отл и ч а ю щеес я тем,что оно выполнено в виде бункера для шпуль, механизма для отыскивания и закрепления конца уточной нити, расположенного в нижней части бункера, и механизма для вкладывания шпуль, расположенного между механизмом для отыскивания конца нити и магазином.
2. Форма выполнения устройства по п. о т л и ч а FO щ а я с я тем, что бункер разделен на вертикальные секции для порядного разделения шиуль, состоящие из верхней сменной части и нижней стационарной, снабженной механизмом для поочередной подачи шпуль, выполненным в виде поворотных секторных заслонок, приводимых в движение от привода станка.
3.Форма выполнения устройства по п. 1, отл ич а к) щ а я ся тем. что механизм для отыскания и закрепления конца уточной нити выполнен в виде удерживающих и вращающих щпулю центров и цилиндрической вращающейся щетки, отыскивающей конец нити и передающей его в воздухоотвод, всасывающее сопло которого подведено к поверхности щетки.
4,Форма выполнения устройства по п. 1, отличающаяся тем, что механизм для вкладывания шпуль в магазин, выполнен в виде поворотного хобота, посредством которого щпули из нижней части бункера передаются в магазин ткацкого станка.
81019
te
19
/L
I2
0иг /
1
/7
иг.Г
игЛ
;;о 25 -3
Риг. 5
Vus-6
